1. 1
Изобретение относится к области машиностроения и может быть использовано для определения коэффициента усадки стружки в производственных условиях и применения его как критерия оптимизации процесса резания.
Цель изобретения - расширение функциональных возможностей способа и снижение его трудоемкости путем определения коэффициента усадки элементной стружки непосредственно в процессе резания.
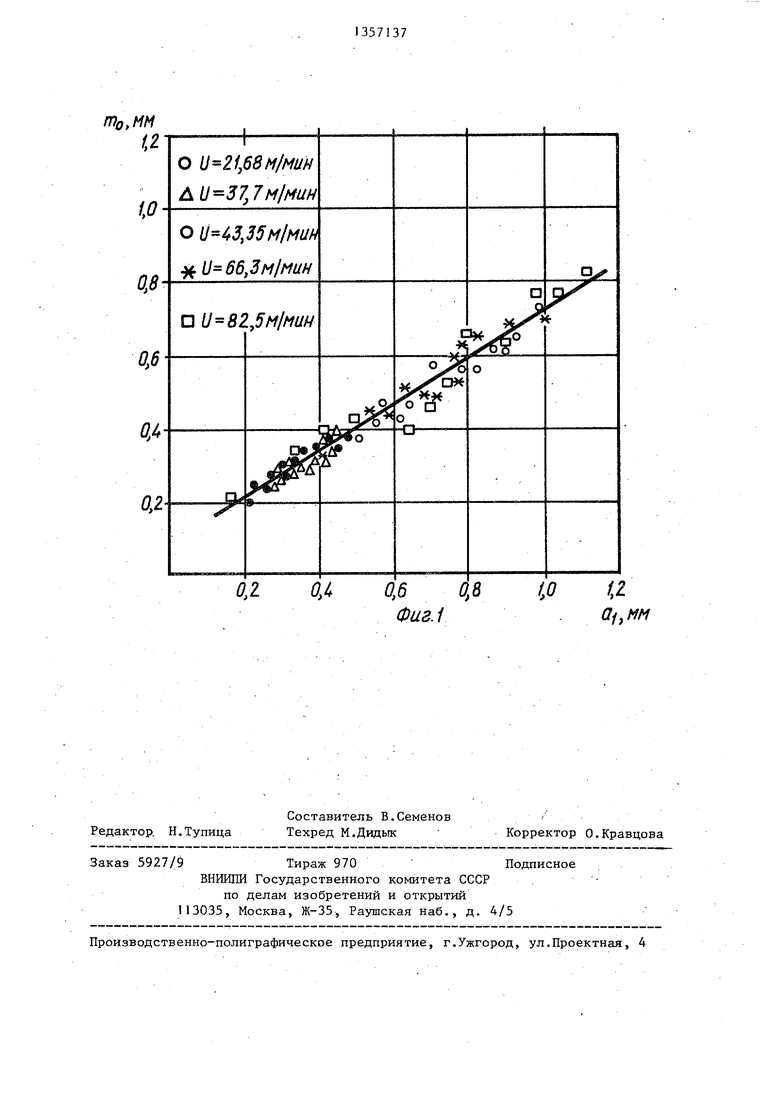
На фиг. представлен график зависимости расстоя ния между вершинами элементов стружки m и толщиной стружки а при обработке стали 12Х18Н10Т на фиг.2 - схема реализации предла гаемого способа.
При обработке различных типов на- териалов резанием происходит пластическая деформация, которая выражается в утолщении струткки пр отношению к высоте срезаемого слоя материала,
Коэффициент уСадки стружки характеризует степень пластической деформации, происшедшей при этом,Если данный коэффициент равен единице, это означает, что в данном случае на процесс деформации растрачивается минимум энергии. Поэтому процесс выгоден с энергетической точки зрения., и коэффициент усадки стружки может быть принят-в качестве критерия управления процессом резания.
Линейная зависимость расстояния между вершинами элементов стружки m и толщиной стружки а,, которая сохраняется для многих типов материа лов 5 образующих при резании элементную стружку, обоснована теМд что длина пластического контакта стружки по передней поверхности инструмента равна толщине стружки (наибо- лее выгодное энергетическое расположение объема деформируемого материала) .
Зависимость m-f (а,) для обработ
ки стали 12Х18Н10Т в широком диапазоне релсимов обработки представлена на фиг.1: t ...3 мм; S 0,21... 0,87 мм/об; V 18,8 ...127,4 м/тн. Уравнение, описывающее эту кривую, имеет следуюир й вид; m 0,7 а,. Вид уравнения сохраняется для марок материалов ИОПЗЛ, 25Х2НМФА, сталь 45, т.е. для широкого диапазона классов сталей. ,
g
5
Q
g
5
372
Способ осуществляют следующим образом.
Непосредственно в процессе механической обработки замеряют скорость резания, частоту образования элементов стружки и толщину стружки, определяют коэффициент усадки стружки по формуле ..
