Изобретение относится к электродной и металлургической промышленности, преимущественно к изготовлению углеграфито- вых изделий. Более конкретно касается технологии изготовления подштыревых пробок путем прессования анодной (электродной) массы, которые используют при эксплуатации алюминиевого электролизера для формирования вторичного анода после извлечения штырей, а также можно использовать, например, при изготовлении зеленых электродов перед их обжигом.
Цель изобретения - повышение качества изделий, улучшение условий труда и упрощение аппаратурного оформления.
Сохранение конфигурации изделия (пробок) и предотвращение их прилипания к матрице достигается смазкой внутренней поверхности матрицы смесью углеводородов (например, солидола), меловой добавки и воды.
Поскольку на поверхности брикетов частицы анодной (электродной) массы в матрице доводятся теплоносителем до или выше температуры размягчения пека, то частицы уплотняемой порции массы легко входят друг в друга, связываясь за счет действия сил поверхностного натяжения, капиллярных сил сцепления, сил сцепления адсорбированных на коксе пленок пека, частично сил молекулярного притяжения и их принудительного сближения пресс-формой разъемной матрицы. Поверхность контакта между частицами увеличивается, а внутри брикетов не нарушается, в результате чего после коксования (обжига) анодной (электродной) массы получают анод с прочной связью между вторичным и основным коксовым массивом анода с высокой плотностью и электропроводностью.
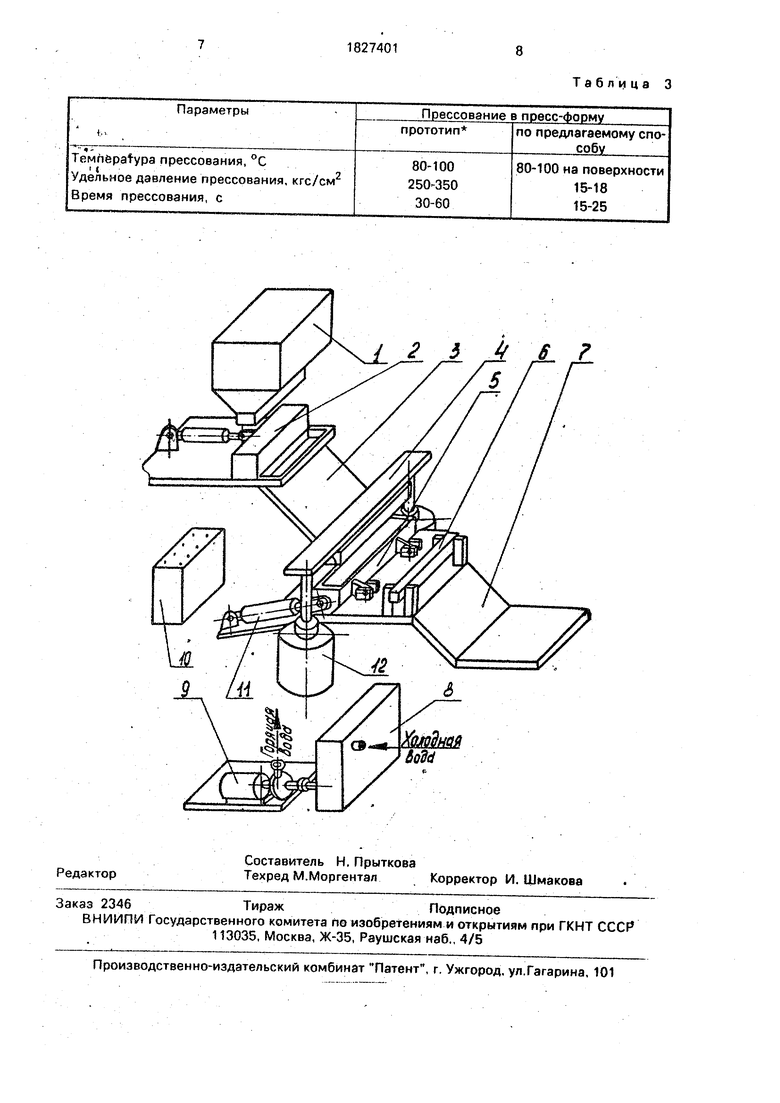
Для реализации указанного способа изготовлено и сдано в эксплуатацию устройство массобрикетирЬвания, схема которого представлена на чертеже.
