Изобретение относится к электротехнике, в частности к способу изготовления тороидальных витых сердечников из лент аморфных магнитомягких сплавов для трансформаторов малой мощности, устанавливаемых в радиоэлектронную аппаратуру.
Цель изобретения - повышение надежности конструкции.
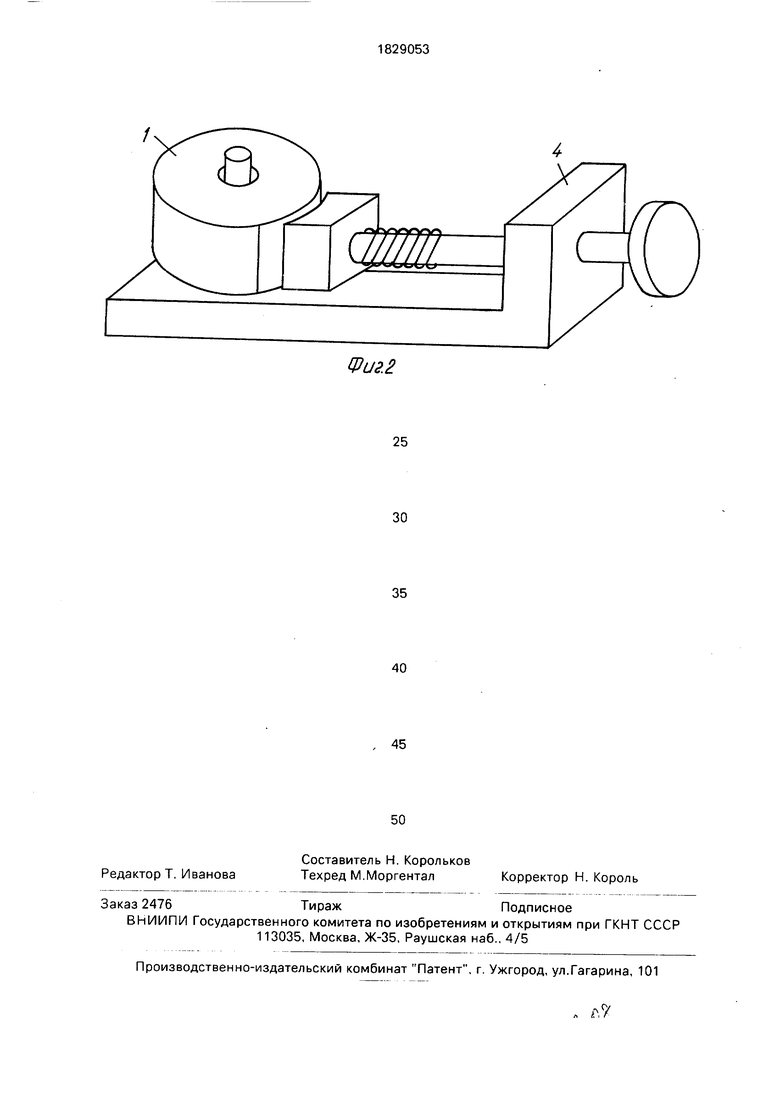
На фиг. 1 представлен тороидальный сердечник 1; на фиг. 2 - один из способов крепления концов ленты прижимным устройством.
Пример осуществления способа.
Концы ленты 2 сердечника 1 из аморфного магнитомягкого сплава, подлежащие склеиванию, и соответствующие им участки ленты на втором и предпоследнем витках 3. к которым приклеивают концы ленты, механически зачищают от покрытия шлифоваль- ной шкуркой 55С 10-ПА, протирают батистовым тампоном, смоченным ацетоном, и просушивают на воздухе 10-15 мин.
Деревянной палочкой наносят на склеиваемые поверхности ровный слой высокотемпературного клея К-400 с наполнителем (нитрат бора).
Склеиваемые поверхности прижимают механическим зажимом 4 с усилием 0,5 кг/мм2 и сушат 4 ч при (80±6)°С, затем механические зажимы снимают и сердечники подвергают термической обработке при температуре (360-460)°С в течение 10-60 мин.
Сердечники, изготовленные предлагаемым способом, выдерживают перегрузки до 20 д, вибрации и удары в широком диапазоне и имитацию длительного хранения, что указывает на высокую прочность конструкции, а в сердечниках со сварным креплением концов ленты в процессе и после испытаний наблюдается разрушение сварного соединения (в двух случаях из 10).
Использование предлагаемого способа изготовления тороидального сердечника с
ю о о ел
со
закреплением концов ленты из аморфного магнитомягкого материала высокотемпературным клеем по сравнению с существующими способами позволяет существенно повысить надежность конструкции, исключить случаи отбраковки сердечников.
Предлагаемый способ изготовления сердечников технологичен, он состоит из нескольких простых операций, что позволяет автоматизировать процесс изготовления сердечников. Кроме того, способ крепления концов высокотемпературным клеем, толщина слоя которого не превышает 10-20 мкм, по сравнению с прототипом уменьшает размер сердечника, что в целом приводит к уменьше ию габаритов радиоэлектронной аппаратуры, в которой применено значительное количество таких сердечников.
Формула изобретения
Способ изготовления тороидального сердечника из лент аморфных магнитомягких сплавов, согласно которому навивают сердечник из ленты, закрепляют концы ленты и термообрабатывают сердечник, отличающийся тем, что, с целью повышения надежности путем увеличения механической прочности и уменьшения габаритов, на концы ленты наносят высокотемпературный клей, фиксируют склеиваемые участки механическим фиксатором, предварительно просушивают
сердечники по режимам полимеризации клея, удаляют механический фиксатор и при термообработке производят окончательную сушку сердечника.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАНАРНОГО ТРАНСФОРМАТОРА НА ОСНОВЕ МНОГОСЛОЙНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2007 |
|
RU2345510C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТНОГО СЕРДЕЧНИКА | 2009 |
|
RU2410787C1 |
| Способ изготовления кольцевых катушек | 1982 |
|
SU1030868A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕРДЕЧНИКОВ МАГНИТНЫХ ГОЛОВОК | 1995 |
|
RU2110853C1 |
| СПОСОБ ОБРАБОТКИ МАГНИТОПРОВОДА | 2012 |
|
RU2510661C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| Способ построения планарного трансформатора | 2019 |
|
RU2718592C1 |
| Способ изготовления многодорожечных магнитных головок | 1990 |
|
SU1780099A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОПРОВОДОВ | 1994 |
|
RU2079915C1 |
| Двухканальный пропорционально-дифференциальный феррозонд | 2023 |
|
RU2817510C1 |
Использование: для изготовления трансформаторов малой мощности радиоэлектронной аппаратуры. Сущность изобре- тения: концы ленты сердечника из аморфного магнитомягкого сплава, подлежащих склеиванию и соответствующие им участки ленты на втором и предпоследнем витках, к которым приклеивают концы ленты, подготавливают перед нанесением клея. После чего наносят ровный слой клея, прижимают склеиваемые поверхности механическим зажимом и предварительно сушат. Затем снимают зажимы и подвергают сердечники термической обработке. 2 ил.
Фиг. 7
/
Фиг.2
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| Заявка ПНР №261654, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