где V - скорость резания;
f - частота образования элементов стружки; а.,- толщина стружки.
Применение системы адаптивного . управления позволяет использовать данный коэффициент в качестве крите-. рия управления процессом механической обработки.
Схема реализации предлагаемого способа (фиг.2) состоит из резца 1, индукционного датчика 2 для измерения толщины стружки,.вибродатчика 3 для измерения вибрации в системе стружка - инструмент -(частоты образования Элементов стружки), заготовки 4, системы 5 регистрации и расчета коэффициента усадки стружки. Резец отделен от резцедержателя станка виброгасящим материалом (например, сплавом CuMn), вследствие чего вибродатчик 3 фиксирует лишь частоту образования элементов стружки.
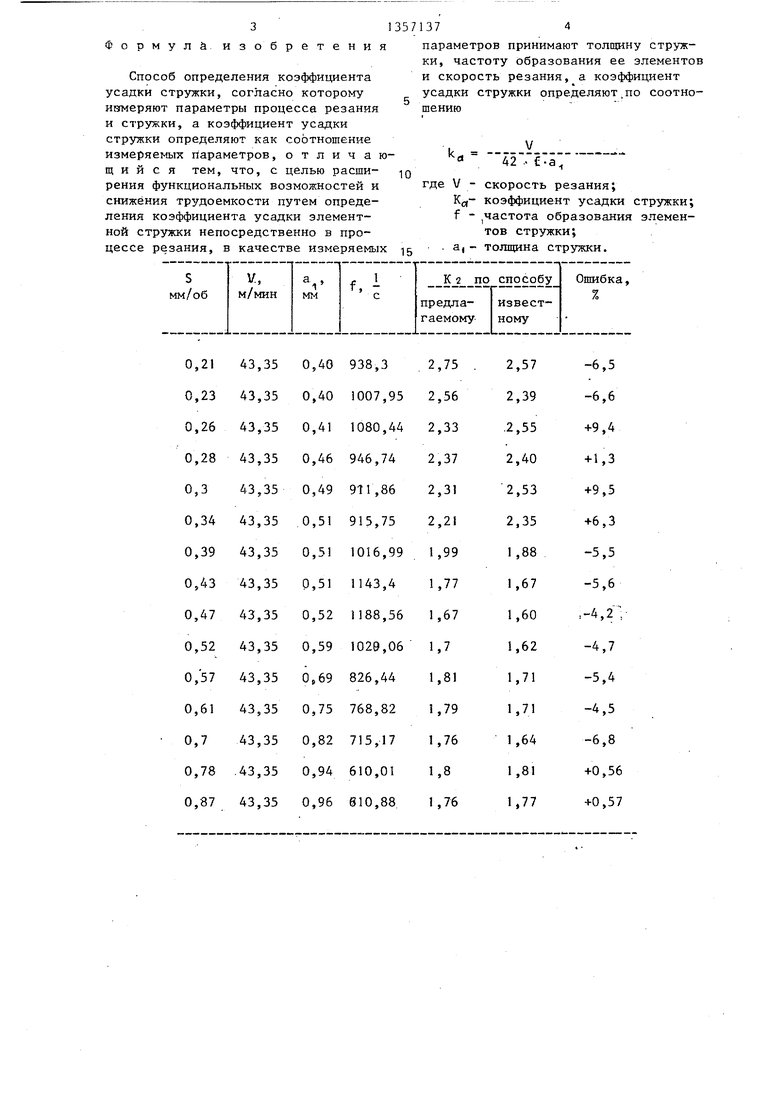
Пример. Заготовку из материала 12Х 18Н10Т диаметром 69 мм обраба- -тывают на станке IK62 резцом ВК8 с глубиной резания t ) мм, частотой вращения шпинделя п 200 об/мин (V 43,35 м/мин) в диапазоне подач S 0,21 ... 0,87 мм/об. В процессе обработки измеряют частоту образования элементов стружки f и толщину стружки а,.
Результаты измерений, расчеты коэффициентов усадки стружки по предлагаемому, и известному способам приведены в таблице.
Способ -прост, не требует затрат времени на определение коэффициента усадки стружки (,2 - 3 с) и позволяет использовать коэффициент усадки стружки в качестве критерия управления процессом резания. Затраты на оборудование в этом случае во много раз перекрываются эффективностью процесса резания по энергозатратам на проведение пластической деформации .
