Изобретение относится к способам вакуумной металлизации поверхности диэлектриков, в частности подложек из гибкой диэлектрической пленки.
Целью предлагаемого способа является получение ровной и гибкой металлизированной подложки с увеличенной толщиной наносимого слоя металла путем повышения пластичности и прочности его соединения с подложкой.
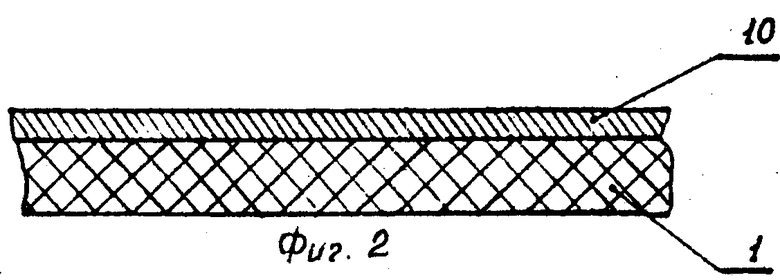
На фиг.1 изображено размещение подложки из полиимидной пленки на цилиндрической поверхности внутри вакуумной установки; на фиг.2 разрез металлизированной с одной стороны подложки из полиимидной пленки; на фиг.3 разрез металлизированной с двух сторон подложки из полиимидной пленки.
Способ металлизации подложки из полиимидной пленки заключается в том, что из полиимидной пленки вырезают подложку в виде ленты. Затем проводят химическую обработку подложки, например, в растворе, состоящем из 1000 мл H2SO4 75 г K2Gr2O7 и 100 мл Н2О при температуре 60-70оС в течение 40 с последующей тщательной промывкой в воде. Химическая обработка создает развитый микрорельеф поверхности подложки и образует свободные радикалы за счет деструкции молекул в поверхностном слое, что необходимо для увеличения прочности соединения слоя металлизации с полиимидной пленкой. После чего проводят термическую обработку подложки при температуре 200оС в течение 2 ч с целью удаления влаги из подложки, наличие которой приводит к снижению прочности адгезионного соединения слоя металла с подложкой.
Обработанную подложку 1 размещают на внешней стороне металлического барабана 2, смонтированного на вращающейся карусели 3 вакуумной напылительной установки 4. При этом с помощью пружин 5, прикрепленных к одному из зажимов 6 подложки 1, обеспечивается равномерное натяжение подложки 1 на поверхности металлического барабана 2 в продольном направлении с усилием в пределах 0,005-0,01 кгс на миллиметр ширины подложки.
После чего в вакуумной напылительной установке 4 обеспечивают вакуум не хуже 6,6˙10-4 Па. (5˙10-6 мм рт.ст.), включают вращение карусели 3 и производят нагрев подложки 1 нагревателем 7 до температуры 260-270оС в течение времени, необходимого для удаления остатков влаги из подложки 1. Время прогрева подложки в течение 20-30 мин можно считать достаточным, т.к. подложки после химической обработки проходят сушку в течение 2 часов, после чего они сразу размещаются в напылительной вакуумной установке. Опыт показывает, что за такое время вакуум в камере сначала падает (за счет выделения влаги из пленки), а затем существенно улучшается. Это подтверждает тот факт, что за 20-30 мин полиимидная пленка полностью обезвоживается, т.к. теряет свободную воду.
Нагрев подложки 1 производят со стороны металлического барабана 2, чем обеспечивается более равномерное распределение температуры по подложке 1.
Затем не прекращая нагрева, осуществляют процесс металлизации поверхности подложки 1 с помощью магнетронного источника 8, расположенного с внешней стороны барабана 2.
