Область техники
Изобретение относится к области технологии микроэлектроники и может быть использовано при изготовлении 3D-устройств микросистемной техники и полупроводниковых приборов, содержащих в своей структуре металлизированные и/или неметаллизированные сквозные отверстия в кремнии различного функционального назначения.
Уровень техники
Из уровня техники известен способ формирования сквозных металлизированных микроотверстий в кремниевой подложке, который включает формирование маски нитрида кремния на кремниевых подложках; формирование затравочных ямок при помощи травления кремния в 10% растворе KOH; формирование микроотверстий - макропор глубиной 200-300 мкм при помощи электрохимического анодирования кремния; вскрытие пор путем механической шлифовки кремниевых подложек с тыльной стороны; окисление кремниевой поверхности; нанесение меди на стенки полученного отверстия [Степанова Л.И. Формирование и металлизация сквозных пор в кремниевых подложках для трехмерных токопроводящих межсоединений: материалы V Международной научной конференции «Материалы и структуры современной электроники»/Л.И. Степанова и др. 10 – 11 октября 2012. Минск. 2012. C. 94].
К недостаткам известного способа относится низкая технологичность способа из-за невозможности получения вертикального профиля стенки формируемого отверстия, а также необходимость шлифовки кремниевых подложек с тыльной стороны для вскрытия отверстий.
Наиболее близким по технической сущности и достигаемому эффекту является способ изготовления сквозных металлизированных микроотверстий в кремниевой подложке и/или в слое полимера для оптических и электрических межсоединений, включающий последовательное формирование методами литографии маски для травления с одной стороны подложки, «стоп-слоя» на основе окисла кремния с маской или без маски с обратной стороны подложки, травление подложки через маску до «стоп-слоя», удаление маски и/или «стоп-слоя» и металлизацию микроотверстий и обратной стороны подложки с возможным последующим выравниванием поверхности обратной стороны [P.A.Thadesar, M.S.Bakir. Novel Photo-Defined Polymer-Enhanced Through-Silicon Vias for Silicon Interposers. IEEE TRANSACTIONS ON COMPONENTS, PACKAGING AND MANUFACTURING TECHNOLOGY, VOL. 3, NO. 7, JULY 2013. P. 1130-1137].
К недостаткам известного способа относятся низкая технологичность из-за образования острых кромок отверстий на обратной стороне подложки (что приводит к утонению металлизации), механической неустойчивости, образующейся в процессе изготовления покрытия на обратной стороне на основе окисла кремния, и в связи с этим низкой воспроизводимости процесса изготовления, в особенности отверстий относительно большого диаметра.
Раскрытие изобретения
Техническим результатом заявленного изобретения является повышение технологичности и воспроизводимости при изготовлении сквозных металлизированных микроотверстий в кремниевой подложке.
Технический результат достигается тем, что согласно заявленному способу при изготовления сквозных металлизированных микроотверстий в кремниевой подложке используют полиимидное покрытие в качестве «стоп-слоя».
В предложенном способе:
– полиимидное покрытие формируют из раствора полиамидокислоты на основе диангидрида и оксидианилина в полярном растворителе толщиной не менее 2 мкм с последующей сушкой при температуре 80 – 120оС и термоимидизацией при температуре не менее 350оС в течение не менее 30 минут;
– «сухое» травление проводят в два этапа последовательно реактивным ионным травлением и в «Бош»-процессе до образования положительного клина травления на границе раздела «кремниевая подложка – полиимидное покрытие» глубиной не менее 1 мкм;
– в качестве маски для травления используют алюминий толщиной не менее 1 мкм;
– удаление маски и «стоп-слоя» проводят в едином цикле в щелочном травителе полиимида.
Краткое описание чертежей
Признаки и сущность заявленного изобретения поясняются в последующем детальном описании, иллюстрируемом чертежами, где показано следующее.
