Изобретение относится к станкостроению и может быть использовано при обработке цилиндрических деталей в механосборочных производствах общего машиностроения на бесцентрово-шлифо- вальных станках проходного шлифования
Цель изобретения - повышение точности подачи заготовки.
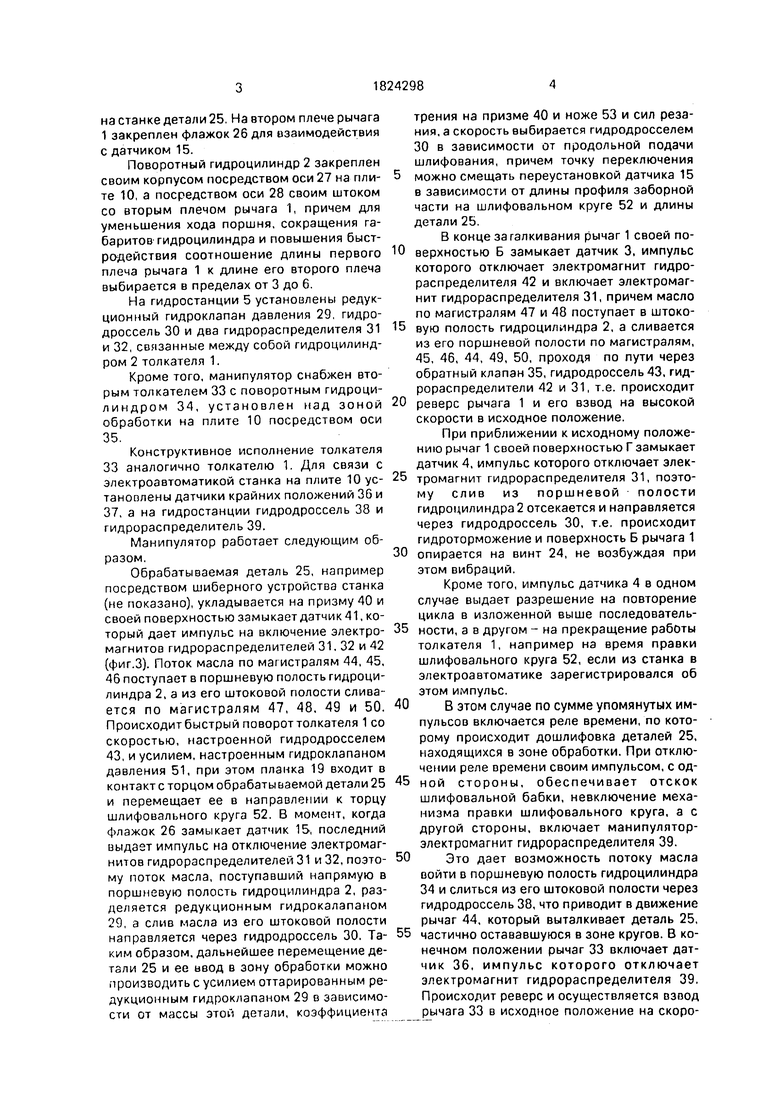
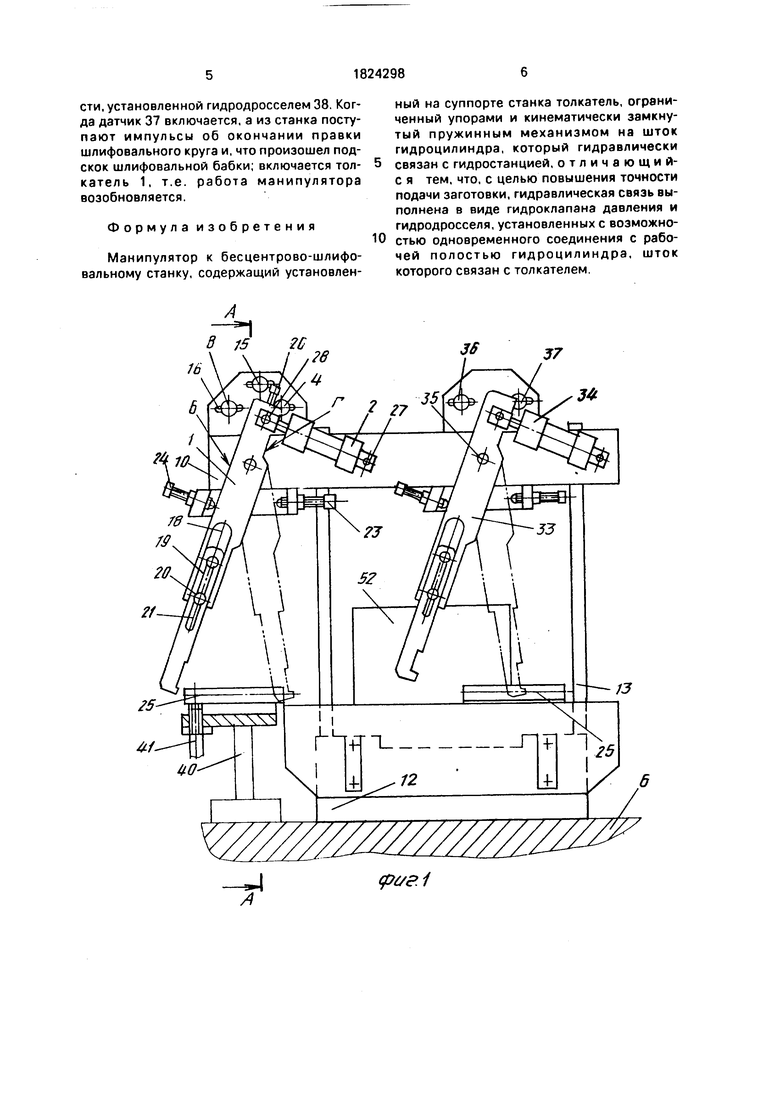
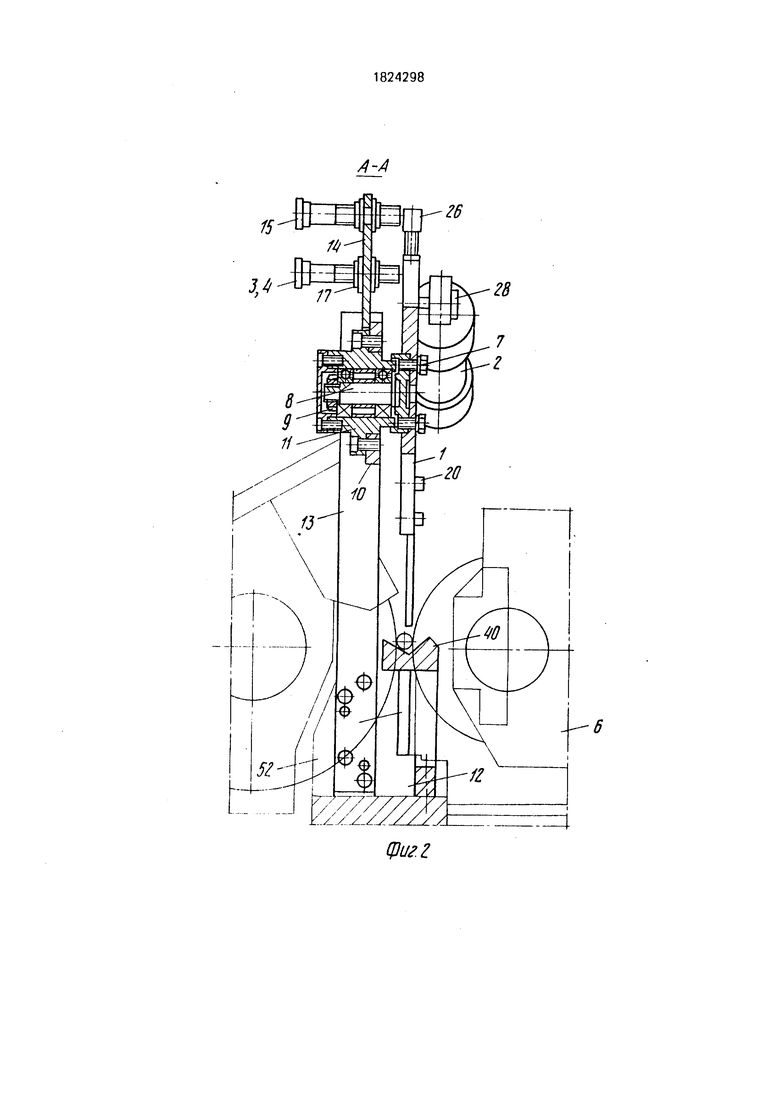
На фиг. 1 приведен общий вид манипулятора; на фиг.2 - разрез А-А на фиг.1, на фиг.З - гидравлическая принципиальная схема
Манипулятор к бесцентрово-шлифо- вальному станку содержит толкатель 1, поворотный гидроцилиндр 2 датчики крайних положений толкателя 3 и 4 (фиг 1, 2), связанные с гидростанцией 5 (фиг 3) и электроавтоматикой стенка 6
Толкатель 1 выполнен в виде двуплечего рычага жестко закрепленного винтами 7 на
оси 8, которая смонтирована в подшипниках качения 9, установленной на плите 10 посредством фланца 11. Плита 10 жестко крепится к суппорту 12 на стойках 13
На плите 10 посредством кронштейна 14 закреплены датчики крайних положений 3, 4 и дополнительный датчик 15 Датчики установлены в пазах 16, выполненных в кронштейне 14, и закреплены гайками 17 для обеспечения их установочного перемещения по двум координатам.