Процесс металлизации с помощью магнетронного источника 8 проводится в атмосфере рабочего газа, в связи с чем в вакуумную напылительную установку 4 производят напуск рабочего газа аргоно-водородной смеси при давлении 0,8-1 Па ((6-7,5)˙10-3 мм рт.ст.) для процесса напыления меди и давления 0,5-0,7 Па ((3,8--5,2) ˙10-3 мм рт.ст.) для процесса напыления алюминия при этом удельную мощность разряда магнетронного источника 8 устанавливают в пределах 10-13 Вт/см2. Такой режим работы магнетронного источника 8 на первом этапе металлизации обеспечивает формирование плотноупакованной кристаллической структуры металла.
Указанные режимы являются предельными для работы магнетронного источника 8 (минимальное давление аргоно-водородной смеси и максимальная удельная мощность).
Процесс металлизации в таком режиме необходим для создания адгезионно-прочного соединения слоя металла с подложкой 1. Это обусловлено тем, что с понижением давления и с повышением мощности разряда магнетронного источника 8 возрастает энергия конденсирующихся частиц и создается слой атомов металла, имплантированный в поверхностные слои подложки 1.
Возрастание энергии конденсирующихся атомов объясняется тем, что с уменьшением рабочего давления вероятность столкновения распыленных атомов металла с атомами остаточного газа падает, т.е. распыленные атомы имеют на подложке практически ту же энергию, что и в точке их образования на поверхности мишени. Кроме того, при увеличении мощности разряда растет и общее число атомов, распыленных с большой кинетической энергией. Здесь следует отметить, что при рассмотрении вопроса потерь энергии распыленных атомов при их транспортировке от мишени к подложке определенную роль играет расстояние мишень-подложка. Но поскольку в подавляющем большинстве случаев из-за конструкции технологического оборудования оно составляет около 50 мм, то в данном случае в параметр процесса входит только рабочее давление газа.
Опыт показывает, что проводить весь процесс металлизации при низком рабочем давлении нецелесообразно, т.к. из-за наличия высокоэнергетических атомов возникают большие внутренние механические напряжения, которые приводят к нежелательным деформациям металлизируемой подложки 1. Поэтому в этом режиме слой металла напыляют до толщины 30-50  , поскольку в этом случае он еще не обладает сплошностью и поэтому не вносит заметного вклада в величину внутренних механических напряжений наносимого металла, т.е. сохраняет ровность подложки 1 и не приводит к ее короблению (фиг.1).
, поскольку в этом случае он еще не обладает сплошностью и поэтому не вносит заметного вклада в величину внутренних механических напряжений наносимого металла, т.е. сохраняет ровность подложки 1 и не приводит к ее короблению (фиг.1).
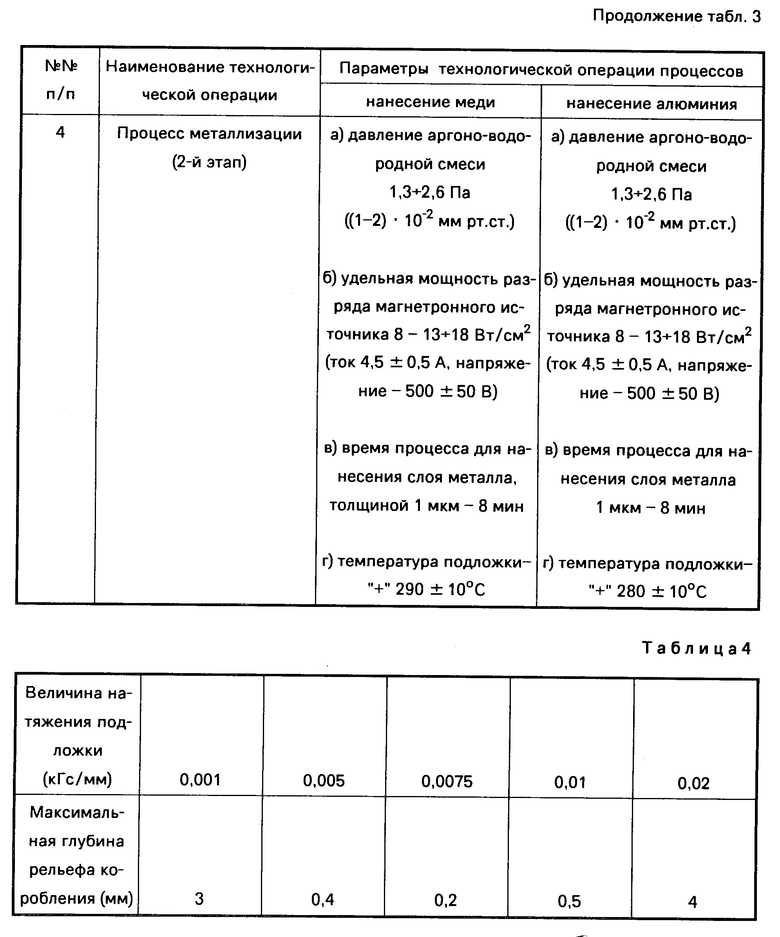