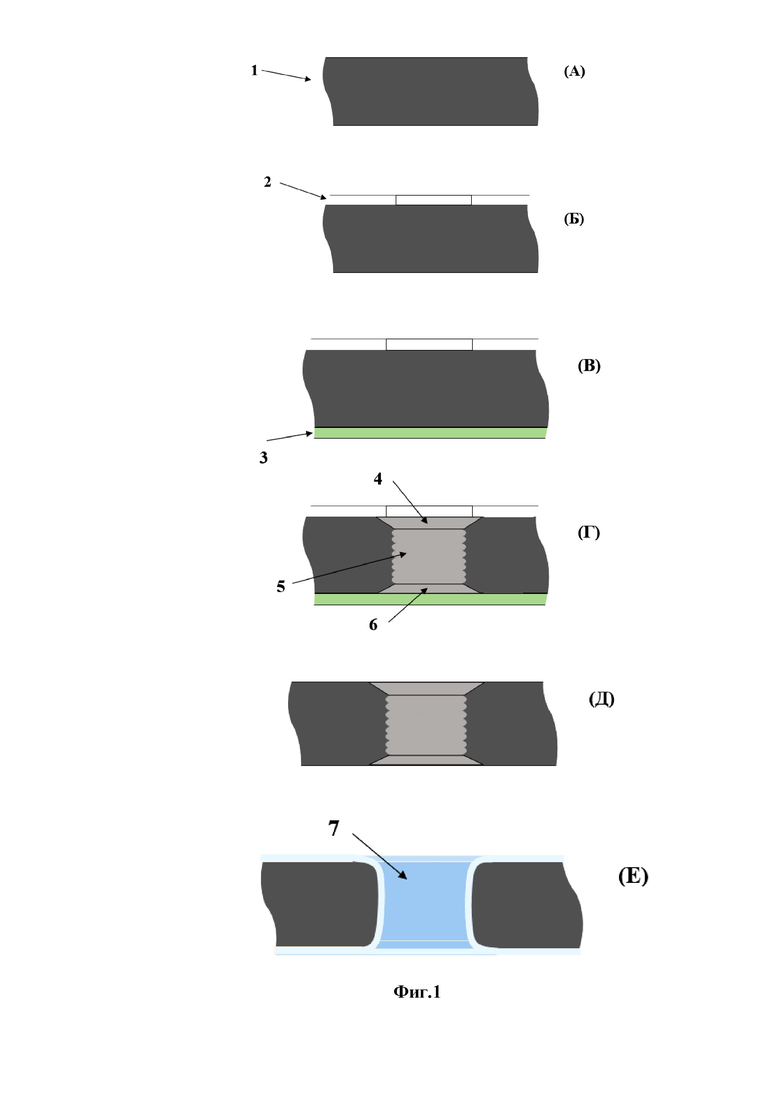
На фиг.1 А-Е представлена последовательность операций по формированию сквозных металлизированных микроотверстий в кремниевой подложке.
На фиг. 1 А-Е обозначены:
поз. 1 – исходная кремниевая подложка,
поз. 2 – сформированная методами литографии алюминиевая маска для травления,
поз.3 – сплошной «стоп-слой», в качестве которого используется полиимидное покрытие,
поз.4 – образовавшийся в результате реактивного ионного травления положительный клин травления на границе раздела «кремниевая подложка-маска»,
поз.5 – микроотверстия,
поз.6 – образовавшийся в результате травления в «Бош»-процессе положительный клин травления на границе раздела «кремниевая подложка - полиимидное покрытие»,
поз.7 – металлизация полученного микроотверстия.
На фиг.1 А представлена подвергнутая очистке кремниевая подложка (1).
На фиг.1 Б показана кремниевая подложка со сформированной методами литографии алюминиевой маской (2) для травления. Для формирования данной маски на кремниевую подложку магнетронным напылением наносится слой алюминия толщиной 0,3-0,5 мкм. Затем на алюминиевый слой наносили фоторезист толщиной 1,2 мкм, в котором формировали маску.
На фиг.1 В показана кремниевая подложка, на обратной стороне которой сформирован сплошной «стоп-слой» (3), в качестве которого используется полиимидное покрытие.
На фиг.1 Г показана кремниевая подложка, подвергнутая «сухому» травлению в два этапа последовательно реактивным ионным травлением до формирования положительного клина (4) на границе «кремниевая подложка- маска» глубиной не менее 1 мкм и в «Бош»-процессе до образования отверстия (5) с положительным клином травления (6) на границе раздела «кремниевая подложка – полиимидное покрытие» глубиной не менее 1 мкм.
