Изобретение относится к области машиностроение, преимущественно к процессам обработки металлов резанием, и может быть использовано для оптимизации режимов резания и геометрических параметров резцов в производственных условиях.
Цель изобретения - расширение технологических возможностей способа определения коэффициента продольной усадки стружки.
Указанная цель достигается тем, что на обрабатываемой поверхности испытуемого образца отмечают метками участок, измеряют расстояние между метками, являющееся
геометрическим параметром образца, снимают стружку с поверхности, выявляют участок стружки, с метками и измеряют длину указанного участка на стружке, т.е. определяют геометрический параметр стружки.
Коэффициент продольной усадки стружки определяют по формуле
KL-f . DC
где KL - коэффициент продольной усадки стружки;
В - геометрический параметр образца;
00
ю
ON
2
R; геометрический параметр стружки.
В процессе резания расстояние между метками изменится на величину коэффициента продольной сгружки. поэтому способ позволяет непосредственно измерять усад- ку стружки по отношению геометрических параметров образца и стружки
Учитывая вид стружки (сливная, суставчатая, элементная), метку выполняют на участке, меньшим длины отделяющейся элементной или суставчатой стружки, или половины длины витка сливной стружки, что гарантирует непрерывность стружки в зоне поверхности детали, включающей данный участок, т.е. данный способ определения к.у.с. прием- лем для любых пластичных материалов, чем и объясняется расширение технологических возможностей. Метку можно выполнить различными методами: нанесением покрытия окраски, рисок, выполнением паза не- значительной глубины,
Кроме того, поскольку по данному способу осуществляют непосредственное измерение геометрического параметра до и после снятия стружки (в прототипе измере- ние длины стружки осуществляют наложением на нее гибкой нити), повышается точность результатов.
Геометрические параметры могут быть измерены любым оптическим прибором для измерения линейных величин
По сравнению с прототипом, точность измерения повышается благодаря тому, что измеряется непосредственно деформированный участок, а не через гибкий элемент, которым сначала измеряют стружку, а потом измеряют его
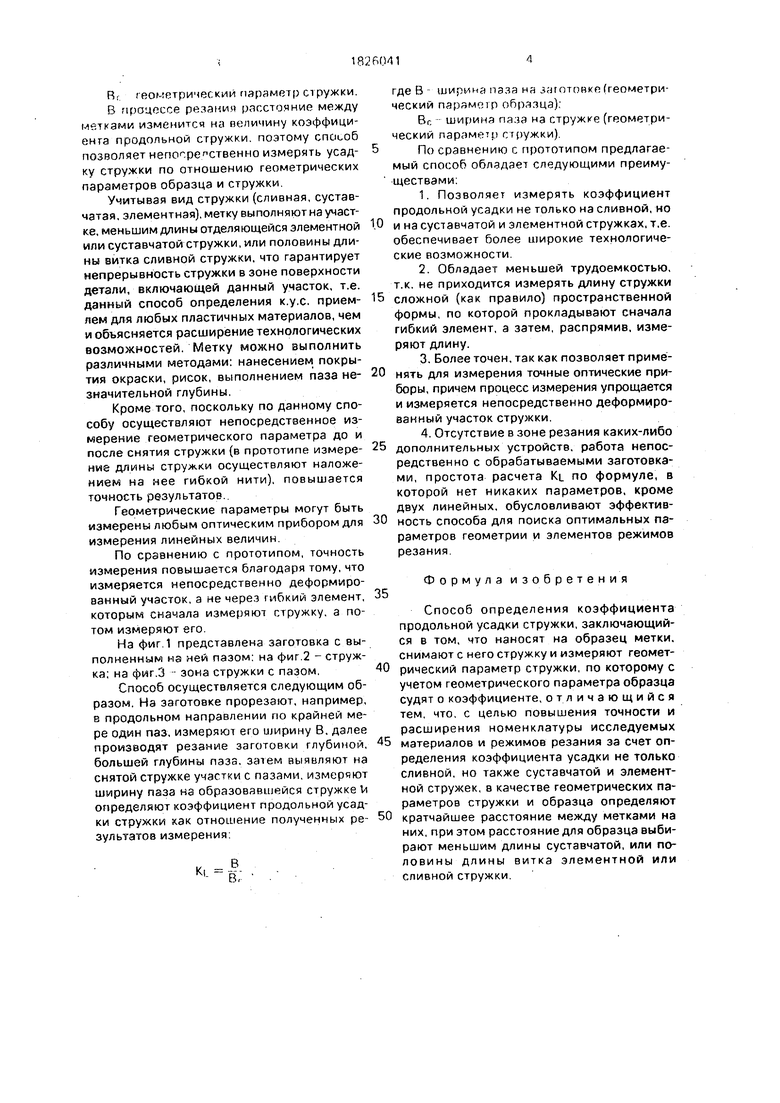
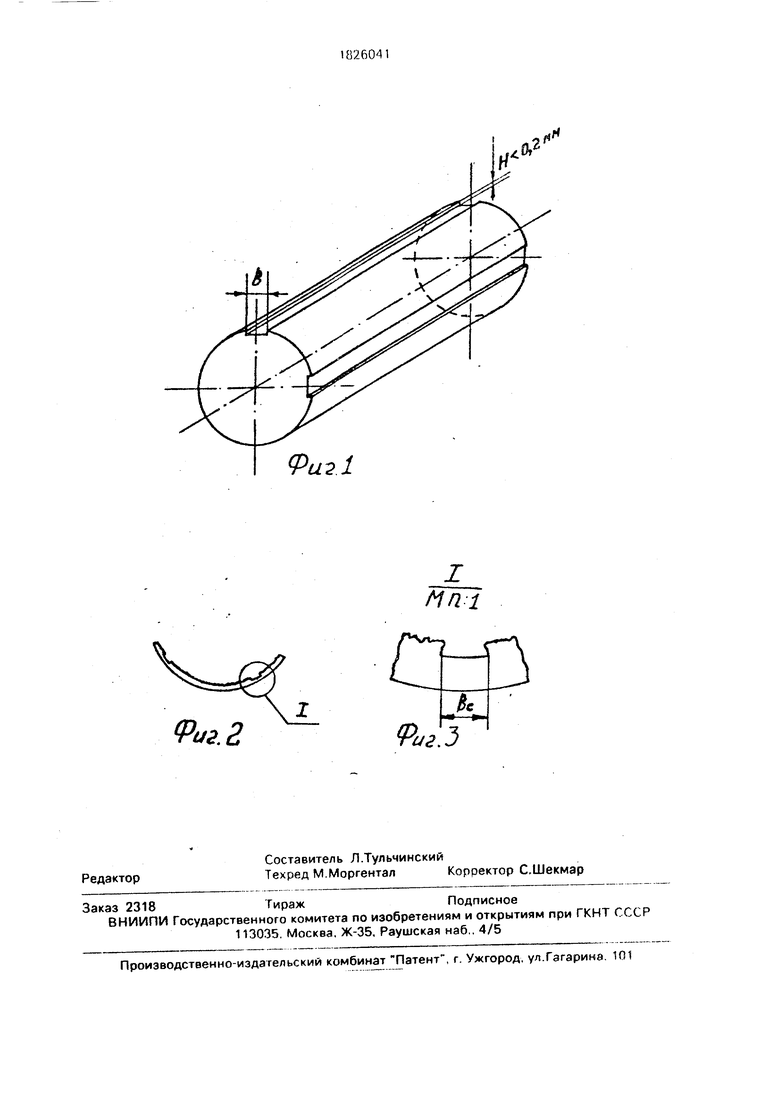
На фиг 1 представлена заготовка с выполненным на ней пазом: на фиг 2 - стружка: на фиг.З - зона стружки с пазом.