Устройства массобрикетирования анодной (электродной) массы содержит бункер 1 для брикетов анодной (электродной) массы, дозатор - питатель 2 с пневматическим приводом, лоток 3 для подачи массы в матрицу, верхнюю пресс-форму 4 разъемной матри(Л
С
00
ю XJ
&
цы, нижнюю пресс-форму 5 разъемной матрицы, упор 6, лоток 7 для подачи готовой пробки на приемный стол, бак 8 с нагревательными элементами для подогрева воды, насос 9 для подачи воды в нижнюю пресс- форму матрицы, пульт 10 управления; привод 11 для поворота пресс-формы 5; пневмоцилиидры 12 пресса жестко связаны с пресс-формой А.
Устройство массобрикетироаания состоит из сварной рамы, на которой размещена разъемная матрица. Матрица - основная часть устройства, применяемого при прессовании углеграфитовых изделий, например, пробок из анодной массы. Матрица состоит из двух пресс-форм 4 и 5. Пресс-формы 4 и 5 это две с углублениями формы, которые в совокупности изображают конфигурацию углеграфитового изделия (пробки). Схема работы устройства массоб- рикетирования следующая. В бункер 1 загружают брикеты анодной (электродной) массы, из него брикеты самотеком поступают а дозатор-питатель 2. По команде программного устройства, смонтированного на пульте управления 10, пневмоприводом анодная масса сталкивается на лоток 3 и самотеком равномерно заполняет пресс- форму 5. В этот период включается насос Э и из бака 8 подачей горячей воды (температура 80-100°С) орошают анодную массу в пресс-форме 5, с выдержкой в течение 15-25 с. После этого включается пневмопривод пресса, пневмоцилиндры 12 и пресс-форма 4 опускаются и прессуют углеграфитовое изделие (пробку) необходимой формы с заранее заданными размерами. В баке 8 потери воды автоматически пополняются из общей системы водопровода. Затем траверса с пресс-формой 4 поднимается, а пресс-форма 5 с помощью привода 11 поворачивается, ударяется об упор б, пробка выпадает из пресс-форм ы 5, по лотку 7 направляется на приемный стол, затем складируется и транспортируется к месту использований.
Основное отличие предложенного способа в том, что перед изготовлением изделия анодную (электродную) массу брикетируют с размерами брикетов во всех измерениях не более 25-30 мм, затем нагрев ведут в течение 15-25 с путем подачи теплоносителя на поверхность брикетов с расчетом, чтобы переход брикета в пластическое состояние было не на всю глубину, Такая технологий изготовления и ее продолжительность позволяют повысить температуру пека на достаточной глубине брикетов на 10-20°С выше температуры размягчения, обеспечить необходимую пластичность
массы на достаточной глубине брикетов в пресс-форме перед началом прессования падения. Принятые тепловые параметры и технология изготовления позволяют при охлаждении остаточные напряжения и усадочные явления довести до нуля, снизить расход энергоресурсов, увеличить производительность, ускорить остывание изделия и ему приобрести достаточную механическую
прочность, необходимую для складирования, транспортировки и обжига.
Дополнительные отличия можно усмотреть в том, что в качестве теплоносителя используют воду с температурой 80-100°С,
ив том, что для сохранения заданной формы углеграфитового изделия (пробки) и его свободного извлечения матрица смазывается смесью следующего состава, мае, %: солидол 9,2; мел 45,4; вода 45,4.
