Изобретение относится к производству строительных материалов, например плит для обшивки потолков, панелей, для полов. Может использоваться при производстве встроенной мебели, для полок больших пролетов.
Цель изобретения - увеличение прочности плит в заданном направлении.
Цель достигается тем, что при изготовлении плит после формирования среднего слоя ковра осуществляют дополнительную профильную подпрессовку слоев с образованием в них впадин, ориентированных в направлении наибольшей прочности плит.
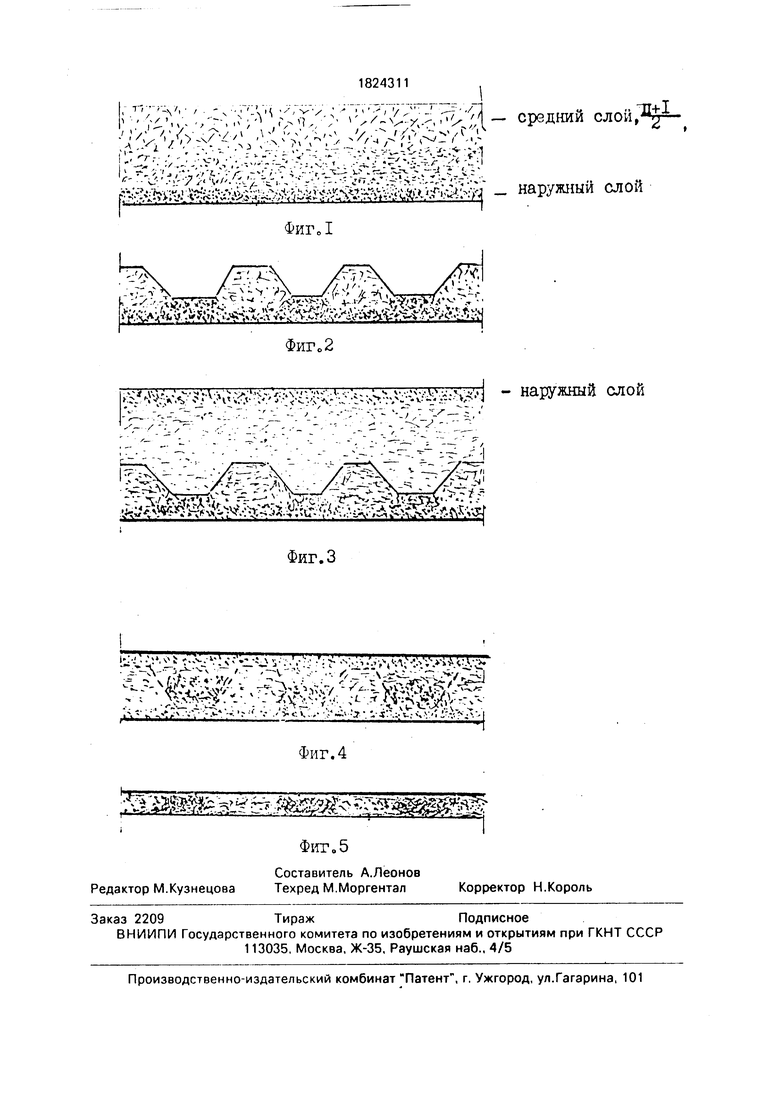
На фиг. 1 представлен разрез формируемого древесноклеевого ковра перед дополнительной подпрессовкой; на фиг.2 - то же, после дополнительной подпрессовки; на фиг.З - разрез ковра после формирования всех его слоев; на фиг.4 - разрез ковра после плоской подпрессовки ковра перед горячим прессованием; на фиг.5 - разрез готовой плиты,
Способ осуществляется следующим образом. Из древесных частиц и синтетического связующего готовят древесноклеевые смеси для наружных, промежуточных и внутреннего слоев. Смеси отличаются раз00
ю
00
мерами древесных частиц. Готовые смеси подают в соответствующие формирующие машины, для каждого слоя. Затем под машины подают металлические поддоны и формируют на них древесноклеевой ковер. После формирования среднего слоя ковер подпрессовывают на верхней плите подпрессовщика имеются волнообразные выступы, благодаря чему в подпрес- совываемых слоях образуются впадины причем плотность участков ковра под впадинами больше, чем плотность образовавшихся выступов. Затем на подпрессо- ванные участки ковра формируются остальные слоя, производят подпрессовку плоским подпрессовщиком и подают под- прессованный таким образом брикет в горя- чий пресс. Отпрессованные плиты обрезают, шлифуют, наносят маркировку направления полос внутри плиты.
В результате дополнительной подпрес- совки части ковра происходит перераспределение сырьевой массы внутри плиты. Образуются полосы повышенной плотности, армирующие плиту в заданном направлении, в результате прочность плит при статизгибе в направлении вдоль полос увеличивается.