Способ осуществляется следующим образом. На заготовке прорезают, например, в продольном направлении по крайней мере один паз, измеряют его ширину В, далее производят резание заготовки глубиной, большей глубины паза, затем выявляют на снятой стружке участки с пазами, измеряют ширину паза на образовавшейся стружке Vi определяют коэффициент продольной усадки стружки как отношение полученных ре- зультатов измерения
v в
К|- в;
где В - ширина паза на заготовке (геометрический параметр образца);
Вс ширина na.ia на стружке (геометрический параметр стружки)
По сравнению с прототипом предлагаемый способ обладает следующими преимуществами.
1.Позволяет измерять коэффициент продольной усадки не только на сливной, но и на суставчатой и элементной стружках, т.е. обеспечивает более широкие технологические возможности
2.Обладает меньшей трудоемкостью, т.к. не приходится измерять длину стружки сложной (как правило) пространственной формы, по которой прокладывают сначала гибкий элемент, а затем, распрямив, измеряют длину.
3.Более точен, так как позволяет применять для измерения точные оптические приборы, причем процесс измерения упрощается и измеряется непосредственно деформированный участок стружки.
4.Отсутствие в зоне резания каких-либо дополнительных устройств, работа непосредственно с обрабатываемыми заготовками, простота расчета KL по формуле, в которой нет никаких параметров, кроме двух линейных, обусловливают эффективность способа для поиска оптимальных параметров геометрии и элементов режимов резания
Формула изобретения
Способ определения коэффициента продольной усадки стружки, заключающийся в том, что наносят на образец метки, снимают с него стружку и измеряют геометрический параметр стружки, по которому с учетом геометрического параметра образца судят о коэффициенте, отличающийся тем, что, с целью повышения точности и расширения номенклатуры исследуемых материалов и режимов резания за счет определения коэффициента усадки не только сливной, но также суставчатой и элементной стружек, в качестве геометрических параметров стружки и образца определяют кратчайшее расстояние между метками на них, при этом расстояние для образца выбирают меньшим длины суставчатой, или половины длины витка элементной или сливной стружки.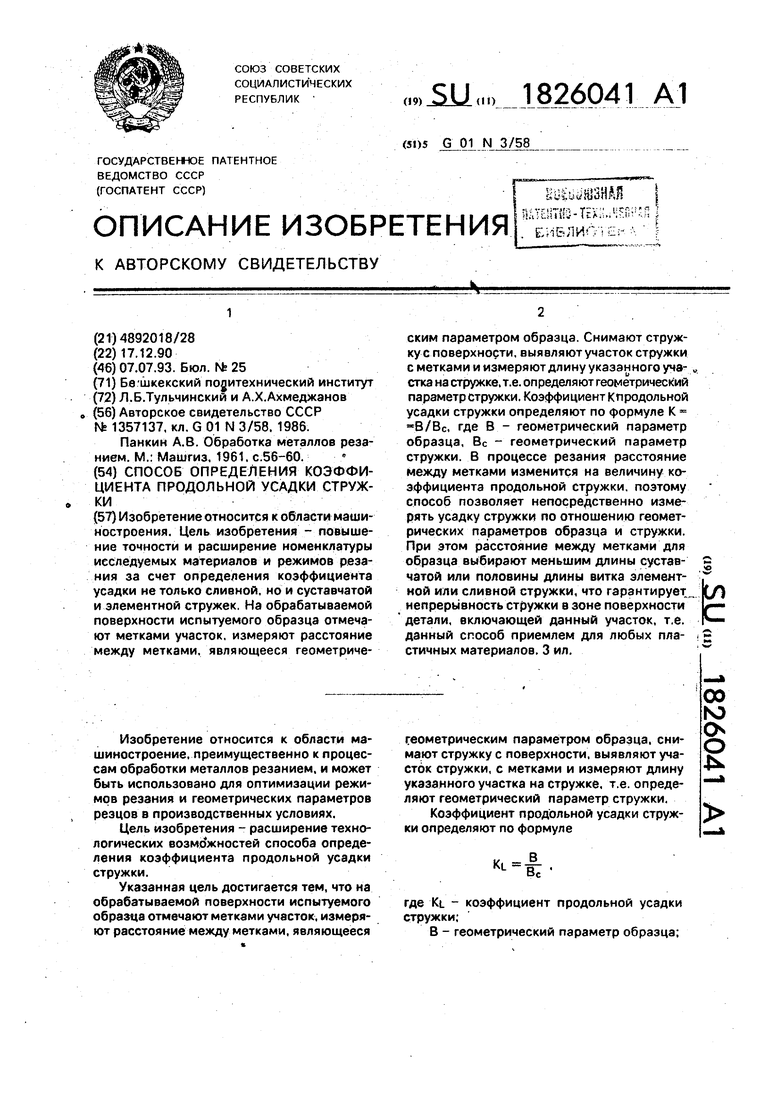
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения корней стружки | 1989 |
|
SU1699720A1 |
