Изобретение относится к области сварочного производства, в частности к шихте порошковой проволоки для наплавки открытой дугой слоя стали средней и повышенной твердости.
На предприятиях железнодорожного транспорта и в ряде других областей при восстановлении наплавкой деталей из низколегированных и углеродистых сталей широкое распространение получили электроды. Преимуществом наплавки электродами является то, что такая технология наиболее проста в части использования сварочного оборудования, что не вызывает затруднений применения ее в полевых условиях.
Однако наплавка электродами отличается низкой производительностью и не позволяет механизировать процесс наплавки. Кроме того, качество наплавки электродами во многом зависит от квалификации сварщика.
Перспективным в части механизации восстановительных работ электродуговой сваркой является применение порошковых проволок. По сравнению с электродами порошковые проволоки позволяют повысить производительность в 2-4 раза и механизировать процесс наплавки. В то же время существующие порошковые проволоки для сварки и наплавки при использовании их для указанных целей имеют определенные недостатки. Они либо не обеспечивают требуемый уровень твердости и износостойкости наплавленного металла, либо не удовлетворяют по стойкости его против образования холодных трещин и пор.
Наиболее перспективным для такой механизированной технологии восстановления наплавкой является применение самозащитных покрытий для порошковых проволок. Они позволяют выполнять наплавку открытой дугой, не требуют усложнения сварочного оборудования, что обеспечивает возможность применения данной технологии в полевых условиях.
Вместе с тем известные самозащитные порошковые проволоки для восстановления наплавкой деталей из низколегированных и углеродистых сталей кроме указанных определенных недостатков в ряде случаев не удовлетворяют по сварочно-технологическим характеристикам, чаще всего они не удовлетворяют по стойкости швов против образования пор и формированию валиков.
Известен состав шихты порошковой проволоки для наплавки открытой дугой режущего инструмента, содержащей компоненты в следующем соотношении, мас. %:
Мрамор 0,7...0,9
Флюоритовый концентрат 1,5...1,8
Графит 4,0...4,4
Феррохром 13,0...15,0
Ферросилиций 3,0...3,6
Ферротитан 1,0...1,5
Феррованадий 9,0...10,0
Вольфрамовый порошок 17,0...18,0
Вермикулит 0,5...0,8
Волластонит 1,0...1,6
Кремнефтористый натрий 0,3...0,6
Алюминиевый порошок 0,5...0,7
(авторское свидетельство СССР № 625883, кл. В 23 К 35/36, 1978).
При наплавке режущего инструмента на малой площадке данная проволока позволяет получить наплавленный металл с высокой твердостью без трещин. Однако при наплавке такой проволокой на большой площади в наплавленном металле, как показывает опыт, образуются холодные трещины. В ряде случаев имеют место и поры. Кроме того, высокая твердость металла не может применяться для наплавки деталей, сопрягающихся при трении с деталями более низкой твердости, из-за их быстрого изнашивания. По этой причине она не может применяться для наплавки износостойкого слоя при восстановлении деталей из низколегированных сталей.
Известна также порошковая проволока с шихтой, содержащей следующие компоненты, мас.%:
Мрамор 1,0...2,2
Флюоритовый концентрат 3,5...6,5
Графит 0,1...0,6
Рутил 4,0...6,5
Ферромарганец 0,5...6,0
Хром 0,5...5,0
Феррохром 2,0...10,0
Ферромолибден 0,5...2,0
Ферросилиций 0,5...2,5
Ферротитан 0,3...3,0
Никель 0,8...1,5.
Кремнефтористый натрий 0,2...0,8
Алюминиевый порошок 0,2...0,9
Железный порошок 3,0...8,0
Стальная оболочка Остальное
(авторское свидетельство СССР № 327028, В 23 К 35/36, 1970).
Как показывает наш опыт, наплавленный такой проволокой металл на детали из низколегированных сталей имеет сравнительно низкую стойкость против образования холодных трещин. Кроме того, при наплавке открытой дугой она не всегда обеспечивает требуемую стойкость наплавленного металла против образования пор. В ряде случаев на поверхности валиков имеет место прилипший шлак. По этим причинам данная проволока не может применяться для наплавки износостойкого слоя при восстановлении деталей из легированных и углеродистых сталей.