Первое плечо двуплечего рычага 1 выполнено из двух частей, причем в его первой части выполнен направляющий паз 18, в котором смонтирована его вторая часть в виде планки 19 и закреплена винтами 20 посредством паза 21, выполненного в планке 19. На кронштейне 22, закрепленном на плите 10, установлены регулировочные винты 23 и 24 для наладки угла поворота рычага 1 в зависимости от длины обрабатываемой
Ё
00
ю
4 Ю Ю 00
на станке детали 25. На втором плече рычага 1 закреплен флажок 26 для взаимодействия с датчиком 15.
Поворотный гидроцилиндр 2 закреплен своим корпусом посредством оси 27 на плите 10, а посредством оси 28 своим штоком со вторым плечом рычага 1, причем для уменьшения хода поршня, сокращения габаритов гидроцилиндра и повышения быстродействия соотношение длины первого плеча рычага 1 к длине его второго плеча выбирается в пределах от 3 до 6.
На гидростанции 5 установлены редукционный гидроклапан давления 29, гидродроссель 30 и два гидрораспределителя 31 и 32, связанные между собой гидроцилиндром 2 толкателя 1.
Кроме того, манипулятор снабжен вторым толкателем 33 с поворотным гидроци- линдром 34, установлен над зоной обработки на плите 10 посредством оси 35.
Конструктивное исполнение толкателя 33 аналогично толкателю 1. Для связи с электроавтоматикой станка на плите 10 установлены датчики крайних положений 36 и 37, а на гидростанции гидродроссель 38 и гидрораспределитель 39.
Манипулятор работает следующим образом.
