Изобретение относится к деревообрабатывающей промышленности, в частности к производству волокнистых плит.
Изобретение может быть использовано при производстве погонажных и фасонних изделий, в том числе труд несгораемых.
Цель изобретения - улучшение физико-механических показателей плит и огнестойкости.
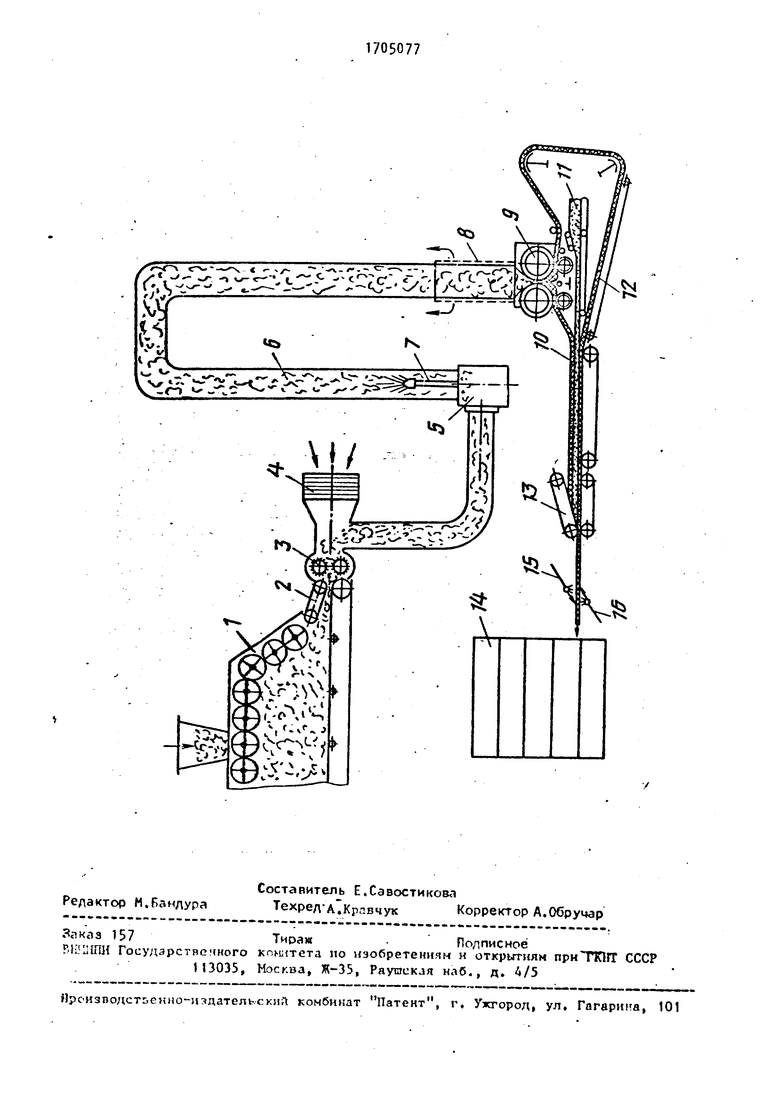
На чертеже изображена линия для выполнения способа.
Способ выполняют на линии, включающей последовательно установленные и технологически связанные бункер 1, подпрессосщик 2, распушающее устройство 3 состоящее.из двух игольчатых валксв, вращающихся с рг-яной скоро-- стью, калорифер k, вентилятор 5 и сушилку 6 в виде пневмопровода с форсункой 7 и формирующими насадками 8,
3.1
приспособление 9 разделения ковра на слои 10, 11, и 12, подпрессовщик 13, пресс 1 форсунки -15 и 16.
Способ выполняют следующим о5ра- зон.
Пример 1. Волокна непрядомы отходов текстильной промышленности (хлопчатника) накапливают в бункере 1, откуда транспортером через под- прессовщик 2 подают на рас пуши п .цее устройство 3, состоящее из двух игол
20
25
30
атых валков, вращаюцихсч с разной коростью. Ковер захватывается игами нижнего медлекнолрацающегося вал- ка, а быстровращасщийся игольчатый валок вычесывает волокна из медлен- новращающягося. При этом пучки и комки разделяются на отдельные волокна в таком состоянии подхватываются вентилятором 5 сушилки 6. Воздух сушилку подают подогретым до 1ВО° С в калорифере 4. В воздушную взвесь волокна впрыскивают (алюмохромфос- атное) огнезащитное связующее, предварительно подогретое л.о 60 С, или другие добавки, например гидрообные, через форсунки 7. Сушилка в конце имеет формуочии насадок 8 с приспособлением 9 разделения ковра на два слоя. Верхний слой 10 волокнистого ковра укладывают равномерно на движущийся средний слой 11 из древесного волокна, станочной стружки и опилок или других отходов деревообработки, обработанных связующим или другими добавками, причем одновременно нижний слой 12 волокнистого ковра транспортируют под средний слой 11.