После этого проводят второй этап нанесения слоя металла: повышают давление аргоно-водородной смеси до величины, при которой осаждаемый слой не имеет внутренних напряжений, и проводят процесс нанесения до требуемой толщины слоя металла на поверхности подложки 1. Указанному требованию на втором этапе металлизации отвечают следующие параметры процесса: давление аргоно-водородной смеси 1,3-2,6 Па ((1-2)˙10-3 мм рт.ст.) удельная мощность разряда магнетронного источника 13-18 Вт/см2. Этим режимы работы магнетронного источника обеспечивают формирование поликристаллической структуры металла.
На обоих этапах металлизации температуру подложки 1 из полиимидной пленки поддерживают в пределах 270-300оС, что обеспечивает пластичность наносимого слоя металла. Пластичность слоя металла может характеризоваться числом перегибов под углом 180оС с определенным радиусом перегиба. В табл.2 приведено число перегибов с радиусом, равным 50 мкм в зависимости от температуры подложки 1 в процессе металлизации и вида наносимого металла.
Температура подложки 1 в процессе нанесения металла не должна превышать 300оС, поскольку повышение этой температуры выше 300оС в соответствии с ЫУО. 037.078 ТУ приводит к снижению электрофизических свойств полиимидной пленки.
Для обеспечения стабильности пластичностных свойств слоя наносимого металла мишень 9 магнетронного источника 8 предварительно отжигают при температуре 450оС в течение трех часов в вакуум 6,6˙10-3 Па (5˙10-5 мм рт.ст.). В этом случае пластичность слоя наносимого металла не зависит от степени выработки мишени. В результате реализации заявляемого способа получают металлизированную с одной стороны подложку из полиимидной пленки (фиг.2). В зависимости от требований на подложке 1 из полиимидной пленки может быть получен слой металла толщиной от долей микрона до сотни микрон. При этом слой металла 10 имеет высокую пластичность, сравнимую с пластичностью фольги из того же металла, а процесс нанесения, выполненный по заявляемому способу сохраняет подложку ровной и не приводит к ее сколько-нибудь заметному короблению.
В табл.3 приведены примеры нанесения слоя металла 10 на поверхность подложки 1 из полиимидной пленки (ширина пленки 140 мм) в случае использования в качестве металла алюминия и меди.
При меньшем, чем указано в табл.3 натяжении подложки, она недостаточно плотно контактирует с поверхностью металлического барабана 2, что приводит к ее неравномерному нагреву, потере ровности и появлению короблений. При большем натяжении возникают складки в зоне крепления подложки, которые снижают площадь годной металлизированной подложки (табл.4).
Снижение давления аргоно-водородной смеси на первом этапе по сравнению со значениями, приведенными в табл.3, приводит к неустойчивой работе магнетронного источника распыления и в некоторых случаях, к полному прекращению процесса распыления. Повышение давления вызывает снижение прочности соединения слоя металлизации с подложкой за счет уменьшения энергии конденсирующихся на подложку атомов металла (табл.5).
