Изобретение относится к классу устройств, позволяющих наносить из низкотемпературной плазмы на предварительно ориентированную поляризованную пьезопленку двусторонние металлические покрытия требуемой конфигурации.
Известно устройство для металлизации ориентированных пьезопленок [Способ изготовления пленочных пьезоэлементов АС СССР № 777885, 07.11.80], позволяющее наносить металлическое покрытие, в частности, алюминиевое, и содержащее алюминиевый цилиндр с расположенной на его поверхности рулонной пьезопленкой, при этом поляризацию пьезопленки осуществляли перед металлизацией в поле коронного разряда. Толщина покрытия определялась косвенно по мощности, подведенной к испарителям, расстоянию испаритель - пьезопленка, временем испарения и скоростью вращения цилиндра с пьезопленкой.
По завершении процесса напыления алюминия на одну сторону пьезопленка извлекалась с поверхности цилиндра и закреплялась на нем противоположной стороной. После чего процесс повторялся.
Недостатком этого устройства является невозможностью одновременного нанесения двустороннего покрытия в одном технологическом цикле и повышение процента брака за счет лишних технологических операций. К недостаткам следует отнести и очень малую загрузку пьезопленки, ограниченную в одном технологическом цикле геометрическими параметрами цилиндра. Еще одним недостатком является необходимость различных конструктивных изменений в случае формирования рисунка напыляемой пьезопленки определенной конфигурации.
Наиболее близким к заявляемому является известное устройство Магна ТМ Р [www.niitm.ru] для нанесения многослойных металлических тонких плёнок на рулонный материал методом магнетронного распыления. В этом устройстве пьезопленка загружается в вакуумную камеру в виде рулона.
В вакуумной камере расположены: два держателя рулона, два нагревателя пьезопленки, два магнетронных источника распыления, устройство перемещения пьезопленки (ленточно-протяжный механизм), обеспечивающее перемотку пьезопленки с одного держателя рулона на другой и обратно.
Работает устройство следующим образом. Рулон с пьезопленкой помещают в вакуумную камеру на устройства вращения и перемещения пьезопленки, которые осуществляют перемещение пьезопленки через зону нагрева, зону напыления и далее через вторую зону напыления, зону нагрева. По достижении рабочего давления (~2*10-5 мм рт.ст.) вакуумная камера заполняется рабочим газом и включается система перемещения пьезопленки за счет устройства вращения с одного рулонодержателя на другой. Включают первый источник нагрева пьезопленки и первый источник магнетронного распыления. При этом пьезопленка металлизируется с одной стороны. По завершении первого процесса пьезопленка оказывается намотанной на второй рулонодержатель. Затем процесс повторяется, только пьезопленка последовательно проходит через второй нагреватель и второй источник магнетронного распыления. Происходит второй процесс напыления на чистую сторону пьезопленки. После второго процесса пьезопленка оказывается напыленной (металлизированной) с двух сторон.
Это устройство обладает тем достоинством, что напыление металла идет на большую площадь пьезопленки, которая может достигать 0,2 м в ширину и десятки метров в длину. Недостатком указанного устройства является то, что в качестве подложки может выступать только тонкая пьезопленка в виде рулона, при этом происходит сплошное запыление поверхностей. Затем из полученной металлизированной пьезопленки необходимо вырезать требуемые для дальнейшей работы фрагменты типа пластины и формировать на металлических поверхностях необходимый рисунок. Например, по периметру вырезанной из рулона пластины удалять нанесенное с двух сторон металлическое покрытие. Или формировать рисунок требуемой конфигурации.
При использовании тонкой внутренне напряженной не стабилизированной пьезопленки возникает ряд технологических проблем, вызванных особенностями таких пьезопленок, которые в силу своего внутренне неравновесного напряженного нестабилизированного состояния весьма чувствительны к внешним воздействиям. Необходимо соблюдать температурный режим и исключить в процессе нанесения покрытий повышение температуры более, чем на 3-5 градусов.
Это приводит к необходимости за один цикл нанесения материала проводить в зоне напыления время, не достаточное для напыления полноценного покрытия требуемой толщины, а соответствующее требованиям температурного режима и, соответственно, производить напыление покрытия послойно, и при напылении каждого слоя соблюдать требуемые технологические регламенты.
Необходимость получать разную конфигурацию (рисунок) нанесенного материала на поверхности пьезопленки с разных сторон в процессе нанесения покрытия приводит к применению соответствующих масок, которые могут быть различными для каждой стороны пленки, чтобы исключить необходимость последующих технологических литографических операций по формированию требуемого рисунка.
