усердечмики, причем направление наиболькгей длины пластин совмеш.ают с направлением проката листовой заготовки.
Недос й ком прототипа является проА5йпль.ный магн лтомягкого зтериалп огран1 чивающий характеристик;/ головок нз высоких частотах, и операц /1й соединения пластмн в пакет,, осущесталяе сЯ 06ЫЧНЫ1У СКЛ8ИВЭН;/19М, КОТОрОв ДЛЯ
з.орфиых магнитных сплазоз является не ЯДсЖНЫМ.
Целью изобретения является повыше;1мя KEH-ecTFia изготооления магнитных голЗаг за смет (лучшения частотны к xasidKrepucTi/iK и увеличения проч -юсти соэдинe-i л профильмьХ лласт/ н полусерд Ч -:w::Ob е пакетах между соРой.
Укагамная цель достигается тем, что в списобй нзготовлешля многодорожечнь-х х;; гнитнь ; головок, при котором осуществ ляОТ заку/м.ъш отжиг листовых ззготовок, промзводят хим1 ческое травление пластин попного V, усеченного профг ля, на5ирс1ют пзкеть пластин с орм8нтац1 ей по устйноПО--МЫМ OTBepcTi/iflWi, склеивают пластмнь; -О,; дазленгие;--, удаляют перемычки и намаь ваюто5мптх /1 на полученнь е полусердеч::: гDiiHo;-. мяпрзз вние нзи-болылай j; . пластк- ссзмещэют с иaпDaвлeн;:ie :ч)п;:-атз rUii-TOriOM ззготсзки. гфедзаритель:--j истовые ЗагООВ1С; ИЗОТЗВЛИВЙЮТ Ис
;/;-;г,фного мэтэриалз, х мическо8 тразлеH f .cvijieT-nnfiso дчухстороипим для плас ,- ; скпозиьзх стверст У f/ii-iycsax по перимзтру, соосно соответст/;уюш,мм отперст«ям в других пластинах г., после намотки ( устз}г5влиаают полусердечники в пазы полукорпусов -i закрзпляют L/ix, производят обработку полученных пслублоков путей снятия припусксБ со стороны оабочзй поверхности и плоскостей стыка полублоков до удаления
VПOMЯ-;v ЫX СКЗОЗНЫХ OTBGOCTill/i.
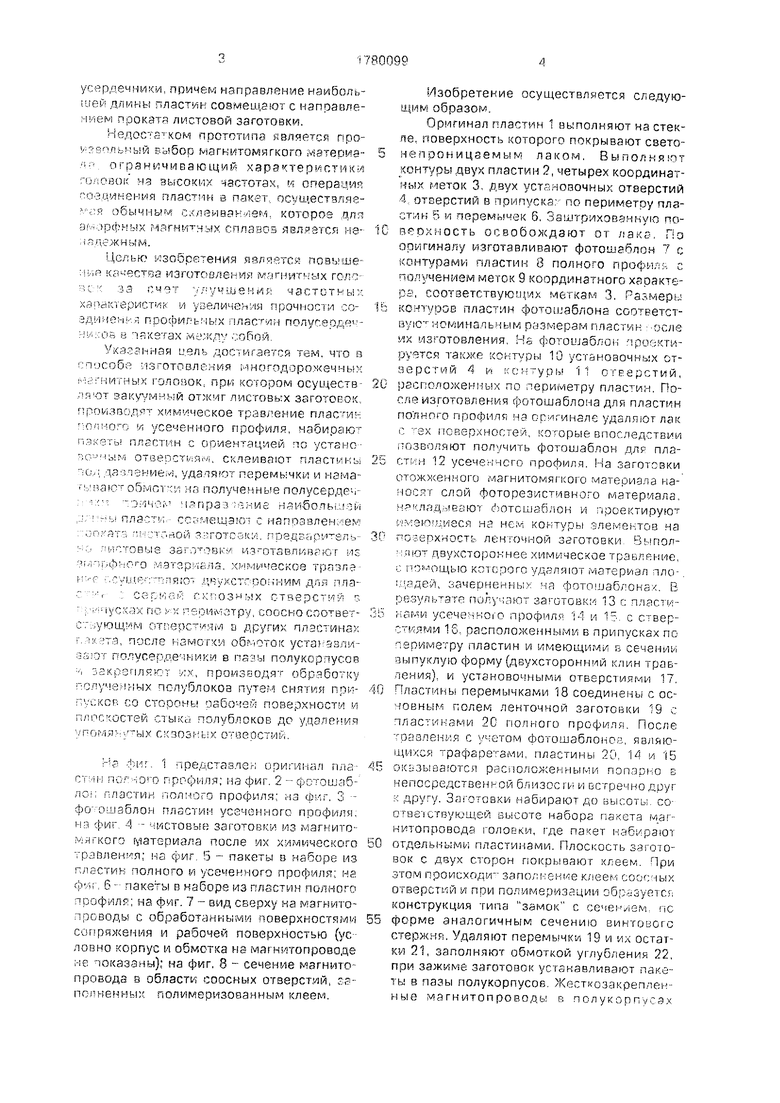
фиг, 1 представле/-; оригигшл пла стин nor-iorn профиля; на фиг. 2 - фотошабло1; пластин полного профиля; из фиг, 3 - Фо ошзблон плзстин усеченного профиля, на фиг 4 -- чистовые заготов -;и IAS. магнитог-ыгкого гу1атериала после их хя ического трзвления; из фиг. 5 - пакеты в наборе из пластик полного м усеченного профиля.: на фиг, 6 - пакеты в наборе из плзстин полного профиля; на фмг. 7 - вид сверху на магнитопроводы с обработанными повер/хностями сопрйх ения и рабочей поверхностью (ус ловно корпус и обмотка на магнитопроводе не показаны); на фиг. 8 - сеценше мзгнитопроБода 8 области соосных отзерстмй, saпо.пнеины; ; полимеризованным клеем.
Изобретение осуществляется следующий образом.
