Изобретение относится к сварке, в частности материалам для электродуговой износостойкости наплавки деталей, работающих в условиях больших контактных нагрузок и ударов.
Цель изобретения - снижение легирующих элементов в шихте проволоки, улучшение отделяемости шлаковой корки с металла наплавки и повышение его износостойкости.
С этой целью в состав шихты порошковой проволоки содержащей рутиловый концентрат, плавиковый шпат, графит, ферромарганец, титан, хром, никель дополнительно введен карбид железа, а хром, никель и титан введены в виде порршка легированной стали со следующим соотношением компонентов, мас.%:
Рутиловый концентрат3-7
Плавиковый шпат3 7
Порошок стали легированной никелем, хромом и титаном 40-60 Графит2-3
Ферромарганец16-20
Карбид железаОстальное
В качестве порошка легированной стали содержащего никель, хром, титан использован порошок марки XI 8Н9Т, это снижает потери легирующих элементов и улучшает отделимость шлаковой корки.
При введении в состав шихты рутилово- го и плавиковошпатового концентратов улучшились защитные св-ва порошковой проволоки, что в свою очередь снижает потери легирующих, уменьшает в шлаковой фазе содержание кислородных компонентов и улучшает отделимость шлаковой корки.
00
го
Јь
го
XI VI
Дпп получение порошковой проволоки были изготовлены смеси ингредиентов (тэбл.1.). В качестве легированной стали использовали сталь марки Х18Н9Т по ГОСТ 13084-67.
Для изготовления проволоки диаметром 2,8 мм использовали ленту марки 08 кп размером 0,5 х 12 мм по ГОСТ 503-81. Ис- пытание проволок на характер отделяемо- сти шлаковой корки от наплавки выполнен на пластинах размером 350x20x200 мм, При наплавке образцов использовали источник питания дуги ВДУ-506 и сварочный полуавтомат типа ПДО-517. Сварка выполнялась на токах 300-400а.
Сравнительные испытания по отделимости шлаковой корки определяли по следующей методике. На пластины наплавляли валики предлагаемой порошковой проволокой.
После выполнения наплавок на специальной установке, пуансоном, поперек наплавок, пластину изгибали на угол 60i5o.
Характер отделимости шлаковой корки определяли по площади наплавки, свобод- ной от шлака, образовавшейся после изгиба пластины.
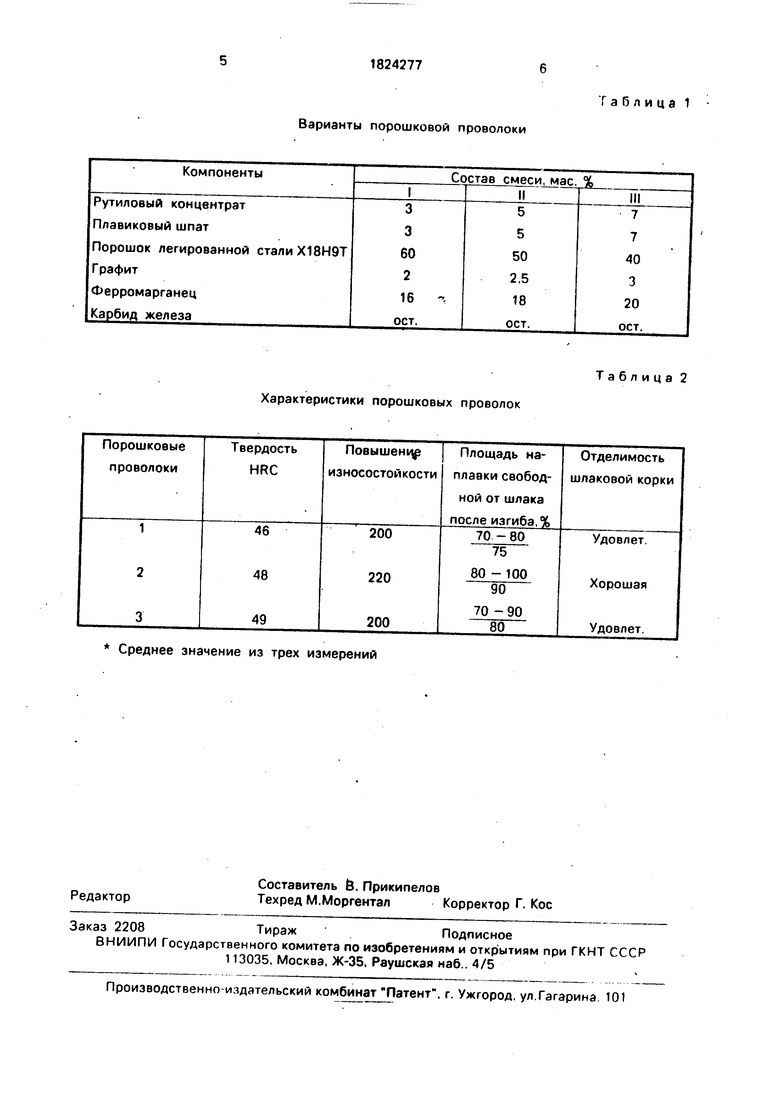
Из табл.2 видно, что при высоких показателях физических свойств наплавленного металла, наиболее хорошей отделяемостью обладает шлак порошковой проволоки по 2 варианту состава шихты.