На фиг.1 Д показана кремниевая подложка после удаления алюминиевой маски и «стоп-слоя» в щелочном травителе полиимида.
На фиг.1 Е показана кремниевая подложка, подвергнутая металлизации (7).
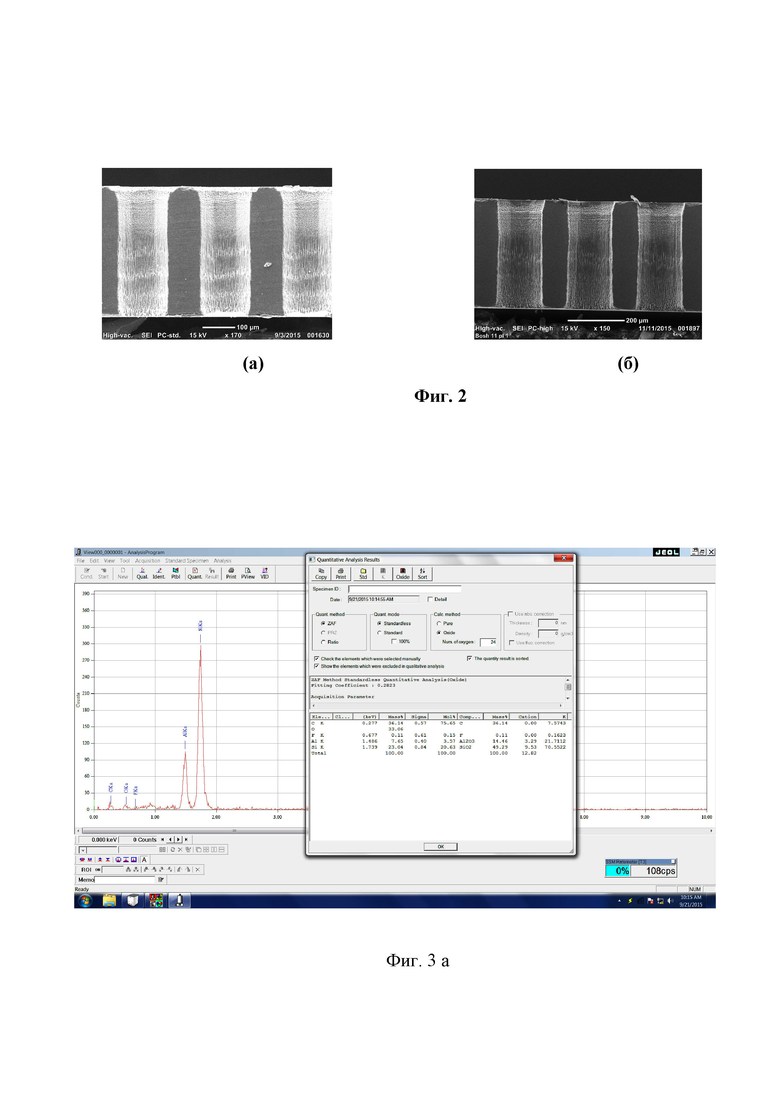
На фиг. 2 представлены РЭМ–изображения профилей микроотверстий, сформированных «сухим» травлением в два этапа – последовательно реактивным ионным травлением и в «Бош»-процессе без применения полиимидного покрытия (фиг.2 а) и с применением полиимидного покрытия (фиг.2б).
На фиг 2 а, б обозначены:
поз. 1 – образовавшийся в результате реактивного ионного травления положительный клин травления на границе раздела «кремниевая подложка-маска»;
поз. 2 – образовавшийся в результате травления в «Бош»-процессе положительный клин травления на границе раздела «кремниевая подложка – полиимидное покрытие».