При производстве пробок установлено, что значительно удобнее запасти подшты- ревую анодную массу в виде брикетов размерами не более (во всех направлениях) 25-30 мм. Хранение массы осуществлять
под крышей, а ее погрузку и транспортировку - навалом в грузовых авт омашинах. Изготовление пробок удобнее организовывать непосредственно у корпуса электролизера с тем, чтобы до минимума сократить перемещение готовых пробок от места изготовления до электролизера. Это мероприятие значительно сокращает бой пробок, т, е. потери массы,
Годовая опытная эксплуатация устройства показала, что внутри пробок нет полостей, заполненных водой. Поэтому за этот период не было ни одного взрыва при загрузке и расплавлении пробок в подштыре- вом отверстии.
Устройство массобрикетирования работает в автоматическом режиме и его производительность даже при двухсменной работе обеспечивает потребность 180 электролизеров серии электролиза.
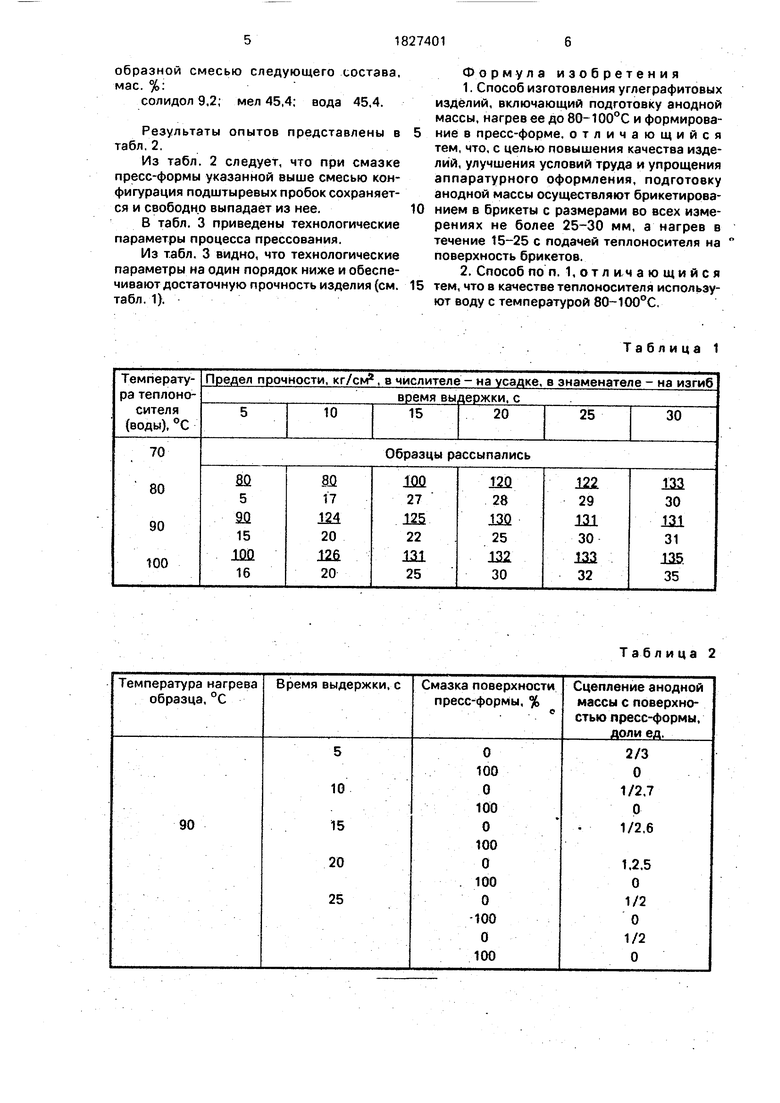
Пример 1. В табл. 1 приведены механические характеристики пробок, изготовленных на промышленной установке.
Данные табл, 1 показывают, что выдер- жка при орошении достаточна втечение 15- 25 с, так как более 25 с механические свойства пробки практически не улучшаются, а менее 15с снижаются. Из этих данных также следует, что при использовании пека с температурой размягчения 72-76°С достаточен нагрев воды до 8Q-100°C.