При удельной мощности магнетронного источника на первом этапе меньших значений, указанных в табл.3 снижается энергия частиц наносимого металла и соответственно прочность соединения слоя металла с подложкой (табл.5).
При увеличении удельной мощности больших значений, приведенных в табл.3 происходит нагрев подложки выше 300оС, что ухудшает ее электрофизические свойства.
Снижение давления аргоно-водородной смеси на втором этапе по сравнению с значениями, приведенными в табл.3, приводит к увеличению напряжения в наносимой металлизации, что обуславливает появление на пленке гофр и складок, максимальная глубина которых превышает 1 мм.
Повышение давления вызывает снижение скорости металлизации и понижение прочности сцепления наносимого металла с полиимидной пленкой до значений меньших 100 кГс/см2.
Уменьшение удельной мощности магнетронного источника на втором этапе до значений, меньших указанных в табл.3, приводит к снижению пластичности слоя металлизации, так, например, при мощности 8 Вт/см2пластичность падает до 1 перегиба под 180о с радиусом 50 мкм. Увеличение удельной мощности, как и на первом этапе, приводит к нагреву подложки выше 300оС и снижение ее электрофизических свойств.
По предлагаемому способу может изготавливаться подложка 1 (фиг.3) из полиимидной пленки со слоями металла 10 и 11, нанесенных с обеих сторон, для чего после нанесения слоя металла с одной стороны подложки 1, ее переворачивают слоем металла к металлическому барабану 2 и осуществляют по заявляемому способу напыления слоя металла 11 на другую сторону ее стороны. При этом, в зависимости от требований, толщина слоя металла на одной стороне подложки 1 может превышать толщину слоя металла на другой стороне в сто раз и более. Кроме того, заявляемый способ позволяет формировать слои металла на разных сторонах подложки из разных металлов. Заявляемый способ не накладывает ограничений на ширину подложки ровными без коробления могут быть металлизированные полиимидные пленки любой ширины, выпускаемые по ЫУО.037.078ТУ и ТУ6-19.121-85. Основным требованием для этого является: высота зоны равномерного напыления магнетронно должна быть не менее ширины подложки.
Отсутствие коробления наряду с высокой прочностью соединения слоя металла с подложкой, достигаемых по заявляемому способу позволяет с высокой точностью и большим разрешением формировать рисунок проводников в слоях нанесенного металла, что существенно расширяет возможность применения заявляемого способа для изготовления одно- и двусторонних гибких печатных плат.
Высокая пластичность наносимого по заявляемому способу слоя металла, обеспечивающая многократное огибание получаемого материала с малыми радиусами без разрыва слоев металла позволяет создавать многослойные печатные сборки, коммутационные платы для гибридных интегральных схем, печатные индуктивности и трансформаторы.