| Способ определения скорости резания, обеспечивающей максимальную работоспособность резца при точении труднообрабатываемых сталей и сплавов с помощью сборных резцов со сменными режущими твердосплавными пластинами | 2023 |
|
RU2806933C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2013 |
|
RU2535839C2 |
| Способ определения коэффициента усадки стружки | 1988 |
|
SU1673273A1 |
| Способ измерения усадки стружки | 1979 |
|
SU921677A1 |
| СПОСОБ УПРАВЛЕНИЯ ОБРАБОТКОЙ РЕЗАНИЕМ | 1995 |
|
RU2088379C1 |
| УСТРОЙСТВО И СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА УСАДКИ СТРУЖКИ | 2003 |
|
RU2244608C1 |
| ЧАСТОТНЫЙ СПОСОБ ОПРЕДЕЛЕНИЯ ГРАНИЦ УСТОЙЧИВОГО РЕЗАНИЯ НА ТОКАРНЫХ СТАНКАХ ПРИ НЕЛИНЕЙНОМ ПРОЦЕССЕ СТРУЖКООБРАЗОВАНИЯ | 1998 |
|
RU2152847C2 |
| Способ определения коэффициента усадки стружки | 1986 |
|
SU1357137A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНЫХ РЕЖИМОВ РЕЗАНИЯ | 2012 |
|
RU2514251C2 |
Изобретение относится к области машиностроения. Цель изобретения - повышение точности и расширение номенклатуры исследуемых материалов и режимов резания за счет определения коэффициента усадки не только сливной, но и суставчатой и элементной стружек. На обрабатываемой поверхности испытуемого образца отмечают метками участок, измеряют расстояние между метками, являющееся геометрическим параметром образца. Снимают стружку с поверхности, выявляют участок стружки с метками и измеряют длину указанного участка на стружке, т.е. определяют геометрический параметр стружки. Коэффициент Кпродольной усадки стружки определяют по формуле К В/Вс, где В - геометрический параметр образца, Вс геометрический параметр стружки. В процессе резания расстояние между метками изменится на величину коэффициента продольной стружки, поэтому способ позволяет непосредственно измерять усадку стружки по отношению геометрических параметров образца и стружки. При этом расстояние между метками для образца выбирают меньшим длины суставчатой или половины длины витка элементной или сливной стружки, что гарантирует,, непрерывность стружки в зоне поверхности детали, включающей данный участок, т.е. данный способ приемлем для любых пластичных материалов. 3 ил. у Ё
I
Нп i
O-Q
А
РЪг.З
| Способ определения коэффициента усадки стружки | 1986 |
|
SU1357137A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
| Панкин А.В | |||
| Обработка металлов резанием | |||
| М.: Машгиз, 1961 | |||
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