Формула изобретения
Способ определения коэффициента усадки стружки, согласно которому ИЕгмеряют параметры процесса резания и стружки, а коэффициент усадки стружки определяют как соотношение
3571374
параметров принимают толщину стружки, частоту образования ее элементов и скорость резания, а коэффициент усадки стружки определяют.по соотношению
V
-Н
О U 2ij68M/MUH
AU 37j7M/HUH
0.8
О ,35м1мии ,3fi/MiiH
П ,5м1мии
°
Фиг. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения коэффициента усадки стружки | 1988 |
|
SU1673273A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОБРАБАТЫВАЕМОСТИ МАТЕРИАЛОВ РЕЗАНИЕМ | 2000 |
|
RU2188746C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНЫХ РЕЖИМОВ РЕЗАНИЯ | 2012 |
|
RU2514251C2 |
| СПОСОБ УПРАВЛЕНИЯ ОБРАБОТКОЙ РЕЗАНИЕМ | 1995 |
|
RU2088379C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СТЕПЕНИ СЖАТИЯ СРЕЗАЕМОГО СЛОЯ ПРИ ФОРМИРОВАНИИ ЭЛЕМЕНТА СТРУЖКИ | 2011 |
|
RU2460986C1 |
| Способ измерения усадки стружки | 1979 |
|
SU921677A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ | 1995 |
|
RU2090337C1 |
| Способ определения коэффициента усадки стружки | 1985 |
|
SU1295300A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| Способ получения корней стружки | 1989 |
|
SU1699720A1 |
Изобретение относится к области машиностроения и может быть использовано для определения коэффициента усадки стружки в производственных условиях и использования его как критерия оптимизации процесса резания. Цель изобретения - расширение функциональных возможностей способа и снижение его трудоемкости путем определения коэффициента усадки элементной стружки непосредственно в процессе резания. Деталь 4 обрабатывают резцом 1. С помощью индукционного датчика 2 измеряют толщину стружки а . С помощью вибродатчика 3 измеряют частоту образования эле- MeHtoB стружки f. Скорость резания V задают или измеряют непосредственно в процессе резания. Коэффициент стружки К ц определяют по соотношению Кд V : 42 : f - а 1 табл., 2 ил. 00 СП оо /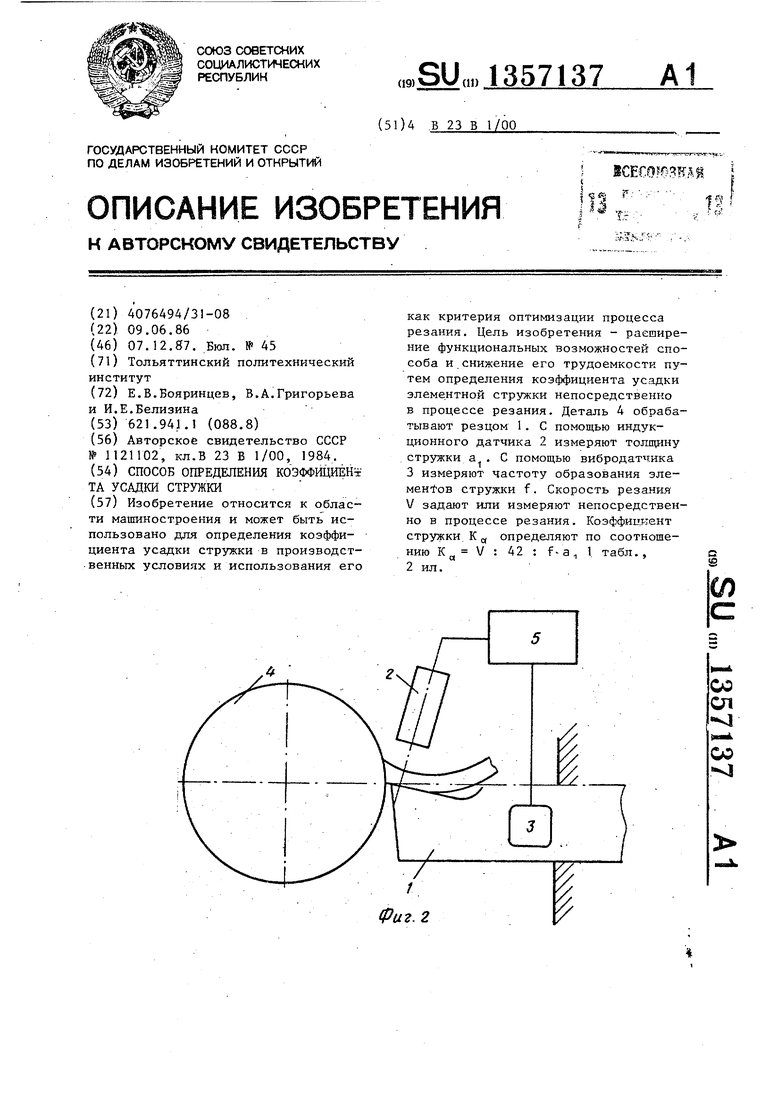
Редактор. Н. Тупица
Составитель В.Семенов Техред М.Дидык
Заказ 5927/9Тираж 970 Подписное
ВНШШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Корректор О.Кравцова
| Способ определения коэффициента усадки стружки | 1983 |
|
SU1121102A1 |