Задачей, решаемой изобретением, является создание устройства для нанесения металлического покрытия на пьезопленку вакуумно-плазменным методом, обеспечивающего получение в одном цикле двустороннего напыления металлического покрытия на пьезопленку требуемой конфигурации и расширение номенклатуры используемых пьезопленок за счет обеспечения возможности наносить двусторонние тонкие, включая наноразмерные, металлические покрытия на пьезопленки различного размера и формы из внутренне напряженных не стабилизированных пьезоматериалов.
Задача решается за счет того, что устройство для нанесения металлического покрытия на пьезопленку вакуумно-плазменным методом, содержит вакуумную камеру с источником ионно-плазменного распыления, устройства перемещения пьезопленки, держатели пьезопленки, отличающееся тем, что держатели пьезопленки выполнены в виде рамок, каждая из которых установлена на втулке, снабженной в горизонтальной плоскости четырьмя выступами параболической формы и установленной с возможностью вращения вокруг своей оси, причем втулки установлены на вращающемся основании на равных расстояниях от центра вращения, а поворот втулки сопровождается взаимодействием ее с расположенным в вакуумной камере неподвижным фиксирующим устройством типа стержень, расположенным от втулки на расстоянии меньшем величины ее выступов и обеспечивающим поворот втулки на 90 градусов после каждого прохождения вращающегося основания через фиксирующее устройство.
Достигаемым техническим результатом является получение в одном цикле двустороннего напыления металлического покрытия на пьезопленки и расширение номенклатуры используемых пьезопленок за счет обеспечения возможности наносить двусторонние тонкие, включая наноразмерные, металлические покрытия, на пьезопленки различного размера и формы из внутренне напряженных не стабилизированных пьезоматериалов.
Совокупность признаков, сформулированная в п. 2 формулы изобретения, характеризует устройство для нанесения металлического покрытия на пьезопленку вакуумно-плазменным методом, в котором каждая рамка выполнена в виде маски.
Достигаемым техническим результатом является возможность получения требуемого рисунка нанесенного металла.
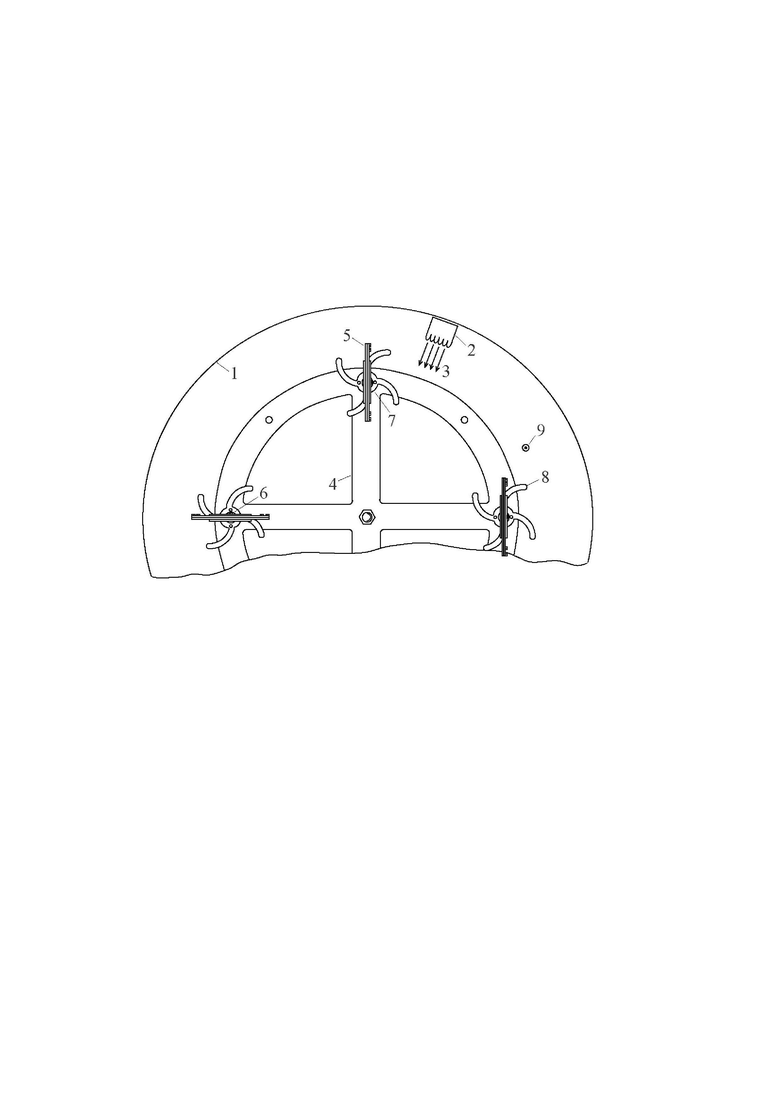
Изобретение иллюстрируется чертежом
Устройство для нанесения металлического покрытия состоит из вакуумной камеры 1, в которой размещен ионно-плазменный источник 2 напыляемого материала 3 и вращающееся основание (типа «карусель») 4 Вращение основания может быть обеспечено, например, с помощью двигателя. На вращающемся основании установлены рамки-маски 5 с пьезопленкой, с возможностью вращательного перемещения, позволяющему поворачивать рамку-маску 5 с пьезопленкой на 90° после каждого прохождения рамки-маски зоны напыления ионно-плазменного источника. Причем сама рамка-маска закреплена на стержне 6 вместе с устройством поворота в виде втулки 7 снабженной в горизонтальной плоскости четырьмя стержнями 8 параболической формы, длина которых превышает как размер половины рамки-маски, так и расстояние от параболического стержня 8 до расположенного в камере фиксирующего стержня 9, причем рамка-маска имеет конфигурацию, обеспечивающую требуемый рисунок напыляемого материала на поверхности пьезопленки.