Обрабатываемая деталь 25, например посредством шиберного устройства станка (не показано), укладывается на призму 40 и своей поверхностью замыкает датчик 41, который дает импульс на включение электромагнитов гидрораспределителей 31, 32 и 42 (фиг.З). Поток масла по магистралям 44, 45, 46 поступает в поршневую полость гидроцилиндра 2, а из его штоковой полости сливается по магистралям 47, 48, 49 и 50. Происходит быстрый поворот толкателя 1 со скоростью, настроенной гидродросселем 43, и усилием, настроенным гидроклапаном давления 51, при этом планка 19 входит в контакт с торцом обрабатываемой детали 25 и перемещает ее в направлении к торцу шлифовального круга 52. В момент, когда флажок 26 замыкает датчик 15, последний выдает импульс на отключение электромагнитов гидрораспределителей 31 и 32,поэтому поток масла, поступавший напрямую в поршневую полость гидроцилиндра 2, разделяется редукционным гидрокалапаном 29, а слив масла из его штоковой полости направляется через гидродроссель 30. Таким образом, дальнейшее перемещение детали 25 и ее ввод в зону обработки можно производить с усилием оттарировонным редукционным гидроклапаном 29 в зависимости от массы этой детали, коэффициента
трения на призме 40 и ноже 53 и сил резания, а скорость выбирается гидродросселем 30 в зависимости от продольной подачи шлифования, причем точку переключения
можно смещать переустановкой датчика 15 в зависимости от длины профиля заборной части на шлифовальном круге 52 и длины детали 25.