Наиболее близкой из известных по своей технической сущности и достигаемому результату является выбранная в качестве прототипа шихта порошковой проволоки для наплавки слоя стали средней и повышенной твердости на деталях из низколегированных и углеродистых сталей, содержащая следующие компоненты, мас.%:
Флюоритовый концентрат 3,5...16,0
Мрамор 1,2...3,0
Рутиловый концентрат 1,5...4,0
Марганец 2,5...5,5
Хром 1,8...3,0
Феррованадий 0,1...0,4
Ферромолибден 1,6...3,8
Ферросилиций 1,6....2,8
Ферротитан 0,8...2,4
Магнезит сырой 1,5...15,0
Нефелиновый концентрат 0,7...2,0
Железный порошок Остальное
(патент РФ № 2074078, кл. В 23 К 35/368, опубл. 1997).
При наплавке порошковой проволокой с такой шихтой в среде углекислого газа деталей из низколегированных и углеродистых сталей наплавленный металл имеет достаточную твердость и износостойкость. Однако при наплавке указанной проволокой с данной шихтой открытой дугой не обеспечивается требуемая стойкость наплавленного металла против образования пор. На поверхности валиков образуется прилипший трудноудаляемый шлак, при этом снижается и твердость наплавленного металла, что связано с большим угаром основных легирующих элементов при сварке открытой дугой.
Задачей заявляемого технического решения является повышение стойкости швов наплавленного металла против образования пор и отделимости шлака при наплавке порошковой проволокой слоя металла средней и повышенной твердости без применения защитных газов (открытой дугой). Это позволит расширить область применения такой порошковой проволоки и снизить затраты при восстановительных работах.
Решение этой задачи достигается за счет выбора шлакообразующей и легирующей основы шихты порошковой проволоки с оптимальным содержанием компонентов.
Повышение стойкости наплавленного металла против образования пор достигается в определенной мере за счет выбора в качестве основных шлакообразующих компонентов флюоритового и рутилового концентратов в определенном количестве и замены карбоната кальция на более легкоплавкий карбонат натрия (соду кальцинированную). При такой выбранной шлаковой основе обеспечивается более высокая газошлаковая защита расплавленного металла на стадии капли. Введение силиката кальция при повышенном легировании титаном позволяет дополнительно повысить стойкость швов против образования пор за счет снижения парциального давления водорода в столбе дуги и более интенсивного связывания азота.
Улучшение формирования валиков в части отделимости шлаковой корки достигается за счет требуемых физико-химических свойств шлака, которые получаются при выбранных соотношениях содержания в шихте флюоритового концентрата, рутилового концентрата и соды кальцинированной.
Получение наплавленного металла средней и повышенной твердости при наплавке открытой дугой обеспечивается за счет замены хрома и марганца на феррохром и ферромарганец и выбора их содержания в определенном количестве. При этом повышению и стабилизации твердости наплавленного металла способствует также и повышенное легирование его титаном в оптимальном уровне. При таком уровне легирования титаном и сравнительно низком содержании углерода в наплавленном металле при сварке открытой дугой образуются мелкодисперсные карбиды и нитриды титана, что увеличивает его износостойкость. Выбранный уровень легирования марганцем, хромом и молибденом обеспечивает получение сорбито-трооститной структуры наплавленного металла, которая благоприятна с точки зрения получения требуемой его стойкости против образования холодных трещин и хороших механических свойств.
Указанные свойства заявляемой шихты порошковой проволоки получаются при содержании компонентов в следующем соотношении, мас.%:
Флюоритовый концентрат 18,0...26,0
Рутиловый концентрат 10,0...28,0
Порошок молибденовый 2,0...3,5
Ферротитан 8,0...12,0
Феррохром 1,0...2,8
Ферромарганец 7,0...12,0
Сода кальцинированная 1,5...8,0
Силикат кальция 2,0...4,8
Железный порошок Остальное
Для механизированной наплавки открытой дугой слоя стали средней и повышенной твердости при восстановлении изделий из низколегированных и углеродистых сталей предлагается, например, порошковая проволока с шихтой состава, мас.%, приведенного в табл.1.