Работает предлагаемое устройство следующим образом. Пьезопленки закрепляют в рамках-масках требуемой конфигурации и размещают на вращающемся основании (карусели) на втулках. В вакуумной камере включается магнетронное распылительное устройство. После прохождения маски-рамки с пленкой-подложкой через область напыления за время, обеспечивающее требуемый температурный режим, на пьезопленку осаждается слой металла соответствующей толщины. Это ведет к тому, что происходит очень слабый и контролируемый нагрев пьезопленки, которая после выхода из зоны напыления сразу начинает остывать. Вращение карусели и поворот втулки после каждого прохождения фиксирующего стержня приводит к повороту маски-рамки на 90 градусов и после двух полных оборотов карусели вводу в зону напыления другой стороны пьезопленки. Происходит металлизация другой стороны пьезопленки и т.д. Процесс продолжается до тех пор, пока не образуется требуемая толщина наносимого материала. Проведенные эксперименты показывает, что пьезопараметры пьезопленки (пьезомодуль и т.д.) не изменяются после формирования покрытия подобным способом.
При вращении основания ближайший к фиксирующему стержню параболический стержень втулки входит в зацепление с фиксирующим стержнем и после взаимодействия с фиксирующим стержнем проворачивает втулку на 90 градусов. После первого прохождения фиксирующего стержня рамка-маска входит в зону напыления ребром к потоку наносимого материала и поверхность пьезопленки не запыляется. После полного оборота карусели при втором прохождении фиксирующего стержня рамка-маска поворачивается еще на 90 градусов и входит в зону напыления материала рабочей стороной к потоку наносимого материала. Таким образом, за два полных оборота карусели осуществляется поворот втулки на 180 градусов и она вводит рамку-маску в зону напыления другой стороной. Для каждой экспериментальной установки длина параболического стержня, его форма и расположение фиксирующего стержня подбираются экспериментально. Эксперименты показали, что наилучшей формой является отрезок параболы от центра стержня до фиксирующего стержня. Применение прямого стержня иногда приводило к жесткому сцеплению его с фиксирующим стержнем и остановке карусели.
В результате проведенных экспериментов осуществлены нанесение медных, алюминиевых и никелевых покрытий на внутренне напряженные не стабилизированные тонкие пьезопленки различных материалов с разной конфигурацией (обкладок типа конденсаторных, щелевых линий, наборов параллельных линий типа дифракционных решеток) на обе стороны пьезопленки. В качестве пьезоматериала использовались:
1. Пленки поливинилиденфторида (ПВДФ) толщиной 5, 10 и 25 мкм. В качестве покрытия использовали медь и алюминий. В качестве рисунка рамки маски применялись квадратные окна, одинаковые с двух сторон и позволяющие получить структуру типа пленочного конденсатора. Наилучшие результаты получены для медного покрытия.