Экспериментально установлено, что при высоком уровне износо- стойкости предлагаемая порошковая про- волока позволяет экономить 15-20% легирующих элементов на единицу массы наплавки.
Испытание вариантов порошковой проволоки показали, что содержание в шихте проволоки рутплового и плзвиковошпатово- го концентратов менее 3 % масс не оказыва- ет влияния на защитные свойства шлакогазовой фазы, а содержание более 7 мас.% ухудшает стабильность горения дуги.
Содержание порошка стали менее 40 мас.% снижает износостойкость металла наплавки, а содержание более 60 мас.% ухудшает отделяемость шлаковой корки.
Таким образом, порошковая проволока с указанным составом шихты обеспечивает хорошую отделяемость шлаковой корки с наплавки и снижает потери на 15-20 мас.% легирующих металлов.
Использование проволоки для наплавки деталей работающих в условиях больших контактных нагрузок и ударов позволило увеличить производительность наплавки в 1,5-1,2 раза за счет снижения потерь времени на удаление шлаковой корки, повысило качество и улучшило внешний вид наплавки.
Формула изобретения
Порошковая проволока для наплавки, состоящая из углеродистой стальной оболочки и порошкообразной шихты, включающей рутиловый концентрат, плавиковый шпат, графит, ферромарганец, титан, хром. никель, отличающаяся тем, что, с целью улучшения отделимости шлаковой корки, повышения износостойкости и снижения потерь легирующих элементов при наплавке деталей, работающих в условиях больших контактных нагрузок и ударов, шихта содержит дополнительно карбид железа, а хром, никель и титан введены в виде легированной стали при следующем соотношении компонентов, мас.%:
Рутиловый концентрат Плавиковый шпат Порошок стали, легированной хромом, никелем и титаном Графит
Ферромарганец Карбид железа
причем коэффициент заполнения порошковой проволоки составляет 23,5- 31.5%.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| ШИХТА ПОРОШКОВОЙ ПРОВОЛОКИ | 2006 |
|
RU2307727C1 |
| Состав порошковой проволоки для износостойкой наплавки | 1983 |
|
SU1123215A1 |
| САМОЗАЩИТНАЯ ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ СВАРКИ АУСТЕНИТНЫХ ХРОМОНИКЕЛЕВЫХ СТАЛЕЙ | 2004 |
|
RU2281843C1 |
| Шихта порошковой проволоки для наплавки стали средней и повышенной твердости | 2002 |
|
RU2225286C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ НАПЛАВКИ | 2002 |
|
RU2218256C2 |
| ЭЛЕКТРОД ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ И СПОСОБ СОЗДАНИЯ ИЗНОСОСТОЙКОГО СЛОЯ НА ПОВЕРХНОСТИ МЕТАЛЛУРГИЧЕСКОГО ОБОРУДОВАНИЯ НАПЛАВКОЙ С ИСПОЛЬЗОВАНИЕМ ЭЛЕКТРОДОВ | 2010 |
|
RU2465111C2 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ МЕХАНИЗИРОВАННОЙ И ЛАЗЕРНО-ДУГОВОЙ СВАРКИ НИЗКОЛЕГИРОВАННЫХ ВЫСОКОПРОЧНЫХ СТАЛЕЙ | 2019 |
|
RU2713767C1 |
| СОСТАВ ПОРОШКОВОЙ ПРОВОЛОКИ | 1999 |
|
RU2166419C2 |
| Порошковая проволока | 2024 |
|
RU2825974C1 |
| СОСТАВ ПОРОШКОВОЙ ПРОВОЛОКИ | 2004 |
|
RU2272700C1 |
Использование: наплавка деталей, работающих в условиях контактных нагрузок и ударов. Сущность изобретения1 порошковая проволока состоит из углеродистой стальной обопочки и порошкообразной шихты. Шихта включает, мас.%. рутиловый концентрат 3-7. плавиковый шпат 3-7, порошок стали, легированный хромом, никелем и титаном 40-60 графит 2-3, ферромарганец 16-20, карбид железа остальное. Коэффициент заполнения составляет 23,5-32,5%. Порошковая проволока обеспечивает хорошие сварочно-технологи- ческие свойства и снижение потерь легирующих элементов 2 табл
Варианты порошковой проволоки
Характеристики порошковых проволок
Среднее значение из трех измерений
Таблица 2
| Порошковая электродная проволока | 1968 |
|
SU252514A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ПОРОШКОВЫЙ ЭЛЕКТРОД для НАПЛАВКИ | 0 |
|
SU327028A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