Оригинал пластин 1 выполняют на стек.пе, поверхность которого покрывают светон€троницаемы | лаком. Выполкйют конг/ры двух пластин 2, четырех координатных меток 3, двух устзиовочных отверстий 4, отверстий в припуска.- по периметру плзстин 5 и перемычек 6. Заштрихованную по0 вер;чность освобождают от .паке. По оригиналу изготавливают фотошаблон 7 с контурами пластин 8 полного прафил;-. с получением меток 9 координатного характера, соотзетствую1. Ы1еткам 3. Размеры
Ь контуров пластин фотошаблона соответствую номиналь. размерам пластин их изготовления. На фотошаблон проектируется также контуры 10 установочных отаерстйй 4 (Л KCHTyohf 11 отЕерстий,
С ргсположеиных по периметру пластин. После изготовления фотошаблона для пластин полного профиля на оригинале удаляют лак с ех поверхностей, которые впоследств1ли позво.пяют получить фотошаблон для пла5 сткн 12 усеченного профил.я. На заготовки отожженного гиагнитомягкого материала наносят слой фоторезистивного материала. н :лад;- вают Аотсшаблон и проектирую .1л;ЭЮ.ииеся на нем контуры элементов на
Р позерхность ленточной заготовки Выпол;.яют двухстороннее химическое травление, с помощью котсфого удаляют материал пло-. , зачерненных на фото иаблонах. В результате получают заготовк; 13 с: пластинами усеченного профиля 14 и 15. с стверС 1ями 16, расположенными в припусках по периметру пластин л имеющими в сечении выпуклую форму (двухсторонний клин травления), и установочными отверстиями 17.
0 Пластины перемычками 18 соединены с основным полем ленточной заготовки 19 с пласт1;н зми 20 полного профиля. После тразле1- 14я с учетом фотошаблонов, являющихся трафаретами, пластины 20. 14 и 15
5 оказываются расположенными попарно в непссредствен.ной близости и остречно друг ;; другу. Заготовки набирают до высоты, соствечствующей высоте набора пакета м агн.- топровода голоеки, где пакет н.эбирзют
0 отдельными пластинами. Плоскость заготовок с двух сторон покрывают клеем. При .этом происходи заполнение клеем соосных отверстий bt при полимеризации образуетсг; конструкция типа замок с сечением. пс
5 форме аналогичным сечению винтового стержни. Удаляют перемычка 19 и их остатки 21, заполняют обмоткой углубления 22. при зажиме заготовок устанавливают пакеты в пазы полукорпусоб. Жесткозакреплеиные магнитопроводы в полукорпусэх
обрабатывают алмазным инструментом по плоскостям 23 сопряжения. Напыляют немагнитную прокладку рабочего зазорз 24. Соединяют полуобоймы. Обрабатываю г рабочую поверхность 25. При обработке плоскостей 23 сопряжения и рабочей поверхности 25 удаляют отверстия, расположенные в припусках вдоль этих поверхностей.