Пример 2. Для сохранения заданной
формы подштыревых пробок м их свободного
извлечения из пресс-формы перед загрузкой
анодной массы, матрица смазывается пастообразной смесью следующего состава, мае. %:
солидол 9,2; мел 45,4; вода 45,4.
Результаты опытов представлены в табл. 2.
Из табл. 2 следует, что при смазке пресс-формы указанной выше смесью конфигурация подштыревых пробок сохраняется и свободно выпадает из нее.
В табл. 3 приведены технологические параметры процесса прессования.
Из табл. 3 видно, что технологические параметры на один порядок ниже и обеспечивают достаточную прочность изделия (см. табл. 1).
0
Формула изобретения
1.Способ изготовления углеграфитовых изделий, включающий подготовку анодной массы, нагрев ее до 80-100°С и формирование в пресс-форме, отличающийся тем, что, с целью повышения качества изделий, улучшения условий труда и упрощения аппаратурного оформления, подготовку анодной массы осуществляют брикетированием в брикеты с размерами во всех измерениях не более 25-30 мм, а нагрев в течение 15-25 с подачей теплоносителя на поверхность брикетов.
2.Способ по п. 1, о т л и ч а ю щ и и с я тем, что в качестве теплоносителя используют воду с температурой 80-100°С.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения подштыревых пробок в форме усеченного конуса для самообжигающихся анодов алюминиевых электролизеров с верхним токоподводом | 1990 |
|
SU1733504A1 |
| Углеродсодержащая пробка для формирования вторичного анода алюминиевого электролизера | 1991 |
|
SU1794109A3 |
| СПОСОБ СУШКИ БРИКЕТИРОВАННЫХ МАТЕРИАЛОВ | 2003 |
|
RU2229663C1 |
| Способ формирования самообжигающегося анода алюминиевого электролизера с верхним токоподводом | 1990 |
|
SU1768663A1 |
| СПОСОБ ФОРМИРОВАНИЯ ВТОРИЧНОГО АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С САМООБЖИГАЮЩИМСЯ АНОДОМ И ВЕРХНИМ ТОКОПОДВОДОМ (ВАРИАНТЫ) | 2005 |
|
RU2286403C1 |
| Способ формирования самообжигающегося анода алюминиевого электролизера | 1987 |
|
SU1608251A1 |
| СПОСОБ ПОЛУЧЕНИЯ МАТЕРИАЛА НА ОСНОВЕ ОКИСЛЕННОГО ГРАФИТА ДЛЯ ЭЛЕКТРОЛИЗЕРОВ ПРОИЗВОДСТВА АЛЮМИНИЯ И МАТЕРИАЛ | 2006 |
|
RU2336227C2 |
| СПОСОБ ФОРМИРОВАНИЯ ВТОРИЧНОГО АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С САМООБЖИГАЮЩИМСЯ АНОДОМ И ВЕРХНИМ ТОКОПОДВОДОМ | 2013 |
|
RU2536321C1 |
| СПОСОБ ФОРМИРОВАНИЯ САМООБЖИГАЮЩЕГОСЯ АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2005 |
|
RU2308548C2 |
| СПОСОБ ФОРМИРОВАНИЯ ВТОРИЧНОГО АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С САМООБЖИГАЮЩИМСЯ АНОДОМ | 2019 |
|
RU2698121C1 |
Использование: изготовление углегра- фитовых изделий, преимущественно под- штыревых пробок анода алюминиевого электролизера. Сущность: анодную массу брикетируют в брикеты с размерами во всех измерениях не более 25-30 мм, нагревают их до 80-100°С путем подачи на их поверхность теплоносителя, преимущественно воды, а затем осуществляют формование изделия в пресс-форме. 1 з. п, ф-лы, 1 ил., 3 табл.
Таблица 1
Таблица 2
Таблице 3
| Колодин Э.А, и др | |||
| Производство обожженных анодов алюминиевых электролизеров | |||
| М.: Металлургия, 1980, с | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