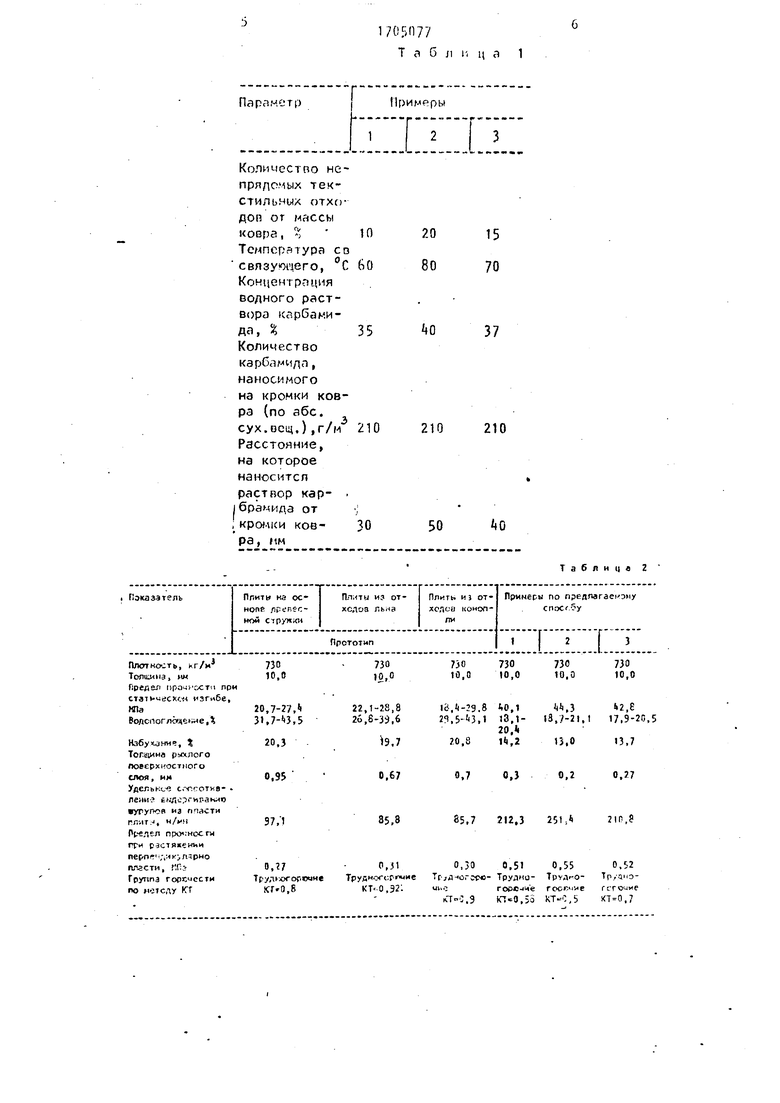
Трехслойный облагороженный ковер транспортером подводят в зону действия подпрессовщика 13, где производят предварительную годпрессовку . ковра, затем обработку пластей около кромок ковра карбамидом слева - левой форсункой 16 и справа - правой форсункой 15 на расстоянии 30 мм от кромок и горячее прессование плит в прессе 1А со специальнь ми ограничительными планками. Концентрация карбамида составляет 35%, а непря- домые текстильные волочна хлопчатника используют для наружных слоев коора в количестве 10% от массы ковра.
Остальные примеры выполняют по примеру 1 с изменением колиместпа используемых д-ля ндрулмых слоев коо35
45
40 г
50
-
0
5
0
ра непрлдомых текстильных волокон хлопчатника, температуры нагрева связующего, зоны нанесения карбидами и его концентрации (см.табл.1).
Результаты физико-механических и огнестойких испытаний изготовленных плит представлены в табл.2.
Изобретение позволяет использовать в производстве, плит различные непрядомые текстильные отходы, которые не используются в связи с трудностями обработки их связующими.
Качество получаемых плит при равной плотности значительно лучше в сравнении с прототипом (см.табл.1 и 2).
Увеличивается производительность линии за счет снижения потерь при раскрое и исключения операции шлифования.
Целесообразность изобретения заключается в том, что его можно использовать на всех текстильных предприятиях, имеющих отходы производства в виде непрядомых хлопчатобумажных волокон. При этом текстильные предприятия могут быть переведены практически на безотходную технологию с использованием отходов деревообработки станочной стружки и опилок.