Заявляемое решение по сравнению с прототипом обеспечивает повышение качества изготовления магнитных головок за счет у/гучшения частотных характеристик и увеличения прочности соединения профильных пластин полусердечников в пакетах между собой. Положительный эффект достигается за счет использования аморфных магнитных сплавов - материалов с высоким электрическим сопротивлением и выполнения скрепляющих отверстийв припусках по периметру профильных пластин. При склеивании пластин в пакеты происходит заполнение soi S S м с о о с н ы X скрепляющих отверстий с образованием в ходе его полимеризации конструкции типа замка, аналогичной в сечении сечению винтового стержня. Клеевые за.мки упрочняют изготавливаемое изделие, предотвращ.е1я расслоение (распушение) пластин магнитопронодов npi, дальнейшей обработке. Последующее удаление отверстий, расположенных вдоль рабочей позерхности и поверхностей сопряжения полублоков, обеспечивает сохранение магнитного сопротивления магнитной цепи. Удаление производят после жесткого закрепления ч.з/
. /
стей магнитопроводов в полукорпусах, при этом вероятность расслоения пластин невелика.
Формула изобретения Способ изготовления многодорожечных магнитных головок, при котором осуществляют вакуумный отжиг листовых заготовок магнитомягкого материала, производят химическое травление пластин полного и усеченного профиля, набирают пакет пластин с ориентацией по установочным отверстиям, склеивают пластины под давлением, удаляют перемычки и наматывают обмотки на полученные полусердечники, причем направлемие наибольшей длины пластин совмещают с направлением проката листовой заготовки, отличающийся тем, что, с целью повышения качества изготовления магнитных головок за счет улучшения частотных характеристик и увеличения прочности соединения профильных пластин полусердечников в пакетах между собой, предварительно листовые заготовки изготавливают из аморф-ного материала, химическое травление осуществляют двухсторонним для пластин с серией сквозных отверстий в припусках по их периметру, соосно соответствующим отверстиям в других пластинах пакета, после намотки обмоток устанавливают полусердечники в пазы полукорпусов t: .закрепляют их,производят обработку полученных пояублоков путем снятия припусков со стороны рабочей поверхности и плоскостей стыка полублоков до удаления упомянутых сквозных отверстий.
а/а./
e/f«
if, f-,
IT 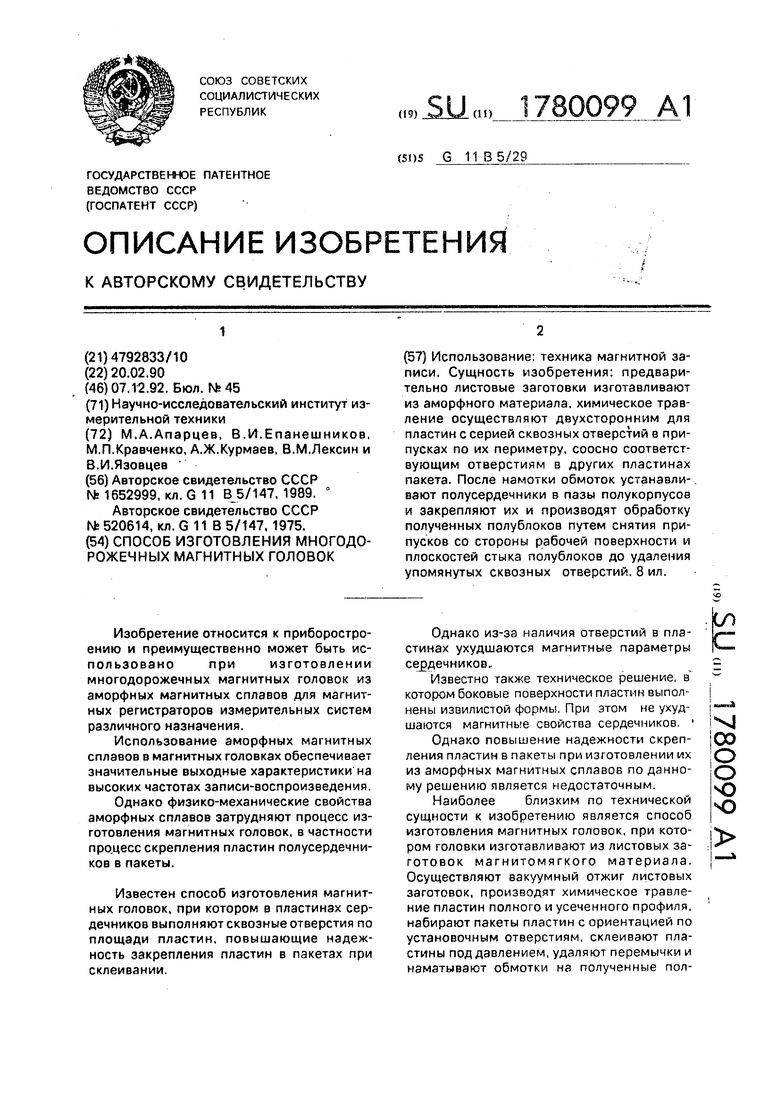

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многодорожечных головок | 1975 |
|
SU520614A1 |
| МНОГОДОРОЖЕЧНЫЙ БЛОК МАГНИТНЫХ ГОЛОВОК | 1996 |
|
RU2108628C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| Способ изготовления полусердечников для магнитных головок | 1976 |
|
SU610163A1 |
| Способ изготовления блока магнитных головок | 1975 |
|
SU516095A1 |