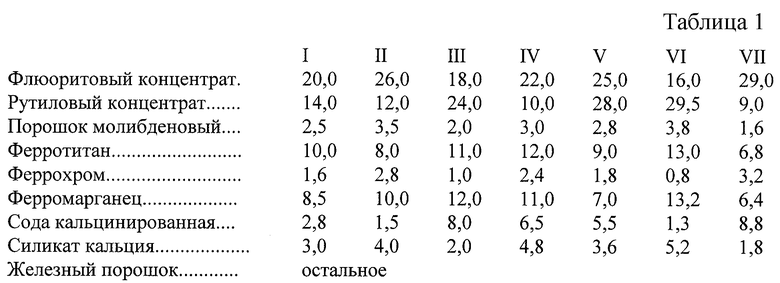
Для изготовления порошковой проволоки ⊘ 1,6...2,4 мм с сердечником из шихты заявляемого состава может быть применена лента из стали 08КП размером 04×10 и 05×12 мм, коэффициент заполнения 22...28%, конструкция однослойная.
Введение в состав шихты флюоритового и рутилового концентратов выше заявляемых пределов приводит к увеличению сепарации шихты и снижению стабильности свойств наплавленного металла, а также к снижению растекаемости наплавленного металла. А введение указанных компонентов ниже заявляемых пределов увеличивает склонность наплавленного металла к образованию пор, на поверхности валиков образуется прилипший шлак.
Силикат кальция в количестве, меньшем заявляемого, снижает стойкость наплавленного металла против образования пор, а выше заявляемого приводит к образованию на поверхности трудноудаляемого прилипшего шлака, а также увеличению разбрызгивания электродного металла.
Содержание в шихте молибдена, феррохрома, ферромарганца и ферротитана ниже заявляемых пределов снижает твердость наплавленного металла, а выше заявляемых к образованию в нем неблагоприятных структур и снижению стойкости против образования холодных трещин.
В табл.2 приведены результаты испытаний опытных порошковых проволок ⊘ 2 мм с шихтой заявляемого состава (составы I-V), а также с шихтой, содержащей компоненты, по содержанию выходящие за пределы граничных значений (составы VI-VII). В этой же табл.2 для сравнения приведены результаты испытания металла, наплавленного известной порошковой проволоки такого же диаметра с оптимальным содержанием компонентов в шихте. Сравнительные испытания производились при механизированной наплавке открытой дугой на литую сталь 25ГС на режиме: Iсв=250...300 А; Uд=25...27 В; vcв=12 м/ч. Производилась однослойная и многослойная наплавки. Твердость по Бринелю определялась на поверхности третьего слоя по диаметру отпечатка шарика ⊘ 10 мм при нагрузке 3000 кг. Наличие пор и качество формирования поверхности валиков оценивалось визуально. Наличие пор выявлялось также при зашлифовке валиков.
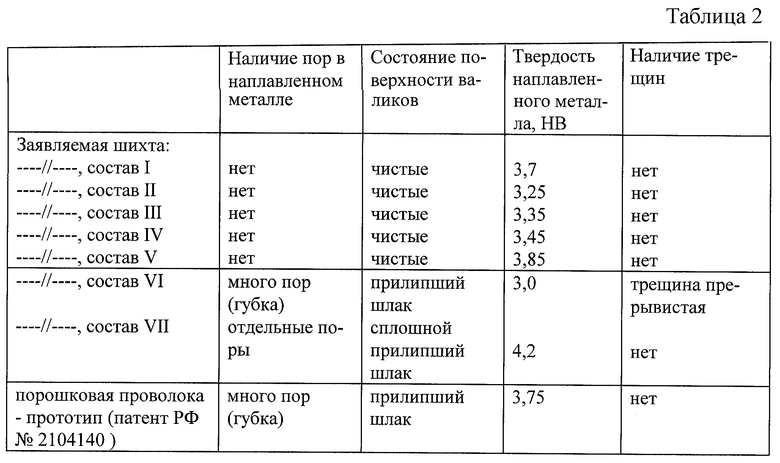
Как видно из табл.2, порошковая проволока с шихтой заявляемого состава обеспечивает требуемые сварочно-технологические характеристики и по сравнению с известной обладает более высокой стойкостью металла шва против образования пор при сварке (наплавке) открытой дугой. При этом она превосходит известную и по формированию валиков. При наплавке порошковой проволокой с заявляемой шихтой шлак легко (самопроизвольно) отделяется с поверхности, валики чистые с гладкой поверхностью.