Пример 1. Измельченные древесные частицы осмоляют карбамидоформальде- гидным связующими в количестве 9% от массы абсолютно сухой стружки. Для формирования наружных и промежуточных сло- ев используют крупноразмерную ориентированную стружку (длина 40-70 мм, ширина 5-10 мм, толщина 0,3-0,6 мм), при этом частицы в промежуточных слоях ориентируют перпендикулярно частицам в наружных слоях. Средний слой формируют из осмоленной мелкой фракции (фракция 5/1). После сформирования среднего слоя ковер подпрессовывают п литой с волнообразны0
5
0
5
0
5
0
ми выступами. Время подпрессовки 1 мин, давление 2 МПа. Затем формируют остальные слои, производят плоскую подпрессовку всего ковра и прессуют плиту (давление прессования 3 МПа Время прессования 0,3 мин/мм толщины, температура 150°С). Толщина полученных плит 19 мм,
Пример 2. Для формирования среднего и промежуточных слоев используют крупноразмерную стружку, для наружного - мелкую. Технология изготовления плит.ана- логична описанной в примере 1.
Пример 3. Наружные и средний слои формируют их ориентированной крупноразмерной стружки, промежуточной - их мелкой стружки. Технология изготовления плит аналогично описанной в примере 1.
Пример 4. Наружные и промежуточные слои формируют из ориентированной крупноразмерной стружки, средний слой - из мелкой стружки. Изготовление плит производят без дополнительной профильной подпрессовки (прототип).
Характеристики изготовленных плит приведены в таблице.
Формула изобретения Способ изготовления строительных многослойных плит, включающий подготовку древесных частиц, их осмоление, последовательное послойное формирование древесноклеевого ковра, его подпрессовку и горячее прессование, отличающий- с я тем, что, с целью увеличения прочности плит в заданном направлении за счет перераспределения древесно-клеевой массы, после формирования среднего слоя ковра осуществляют дополнительную профильную подпрессовку этих слоев с образованием в нем впадин, ориентированных в заданном направлении наибольшей прочности плит.
v:-: № ж-:-:№7 ЛЗ
,, / / Ј - - - - .-; --7;-«ч / . .;. v Vi - ;--V: - v..-T- -::--:r-7i-:;-- « П
- средний слой
F
СЛОЙ
- средний слой
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства огнезащищенных плит из растительных волокон | 1989 |
|
SU1705077A1 |
| Устройство для изготовления многопустотных древесно-стружечных плит | 1986 |
|
SU1371924A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ С ДВУХСТОРОННЕЙ ОБЛИЦОВКОЙ | 1994 |
|
RU2048289C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1999 |
|
RU2166521C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕЕНОГО СЛОИСТОГО МАТЕРИАЛА ИЗ ИЗМЕЛЬЧЕННОЙ ДРЕВЕСИНЫ | 2010 |
|
RU2446045C2 |
| Способ производства мебельных деталей из стружечной массы и линия для его осуществления | 1991 |
|
SU1831424A3 |
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНЫХ ПЛИТ | 1993 |
|
RU2041814C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 1992 |
|
RU2074090C1 |
| Линия изготовления листовых материалов из растительных волокон | 1986 |
|
SU1366401A1 |
| ПРЕССОВАННЫЙ ДРЕВЕСНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1999 |
|
RU2164870C2 |
Использование: в производстве строительных материалов, например плит для обшивки потолков, панелей, для полов. Сущность изобретения: из древесных частиц и синтетического связующего готовят древесноклеевые композиции, отдельно для наружных, промежуточных и внутреннего слоев. Смеси различаются размерами содержащихся в них древесных частиц. Готовые смеси подают в соответствующие формирующие машины для каждого слоя. Затем под формирующие машины подают металлические поддоны для формирования на них древесноклеевого ковра. После формирования слоев их подпрессовывают. При этом на верхней плите подпрессовщика имеются чередующиеся волнообразные выступы и впадины, благодаря чему в подпрессовываемых слоях ковра образуются также выступы и впадины. На подпрессованные таким образом слои ковра формируют остальные слои, ковер разрезают на брикеты, подпрессовывают в плоском подпрессовщике и подают в горячий пресс. Отпрессованные плиты обрезают, охлаждают, шлифуют, наносят маркировку направления наибольшей прочности. 5 ил. 1 табл. сл с
Фиг „I
Фиг02
Ni . V 4 , . 4 V ;. .- .1- - . . ч - .. Л ч ./1 J
/ .;;X. v.-4 & .-. Hyi v-....4- -v:-j i-- v
/ /-: 7 . .-.. . -i - - ,V - /
-i-гк- ..
«т я -s
O.
Фиг.З
Фиг. 4
- наружный слой
| Шварцман Г.М | |||
| Производство древес- ноструглячных плит | |||
| М.: Лесная пром-сть, 1977, с.40-305 | |||
| Сафонова Н.А | |||
| Древесностружечные плиты с ориентированной стружкой | |||
| Реф | |||
| информация Плиты и фанера, М.: ВНИПИ- ЭИлеспром, 1978, № 11.С.10-11. |