| МНОГОДОРОЖЕЧНЫЙ БЛОК МАГНИТНЫХ ГОЛОВОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2046400C1 |
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| Способ изготовления блока магнитных головок | 1976 |
|
SU575682A1 |
| Способ изготовления блока магнитных головок | 1980 |
|
SU932539A1 |
| Многодорожечный блок магнитных головок | 1982 |
|
SU1049963A1 |

Использование: техника магнитной записи. Сущность изобретения: предварительно листовые заготовки изготавливают из аморфного материала, химическое травление осуществляют двухсторонним для пластин с серией сквозных отверстий в припусках по их периметру, соосно соответствующим отверстиям в других пластинах пакета. После намотки обмоток устанавливают полусердечники в пазы полукорпусоа и закрепляют их и производят обработку полученных полублоков путем снятия припусков со стороны рабочей поверхности и плоскостей стыка полублоков до удаления упомянутых сквозных отверстий. 8 ил.Изобретение относится к приборостроению и преимущественно может быть использовано при изготовлении многодорожечных магнитных головок из аморфных магнитных сплавов для магнитных регистраторов измерительных систем различного назначения.Использование аморфных магнитных сплавов в магнитных головках обеспечивает значительные выходные характеристики на высоких частотах записи-воспроизведения.Однако физико-механические свойства аморфных сплавов затрудняют процесс изготовления магнитных головок, в частности про.цесс скрепления пластин полусердечников в пакеты.Известен способ изготовления магнитных головок, при котором в пластинах сердечников выполняют сквозные отверстия по площади пластин, повышающие надежность закрепления пластин в пакетах при склеивании.Однако из-за наличия отверстий в пластинах ухудшаются магнитные параметры сердечников.Известно также техническое решение, в" котором боковые поверхности пластин выполнены извилистой формы. При этом не ухудшаются магнитные свойства сердечников. 'Однако повышение надежности скрепления пластин в пакеты при изготовлении их из аморфных магнитных сплавов по данному решению является недостаточным.Наиболее близким по технической сущности к изобретению является способ изготовления магнитных головок, при котором головки изготавливают из листовых заготовок магнитомягкого материала. Осуществляют вакуумный отжиг листовых заготовок, производят химическое травление пластин полного и усеченного профиля. набирают пакеты пластин с ориентацией по установочным отверстиям, склеивают пластины под давлением, удаляют перемычки и наматывают обмотки на полученные пол-(Лс^00о о ю о
| Сердечник для магнитной головки | 1989 |
|
SU1652999A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Способ изготовления многодорожечных головок | 1975 |
|
SU520614A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