Дополнительным преимуществом предлагаемого способа является возможность создания разнотолщинных слоев металла на одной подложке, что дает возможность эффективно использовать площадь гибкой печатной платы, например, размещением на одной ее стороне слаботочных цепей схемы (в тонком слое нанесенного металла), а на другой ее стороне сильноточных цепей (в толстом слое нанесенного металла), которые в случае формирования их в тонком слое занимали бы значительные площади и обуславливали бы высокий уровень паразитных наводок на слаботочные элементы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ металлизации текстильного материала | 2023 |
|
RU2821460C1 |
| Способ получения электропроводящего металлизированного текстильного материала | 2021 |
|
RU2763379C1 |
| СВЧ ГИБРИДНАЯ ИНТЕГРАЛЬНАЯ СХЕМА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2287875C2 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ПОДЛОЖКИ ИЗ ФТОРОПЛАСТА | 1991 |
|
RU2020777C1 |
| Многослойное изделие, содержащее защитный элемент, и способ его получения | 2022 |
|
RU2802458C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО МОДУЛЯ ПЕЧАТНОЙ ПЛАТЫ С ВЫСОКОЙ ПЛОТНОСТЬЮ РАЗМЕЩЕНИЯ ЭЛЕМЕНТОВ | 2002 |
|
RU2279770C2 |
| Устройство для нанесения металлического покрытия на пьезопленку вакуумно-плазменным методом | 2021 |
|
RU2768679C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУСТОРОННЕЙ ПЕЧАТНОЙ ПЛАТЫ | 2013 |
|
RU2543518C1 |
| Способ изготовления сквозных металлизированных микроотверстий в кремниевой подложке | 2016 |
|
RU2629926C1 |
| Способ металлизации полиимидной пленки | 2017 |
|
RU2673294C2 |





Изобретение позволяет металлизировать одну или обе поверхности полиимидной пленки практически любым металлом или сплавом с толщиной наносимого металла от единиц мм до десяти мкм. При этом размеры металлизируемой полиимидной пленки могут быть шириной до 250 мм и длиной до 1000 мм, а качество металлизируемой пленки таково, что сплошность нанесенного слоя металла и его адгезия к полиимидной пленке не нарушается после 5 перегибов под 180° с радиусом перегиба 50 мкм. Сущность изобретения заключается в том, что предварительно обработанную (химическим способом) полиимидную пленку размещают на внешней стороне металлического барабана, установленного в вакуумной камере. При этом пленка на барабане находится в натянутом с усилием 0,005-0,01 кг/мм2 состоянии. После откачки вакуумной камеры барабан с полиимидной пленкой прогревают в течение 20 30 мин при температуре 260 270°С, после чего включают вращение барабана и проводят процесс магнетронного нанесения металла на полиимидную пленку. Температура барабана в процессе металлизации поддерживается в пределах 270 300°С. Режим магнетронного распыления включает два этапа. Сначала наносят слой металла до толщины  и формируют плотно упакованную кристаллическую структуру. Затем до заданной толщины слоя наносится металл с поликристаллической структурой. 3 ил. 5 табл.
и формируют плотно упакованную кристаллическую структуру. Затем до заданной толщины слоя наносится металл с поликристаллической структурой. 3 ил. 5 табл.
СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЗИРОВАННЫХ ИЗДЕЛИЙ ИЗ ПОЛИИМИДНОЙ ЛЕНТЫ В ВАКУУМЕ, включающий предварительную химическую обработку ленты, размещение ее в вакууме с постоянным натягом в продольном направлении на внешней стороне металлического барабана, нанесение пленки металла на внешней стороне металлического барабана, нанесение пленки металла на движущуюся ленту и ее нагрев, отличающийся тем, что, с целью повышения качества изделий за счет повышения пластичности слоя металла и прочности соединения его с полиимидной лентой, ленту выбирают длиной, не превышающей периметра барабана и фиксируют на нем с равномерным по поверхности ленты натягом 0,005 0,01 кг/мм, затем ленту контактно через барабан прогревают в течение 20 30 мин при температуре 260 270oС и далее магнетронным распылением наносят пленку металла заданной толщины, одновременно с распылением нагревают ленту до 270-300oС причем первые  пленки осаждают с образованием несплошного слоя плотно упакованной кристаллической структуры при взаимно подобранных для эффективной работы магнетронного источника максимальной мощности и минимальном давлении рабочей атмосферы, а затем повышают давление и корректируют мощность до значений, обеспечивающих образование слоя поликристаллической структуры.
пленки осаждают с образованием несплошного слоя плотно упакованной кристаллической структуры при взаимно подобранных для эффективной работы магнетронного источника максимальной мощности и минимальном давлении рабочей атмосферы, а затем повышают давление и корректируют мощность до значений, обеспечивающих образование слоя поликристаллической структуры.
| Патент ФРГ N 3212908, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