2. Сополимеры винилиденфторида (ВДФ) с тетрафторэтиленом (ТФЭ) толщиной 25 мкм. В качестве покрытия использовали никель. В качестве рисунка рамки маски с одной стороны применялись квадратные окна, а с другой стороны щелевые структуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка карусельного типа для магнетронного напыления многослойных покрытий и способ магнетронного напыления равнотолщинного нанопокрытия | 2015 |
|
RU2606363C2 |
| КОМПЛЕКС ПО ПРОИЗВОДСТВУ МИКРОЭЛЕКТРОННОЙ ПРОДУКЦИИ НА ГИБКИХ ПОДЛОЖКАХ | 2024 |
|
RU2829707C1 |
| СПОСОБ НАНЕСЕНИЯ НА СТЕКЛЯННЫЕ ИЗДЕЛИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ ИЗ МЕДИ И МЕДНЫХ СПЛАВОВ | 2021 |
|
RU2777094C1 |
| Полиэфирный нетканый материал, поглощающий в СВЧ-диапазоне | 2018 |
|
RU2689624C1 |
| СПОСОБ НАНЕСЕНИЯ НАНОКОМПОЗИТНОГО ПОКРЫТИЯ НА ПЛОСКИЕ ПОВЕРХНОСТИ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ (ВАРИАНТЫ) | 2010 |
|
RU2450086C2 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2015 |
|
RU2595187C1 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ ГЕНЕРАТОР, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И МОБИЛЬНОЕ УСТРОЙСТВО, СОДЕРЖАЩЕЕ ЕГО | 2014 |
|
RU2570819C1 |
| Способ напыления электропроводящего металл-углеродного многослойного покрытия на ленточную подложку из нетканого волокнистого материала | 2017 |
|
RU2677551C1 |
| Способ нанесения покрытий в вакууме | 2017 |
|
RU2654991C1 |
| СПОСОБ НАНЕСЕНИЯ ДЕКОРАТИВНОГО НИТРИДТИТАНОВОГО ПОКРЫТИЯ НА ИЗДЕЛИЯ ИЗ КЕРАМИКИ, МЕТАЛЛА, СТЕКЛА И ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2004 |
|
RU2266351C1 |
Изобретение относится к устройству для вакуумно-плазменного нанесения металлического двухстороннего покрытия на пьезопленки. Упомянутое устройство содержит вакуумную камеру с источником ионно-плазменного распыления и держатели пьезопленок. Держатели пьезопленок выполнены в виде рамок, каждая из которых установлена на втулке, снабженной в горизонтальной плоскости четырьмя выступами параболической формы и установленной с возможностью вращения вокруг своей оси. Втулки для указанных рамок установлены на вращающемся основании на равных расстояниях от центра вращения. Каждая втулка выполнена с возможностью поворота на 90 градусов после каждого прохождения вращающегося основания через неподвижное фиксирующее устройство в виде стержня, расположенного на расстоянии от упомянутой втулки меньше величины ее выступов. В частных случаях осуществления изобретения каждая рамка выполнена в виде маски. Обеспечивается возможность нанесения металлических покрытий требуемой конфигурации на пьезоэлектрические пленки с двух сторон в одном технологическом цикле. 1 з.п. ф-лы, 1 ил.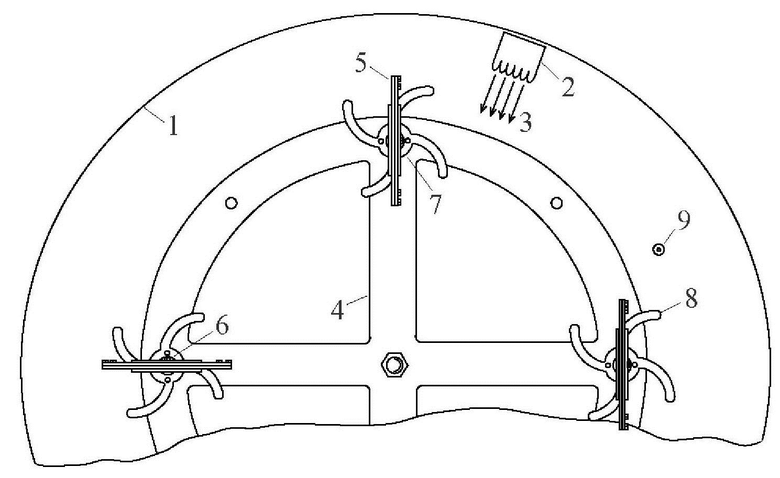
1. Устройство для вакуумно-плазменного нанесения металлического двухстороннего покрытия на пьезопленки, содержащее вакуумную камеру с источником ионно-плазменного распыления и держатели пьезопленок, отличающееся тем, что держатели пьезопленок выполнены в виде рамок, каждая из которых установлена на втулке, снабженной в горизонтальной плоскости четырьмя выступами параболической формы и установленной с возможностью вращения вокруг своей оси, причем втулки для указанных рамок установлены на вращающемся основании на равных расстояниях от центра вращения, при этом каждая втулка выполнена с возможностью поворота на 90 градусов после каждого прохождения вращающегося основания через неподвижное фиксирующее устройство в виде стержня, расположенного на расстоянии от упомянутой втулки меньше величины ее выступов.
2. Устройство по п.1, отличающееся тем, что каждая рамка выполнена в виде маски.
| Способ изготовления пленочных пьезоэлементов | 1978 |
|
SU777885A1 |
| Устройство для нанесения и упрочнения покрытия на внутреннюю поверхность полой детали в условиях упругой деформации | 1982 |
|
SU1070209A1 |
| ЭКСТРЕМАЛЬНЫЙ РЕГУЛЯТОР ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 0 |
|
SU173348A1 |
| CN 104752601 B, 28.07.2017 | |||
| JP 63219181 A, 12.09.1988. | |||