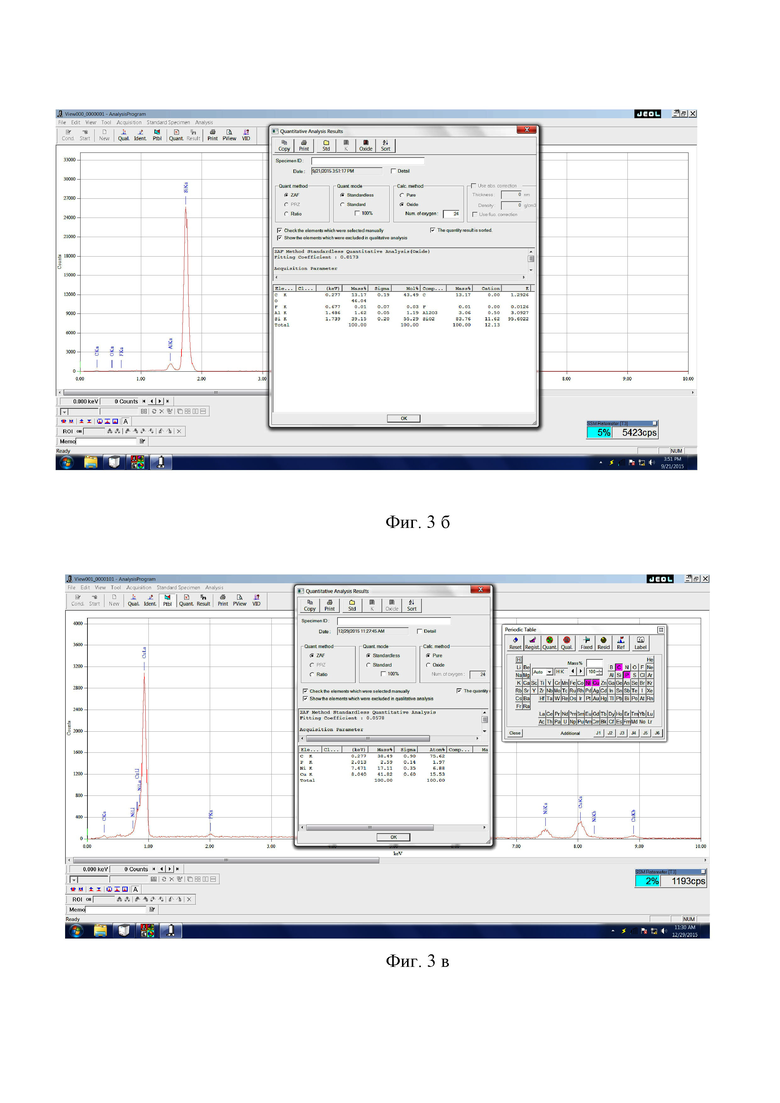
На фиг. 3 представлены спектры состава поверхности стенки неметаллизированного микроотверстия в кремниевой подложке до удаления полиимидного покрытия и алюминия (фиг.3а) и после удаления полиимидного покрытия и алюминия и обработки в кислородсодержащей плазме (фиг.3б). На фиг 3в представлен спектр состава поверхности металлизированного отверстия.
Осуществление изобретения.
С применением предложенного способа в кремниевой высокоомной монокристаллической подложке с двусторонней полировкой диаметром 76 мм и толщиной 400±10 мкм были сформированы металлизированные медью микроотверстия диаметром 150 мкм.
Вначале на поверхности подложки методами магнетронного распыления алюминия толщиной не менее 1 мкм и фотолитографии формировался топологический рисунок микроотверстий. На обратной стороне подложки методом центрифугирования раствора формировалось полиимидное покрытие толщиной 3 мкм из раствора полиамидокислоты в полярном растворителе с последующей сушкой и термоимидизацией при температуре 350° С в течение не менее 30 минут. Для формирования положительного клина травления проводилось реактивное ионное травление подложки в плазме элегаза, с расходом 100 см3/мин при пониженном давлении 1 Па, в течение 6 мин. Образовавшийся в результате реактивного ионного травления положительный клин травления на границе раздела «кремниевая подложка-маска» показан на фиг.2 а, б, поз.1.