В конце заталкивания рычаг 1 своей поверхностью Б замыкает датчик 3, импульс которого отключает электромагнит гидрораспределителя 42 и включает электромагнит гидрораспределителя 31, причем масло по магистралям 47 и 48 поступает в штоко5 вую полость гидроцилиндра 2, а сливается из его поршневой полости по магистралям, 45, 46, 44, 49, 50, проходя по пути через обратный клапан 35, гидродроссель 43, гидрораспределители 42 и 31, т.е. происходит
0 реверс рычага 1 и его взвод на высокой скорости в исходное положение.
При приближении к исходному положению рычаг 1 своей поверхностью Г замыкает датчик 4, импульс которого отключает элек5 тромагнит гидрораспределителя 31, поэтому слив из поршневой полости гидроцилиндра 2 отсекается и направляется через гидродроссель 30, т.е. происходит гидроторможение и поверхность Б рычага 1
0 опирается на винт 24, не возбуждая при этом вибраций.
Кроме того, импульс датчика 4 в одном случае выдает разрешение на повторение цикла в изложенной выше последователь5 ности, а в другом - на прекращение работы толкателя 1, например на время правки шлифовального круга 52, если из станка в электроавтоматике зарегистрировался об этом импульс.
0 в этом случае по сумме упомянутых импульсов включается реле времени, по которому происходит дошлифовка деталей 25, находящихся в зоне обработки. При отключении реле времени своим импульсом, с од5 ной стороны, обеспечивает отскок шлифовальной бабки, невключение механизма правки шлифовального круга, а с другой стороны, включает манипулятор- электромагнит гидрораспределителя 39.
0 Это дает возможность потоку масла войти в поршневую полость гидроцилиндра 34 и слиться из его штоковой полости через гидродроссель 38, что приводит в движение рычаг 44, который выталкивает деталь 25,
5 частично остававшуюся в зоне кругов. В конечном положении рычаг 33 включает датчик 36, импульс которого отключает электромагнит гидрораспределителя 39. Происходит реверс и осуществляется взоод рычага 33 в исходное положение на скорости, установленной гидродросселем 38. Когда датчик 37 включается, а из станка поступают импульсы об окончании правки шлифовального круга и, что произошел подскок шлифовальной бабки; включается толкатель 1, т.е. работа манипулятора возобновляется.