Порошковая проволока с шихтой заявляемого состава прошла в большом объеме сравнительные испытания в лабораторных условиях и опытную проверку при механизированной наплавке открытой дугой слоя стали средней и повышенной твердости при восстановлении изделий из различных марок низколегированных и углеродистых сталей. Испытания показали, что она обладает стабильно хорошими сварочно-технологическими характеристиками: горение дуги устойчивое в широком диапазоне режимов, разбрызгивание электродного металла весьма незначительное и не превышает 1...1,5%, шлак равномерно покрывает поверхность валиков и легко удаляется, в наплавленном металле отсутствуют поры и трещины.
Испытания также показали, что наплавленный металл имеет требуемую твердость и обладает сравнительно высокой износостойкостью.
Применение порошковой проволоки (шихты) в производстве при восстановлении изделий из низколегированных и углеродистых сталей позволит расширить объем восстановительных работ без снижения качества, снизить затраты на ремонт, улучшить условия труда сварщиков, а также получить за счет этого значительный экономический эффект.
Применение данного изобретения расширяет также область применения порошковой проволоки и снижает затраты при производстве ремонтно-восстановительных работ.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШИХТА ПОРОШКОВОЙ ПРОВОЛОКИ | 2006 |
|
RU2307727C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ НАПЛАВКИ ОТКРЫТОЙ ДУГОЙ | 2002 |
|
RU2228829C1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ НАПЛАВКИ СЛОЯ СТАЛИ | 2009 |
|
RU2394671C1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ НАПЛАВКИ СЛОЯ СТАЛИ СРЕДНЕЙ ТВЕРДОСТИ | 1996 |
|
RU2104140C1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ НАПЛАВКИ СЛОЯ СТАЛИ | 2002 |
|
RU2230644C1 |
| ШИХТА ПОРОШКОВОЙ ПРОВОЛОКИ | 1993 |
|
RU2074078C1 |
| ЭЛЕКТРОД ДЛЯ ДУГОВОЙ СВАРКИ | 1994 |
|
RU2069136C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1997 |
|
RU2110378C1 |
| СПОСОБ ДВУХДУГОВОЙ СВАРКИ СТАЛИ ПОД ФЛЮСОМ | 1991 |
|
RU2023556C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ НАПЛАВКИ ОТКРЫТОЙ ДУГОЙ ДЕТАЛЕЙ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА | 2004 |
|
RU2272701C1 |
Изобретение может быть использовано для наплавки открытой дугой слоя стали средней или повышенной твердости. Шихта содержит, мас.%: флюоритовый концентрат 18,0–26,0, рутиловый концентрат 10,0–28,0, молибденовый порошок 2,0–3,5, ферротитан 8,0–12,0, феррохром 1,0–2,8, ферромарганец 7,0–12,0, кальцинированная сода 1,5–8,0, силикат кальция 2,0–4,8, железный порошок остальное. Наплавленный металл обладает высокой стойкостью против образования пор при наплавке открытой дугой, обеспечивает самопроизвольное отделение шлака. 2 табл.
Шихта порошковой проволоки для наплавки стали средней и повышенной твердости, содержащая флюоритовый концентрат, рутиловый концентрат, ферротитан, молибден, хром, марганец и железный порошок, отличающаяся тем, что она содержит дополнительно силикат кальция, кальцинированную соду, молибден использован в виде молибденового порошка, а хром и марганец – в виде феррохрома и ферромарганца при следующем содержании компонентов, мас.%:
Флюоритовый концентрат 18,0-26,0
Рутиловый концентрат 10,0-28,0
Порошок молибденовый 2,0-3,5
Ферротитан 8,0-12,0
Феррохром 1,0-2,8
Ферромарганец 7,0-12,0
Сода кальцинированная 1,5-8,0
Силикат кальция 2,0-4,8
Железный порошок Остальное
| ШИХТА ПОРОШКОВОЙ ПРОВОЛОКИ | 1993 |
|
RU2074078C1 |
| Порошковая электродная проволока | 1968 |
|
SU252514A1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ НАПЛАВКИ | 0 |
|
SU373112A1 |
| US 4339286, 13.07.1982. | |||