Затем без разгерметизации камеры проводилось травление подложки до формирования положительного клина травления на границе «кремниевая подложка - полиимидное покрытие». Образовавшийся в результате травления в «Бош»-процессе положительный клин травления на границе раздела «кремниевая подложка - полиимидное покрытие» показан на фиг.2б поз.2. Травление проводилось с использованием «Бош»-процесса при мощности источника индуктивно-связанной плазмы 1200 Вт и со смещением на подложку 40 В. Соотношение шага травления к пассивации составляло 3:1. Исходным реагентами являлись элегаз, с расходом 400 см3/мин, и хладон-318 с расходом 300 см3/мин. Удаление масок алюминия и полиимидного покрытия проводилось в щелочном травителе на основе моноэтаноламина, триэтаноламина, едкого кали и воды. Затем полученную структуру подвергали обработке в кислородсодержащей плазме в реакторе объемного типа при мощности 1 кВт в течение 30 минут.
Спектры состава поверхности стенки неметаллизированного микроотверстия в кремниевой подложке до удаления полиимидного покрытия и алюминия и после удаления полиимидного покрытия и алюминия и обработки в кислородсодержащей плазме представлены на фиг.3 а и б соответственно. Из спектров видно, что следы алюминия (маска), сформировавшиеся на стенках микроотверстий в процессе травления, исчезают после предложенных обработок. Затем полученную структуру подвергали термическому окислению до образования слоя термического окисла толщиной, превышающей величину микрошероховатости, образовавшейся в результате применения «Бош»-процесса, а затем образовавшийся окисел удаляли в плавиковой кислоте. Полученную структуру подвергали металлизации методом двустороннего магнетронного распыления или химического осаждения меди с применением палладиевого катализатора с последующим гальваническим наращиванием меди.
Измерение сопротивления сформированных пленок осуществляли мультиметром с двух металлизированных сторон подложки. Величина сопротивления металлизации составляла менее 0,01 Ом, т.е. мультиметр показывал короткое замыкание, что также дополнительно подтверждается спектром, представленным на фиг 3в.
Таким образом, при реализации заявленного способа повышается технологичность изготовления сквозных металлизированных микроотверстий в кремниевой подложке путем формирования положительных клиньев травления с двух сторон подложки за счет применения полиимидного покрытия в качестве «стоп-слоя» (а также алюминия в качестве маски при травлении), в результате чего уменьшается количество высокотемпературных процессов, удаление «стоп-слоя» и маски происходит одновременно, как следствие, увеличивается процент выхода годных изделий и снижается количество дефектов, и повышается воспроизводимость формирования вертикальных сквозных металлизированных микроотверстий в кремниевой подложке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сквозных микроотверстий в кремниевой подложке | 2018 |
|
RU2692112C1 |
| Способ формирования объемных элементов в кремнии для устройств микросистемной техники и производственная линия для осуществления способа | 2022 |
|
RU2794560C1 |
| СВЧ фильтр на основе интегрированного в подложку волновода и способ его изготовления | 2018 |
|
RU2686486C1 |
| ТЕПЛОВОЙ МИКРОМЕХАНИЧЕСКИЙ АКТЮАТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2448896C2 |
| Способ формирования плат микроструктурных устройств со сквозными металлизированными отверстиями на монокристаллических кремниевых подложках | 2018 |
|
RU2676240C1 |
| Многослойная коммутационная плата СВЧ-гибридной интегральной микросхемы космического назначения и способ её получения (варианты) | 2019 |
|
RU2715412C1 |
| Способ изготовления микроэлектронного узла | 2023 |
|
RU2804595C1 |
| Герметичный сборочный модуль для монтажа микрорадиоэлектронной аппаратуры, выполненный групповым методом с последующей резкой на модули | 2018 |
|
RU2680868C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБРИДНЫХ ИНТЕГРАЛЬНЫХ СХЕМ И ПЕЧАТНЫХ ПЛАТ НА ПОЛИМЕРНОЙ ПОДЛОЖКЕ | 1998 |