Формула изобретения
Манипулятор к бесцентрово-шлифо- вальному станку, содержащий установлен
ный на суппорте станка толкатель, ограниченный упорами и кинематически замкнутый пружинным механизмом на шток гидроцилиндра, который гидравлически связан с гидростанцией, отличающий- с я тем, что, с целью повышения точности подачи заготовки, гидравлическая связь выполнена в виде гидроклапана давления и гидродросселя, установленных с возможностью одновременного соединения с рабочей полостью гидроцилиндра, шток которого связан с толкателем.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления углом резания рыхлителя | 2023 |
|
RU2828248C1 |
| Гидропривод стрелы погрузчика | 2021 |
|
RU2769209C1 |
| Система управления догружающего устройства скрепера | 2021 |
|
RU2761274C1 |
| ГИДРОПРИВОД ЗЕМЛЕРОЙНОЙ МАШИНЫ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2019 |
|
RU2719295C1 |
| ЭКСКАВАТОР ДЛЯ ВСКРЫТИЯ ТРУБОПРОВОДОВ | 2019 |
|
RU2729632C1 |
| РАБОЧЕЕ БУЛЬДОЗЕРНОЕ ОБОРУДОВАНИЕ | 2019 |
|
RU2712829C1 |
| Гидропривод стрелового рабочего оборудования землеройной машины | 2022 |
|
RU2806779C2 |
| РАБОЧЕЕ ОБОРУДОВАНИЕ ДОРОЖНОЙ МАШИНЫ | 2019 |
|
RU2729534C1 |
| Система рулевого управления автопоезда | 1987 |
|
SU1474016A1 |
| Гидропривод землеройной машины | 2022 |
|
RU2795877C1 |
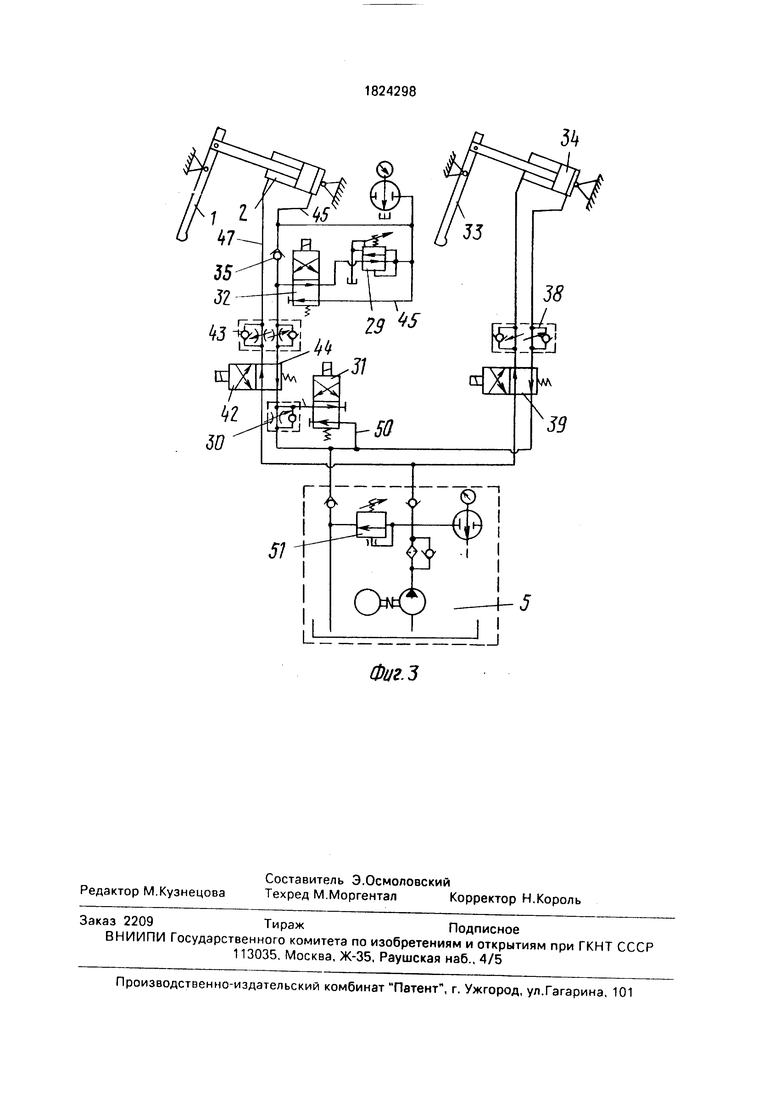
Изобретение относится к станкостроению и может быть использовано при обработке цилиндрических деталей на бесцент- рово-шлифовальных станках проходного шлифования Цель изобретения - повышение точности подачи заготовки Быстрый поворот толкателя настраивается гидродросселем при давлении, настроенном гидроклапаном После замыкания путевого датчика одновременно подключаются гидродроссель и гидроклапан давления, что позволяет одновременно настроить скорость и усилие подачи заготовки в зону обработки Зил.
16
А
37
34
pt/ai
№
92
SI
86ZfrZ8l
J5
Фиг.З
| Автооператор | 1978 |
|
SU835708A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