Формула изобретения
Способ производства огнезащищен- ных плит из растительных волокон, включающий приготовление волокна, алюмохромфосфатного связующего и гидрофобных добавок, смешивание их, сушку смеси, формирование ковра из наружных и среднего слоев, подпрес- совку его и горячее прессование, отличающийся тем, что, с целью улучшения физико-механиче- показателей плит и огнестойкости, наружные слои ковра выполняют из непрядомых текстильных волокон хлопчатника в количестве 10-20% от массы коора, причем перед смешиванием со связующим их распушают, , при смешивании связующее подогревают до 60-80°С, а перед горячим прессованием осуществляют упромне- ние ковра путем нанесения на пласть его по периметру на расстояние 30- 50 мм от кромок раствора карбамида концентрацией .
1705П77
Т a G л и ц а

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления листовых материалов из растительных волокон | 1986 |
|
SU1366401A1 |
| Способ получения волокна из отходов древесно-волокнистых плит | 1985 |
|
SU1253808A1 |
| Связующее для древесных плит | 1982 |
|
SU1104124A1 |
| Способ производства строительных элементов из древесного волокна | 1981 |
|
SU1071452A1 |
| Устройство для формирования многослойного волокнистого ковра | 1983 |
|
SU1133100A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНЫХ ПЛИТ | 1993 |
|
RU2041814C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНЫХ ПЛИТ БЕЗ ДОБАВЛЕНИЯ СВЯЗУЮЩЕГО И ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2005596C1 |
| Способ изготовления древесно-волокнистых плит сухого способа производства | 1984 |
|
SU1243944A1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУДНОГОРЮЧИХ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 2001 |
|
RU2239553C2 |
| Композиция для изготовления теплоизоляционной сухой штукатурки | 1982 |
|
SU1219576A1 |
Изобретение относится к деревообрабатывающей промышленности, в частности к производству волокнистых плит, и может быть использовано при производстве погонажных и фасонных изделий, в том числе трудносгораемых. Цель изобретения - улучшение физико- механических показателей плит и огнестойкости. Для этого наружные слои ковра выполняют из непрядомых текстильных волокон хлопчатника в количестве 10-20% от массы ковра. Из бункера волокна отходов текстильной промышленности через подпрессовщик подают на распушающее устройство, состоящее из двух игольчатых валков, вращающихся с разной скоростью. В распушенное и высуыенное волокно отходов текстильной промышленности впрыскивают алюмохромфосфатное огнезащитное связующее, предварительно подогретое до 60-80 С. Ввводят другие добавки, например гидрофобные.. Полученное волокно разделяют на два слоя. Верхний слой укладывают на движущийся средний слой из древесного волокна и других отходов деревообработки, обработанных связующим и другими добавками. Одновременно нижний слой транспортируют под средний слой. После подпрессовки производят обработку пластей ковра на расстоянии 30- 50 мм от кромок 35 0%-ным раствором карбамида. Горячее прессование плит производят в прессе с ограничительными планками. 1 ил., 2 табл. § ff t./i С v О СЛ с: -si
Параметр
Колиместпо не- прядомых текстильных отходов от массы ковра, % Температура со связующего, °С Концентрация водного раствора карбамида, %
Количество карбамида, наносимого на кромки ковра (по абс. сух.оещ.),г/м Расстояние, на которое наносится раствор кар- . брамида от кромки ковра, мм
37, 1
85,8
П,7 Р,Л
Трул1хх-огс«иеТрудногсГ мие
,8КТ- 0,321
Примеры
2 Т7
10
60
20 15
80 70
35
0
37
210
210
210
30
50
40
Таблице 2
85,8
85,7 212.3 251,
21П.8
0,30 0,510,550,52
Tpjfl-Hirope- Трудно-Трудно-Тр/цнэuiic горс- чегооглгиегсто -1ие
к,,9 kl.0,55КТ-0,.7
гЗ
Г Л - « - A--xv ..«-.- -
« . «,-с
i
: L --ж-- S f fj
.ЬзШШ&У
the---- -
оо
.v
; . А . ..
- ЛСГс -г - хУс- М.
-
и
i
.s
| Ребрин С.П | |||
| и др | |||
| Технология производства древесноволокнистых плит | |||
| Н.: Лесная промышленность, 1971, с.157 | |||
| Авторское свидетельство СССР If , кд | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| ( СПОСОБ ПРОИЗВОДСТВА ОГНЕЗАЦИ- У ЕННЫХ ПЛИТ ИЗ РАСТИТЕЛЬНЫХ ВОЛОКОН | |||