|
RU2138140C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОПЛЕНОЧНЫХ МНОГОУРОВНЕВЫХ ПЛАТ ДЛЯ МНОГОКРИСТАЛЬНЫХ МОДУЛЕЙ, ГИБРИДНЫХ ИНТЕГРАЛЬНЫХ СХЕМ И МИКРОСБОРОК | 2011 |
|
RU2459314C1 |
Изобретение относится к области технологии микроэлектроники и может быть использовано при изготовлении 3D-устройств микросистемной техники и полупроводниковых приборов, содержащих в своей структуре металлизированные и/или неметаллизированные сквозные отверстия в кремнии различного функционального назначения. Способ изготовления сквозных металлизированных микроотверстий в кремниевой подложке включает формирование полиимидного покрытия из раствора полиамидокислоты на основе диангидрида и оксидианилина в полярном растворителе толщиной не менее 2 мкм с последующей сушкой при температуре 80–120оС и термоимидизацией при температуре не менее 350оС в течение не менее 30 минут, проведение «сухого» травления через маску алюминия толщиной не менее 1 мкм в два этапа последовательно реактивным ионным травлением и в «Бош»-процессе до образования положительного клина травления на границе раздела «кремниевая подложка - полиимидное покрытие» глубиной не менее 1 мкм, удаление маски и «стоп-слоя» проводят в едином цикле в щелочном травителе полиимида. Техническим результатом изобретения является повышение технологичности и воспроизводимости при изготовлении сквозных металлизированных микроотверстий в кремниевой подложке. 4 з.п. ф-лы, 3 ил.
1. Способ изготовления сквозных металлизированных микроотверстий в кремниевой подложке, последовательно включающий очистку подложки, формирование методами литографии маски для травления с одной стороны подложки, сплошного «стоп-слоя» с обратной стороны подложки, «сухое» травление подложки через маску до «стоп-слоя», удаление маски, «стоп-слоя», подготовку поверхности перед металлизацией, металлизацию микроотверстий и формирование топологического рисунка на поверхностях подложки, отличающийся тем, что в качестве «стоп-слоя» используют полиимидное покрытие.
2. Способ изготовления сквозных металлизированных микроотверстий в кремниевой подложке по п. 1, отличающийся тем, что полиимидное покрытие формируют из раствора полиамидокислоты на основе диангидрида и оксидианилина в полярном растворителе толщиной не менее 2 мкм с последующей сушкой при температуре 80 – 120оС и термоимидизацией при температуре не менее 350оС в течение не менее 30 минут.
3. Способ изготовления сквозных металлизированных микроотверстий в кремниевой подложке по п. 1, отличающийся тем, что «сухое» травление проводят в два этапа последовательно реактивным ионным травлением и в «Бош»-процессе до образования положительного клина травления на границе раздела «кремниевая подложка – полиимидное покрытие» глубиной не менее 1 мкм.
4. Способ изготовления сквозных металлизированных микроотверстий в кремниевой подложке по п. 1, отличающийся тем, что в качестве маски для травления используют алюминий толщиной не менее 1 мкм.
5. Способ изготовления сквозных металлизированных микроотверстий в кремниевой подложке по п. 4, отличающийся тем, что удаление маски и «стоп-слоя» проводят в едином цикле в щелочном травителе полиимида.
| P.A.THADESAR et al., Novel Photo-Defined Polymer-Enhanced Through-Silicon Vias for Silicon Interposers | |||
| IEEE Transactions on Components, Packaging and Manufacturing Technology, Vol | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| СОЛОМОРЕЗКА С КАЧАЮЩИМСЯ НОЖЕМ И С ПЕРИОДИЧЕСКОЙ ПОДАЧЕЙ СОЛОМЫ | 1923 |
|
SU1130A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СКВОЗНЫХ ОТВЕРСТИЙ В КРЕМНИЕВОЙ ПОДЛОЖКЕ | 2013 |
|
RU2525668C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОЩНЫХ ТРАНЗИСТОРОВ СВЧ | 2011 |
|
RU2463683C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОЩНОЙ ГИБРИДНОЙ ИНТЕГРАЛЬНОЙ СХЕМЫ СВЧ-ДИАПАЗОНА | 2013 |
|
RU2536771C1 |
| US 8803322 B2, 12.08.2014 | |||
| Колосоуборка | 1923 |
|
SU2009A1 |
| CN 103151298 A, 12.06.2013. | |||

