Изобретение относится к технологии изготовления планарных шаговых электродвигателей (ПШЭ) и может быть использовано в электротехнической промышленности при изготовлении статоров ПШЭ.
Цель изобретения улучшение качества сборных элементов путем повышения точности сопряжения зубцов по границам стыков при сборке.
Цель достигается тем, что по способу изготовления элементов сборных статоров ПШЭ осуществляют механическую размерную обработку граней элементов и формирование зубцов на поверхности, перед формированием зубцов производят предварительную механическую размерную обработку граней, а после формирования зубцов осуществляют базирование и магнитную ориентацию элемента по зубцам на установке с формирователем магнитных потоков и на указанном устройстве производят окончательную механическую размерную обработку граней элементов.
Базирование элементов по магнитной топологии заранее сформированной зубцовой поверхности позволяет вести обработки относительно групп зубцов, входящих в магнитное зацепление и расположенных в центральной части заготовок. В этом случае при обработке, например при шлифовании, известно, сколько необходимо снять металла с граней, так как есть возможность, контролировать отклонение по шагу зубцов.
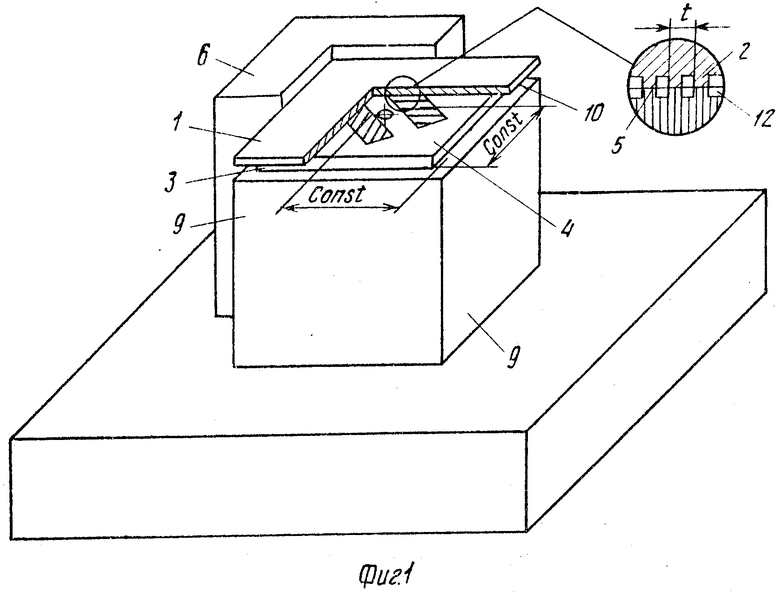
На фиг. 1 показана схема базирования элемента на устройстве; на фиг.2 схема обработки граней элемента, разрез; на фиг.3 устройство осуществления способа для линейных размеров элементов; на фиг.4 устройство осуществления способа для угловых размеров элементов с зафиксированным элементом; на фиг.5 устройство осуществления способа для модульных статоров.
Способ изготовления элементов сборных статоров ПШЭ осуществляется следующим образом.
Производят предварительную механическую размерную обработку граней заготовок унифицированных элементов 1, оставляя гарантированный припуск на окончательную обработку граней. Далее по существующей технологии на элементах формируют зубцы 2. Последующие приемы производят с помощью устройства, в корпусе 3 которого на рабочей поверхности 4 расположена растровая магнитная топология формирователя магнитных потоков, выполненная в виде зубцов 5, ширина и шаг которых соответствует ширине и шагу зубцов 2 на элементах. Для предварительной ориентации устройство базируют в упор, например в призму 6, и на рабочую поверхность кладут зубцовой поверхностью элемент до упора в призму. Затем устройство включают, например, вручную поворотом диска 7 в положение, при котором магнитный поток получает возможность замкнуться через элемент статора. Далее под элемент подают сжатый воздух через средства 8, вмонтированные в корпус устройства (трубопроводы не показаны), при этом элемент "всплывает" на стабильной воздушной подушке. В этом случае благодаря идентичности растровой магнитной топологии устройства и зубцовой поверхности элемента происходит базирование последнего по магнитной топологии зубцов. Когда элемент сбазируется, подачу сжатого воздуха постепенно отключают и элемент притягивается, т.е. фиксируется на устройстве.
В магнитном зацеплении находятся группы зубцов, в каждой из которых есть своя усредненная магнитная ось. В устройстве размеры от базовых поверхностей 9 корпуса до усредненно сбазированных взаимосвязанных групп зубцов есть величины постоянные (const) и зафиксированные в паспорте, поэтому, измеряя расстояния от базовых поверхностей до граней 10 элемента, определяют величину припуска. Устройство с зафиксированным элементом устанавливают на плиту плоскошлифовального станка и, зная величину припуска на каждой грани, производят окончательную механическую обработку граней элемента.
Предлагаемый способ изготовления элементов сборных статоров позволяет значительно повысить точность сопряжения зубцов по граням стыков при сборке.
Другой целью изобретения является создание устройства для осуществления способа изготовления элементов сборных статоров ПШЭ.
Широко известны магнитные приспособления, используемые в металообработке (см. Верников А.Я. Магнитные и электромагнитные приспособления в металлообработке. М. Машиностроение, 1984). Такие приспособления выполняются в виде магнитных или электромагнитных плит, содержащих основание с расположенными на нем магнитопроводами. Деталь устанавливается на рабочей поверхности плиты, фиксируется магнитным потоком и обрабатывается, например, шлифуется. Однако такие изделия как элементы сборного статора ПШЭ, у которых требуется обработать стыкуемые грани в заданный высокоточный размер и где необходимо выдержать взаимное расположение зубцов по отношению к граням, сохраняя при этом периодичность зубцового шага, невозможно обработать на указанных плитах.
Наиболее близким по технической сущности к изобретению является устройство для стыковки статоров линейных шаговых двигателей, которое содержит плиту с формирователями магнитных потоков для магнитной фиксации элементов статоров по зубцам. Магнитная система каждого из формирователей представляет собой U-образный магнитопровод с электрическими катушками на полюсах, при этом магнитопровод разделен постоянным магнитом на две части. В устройстве предусмотрена подвижность для ввода и вывода постоянных магнитов из магнитопроводов. Принцип действия магнитной системы состоит в параллельной работе постоянных магнитов и электромагнитов, при этом рабочий магнитный поток представляет собой сумму магнитных потоков, обусловленных постоянными магнитами и электромагнитами. Однако эксплуатационные характеристики известного устройства ограничены ввиду использования только электропостоянной магнитной системы.
Целью изобретения является улучшение эксплутационных характеристик устройства для изготовления элементов сборных статоров ПШЭ.
С этой целью в устройстве, содержащем корпус, внутри которого размещен формирователь магнитных потоков для магнитной фиксации элементов, включающий магнитную систему с магнитопроводом, на котором установлены электрические катушки, формирователь магнитных потоков снабжен механизмом для перевода магнитной системы из электропостоянной в электромагнитную, постоянномагнитную и механически разомкнутую. Механизм выполнен в виде диска из немагнитного материала с окнами, в которых закреплены постоянный магнит и магнитопровод с сечением, равным сечению магнитопровода магнитной системы, который выполнен из двух частей, образующих полюса, установленных с зазором, при этом диск смонтирован на оси с возможностью вращения в зазоре между полюсами.
Такое конструктивное решение позволяет реализовать универсальность, которая сочетает основные преимущества устройства с постоянными магнитами и электромагнитами.
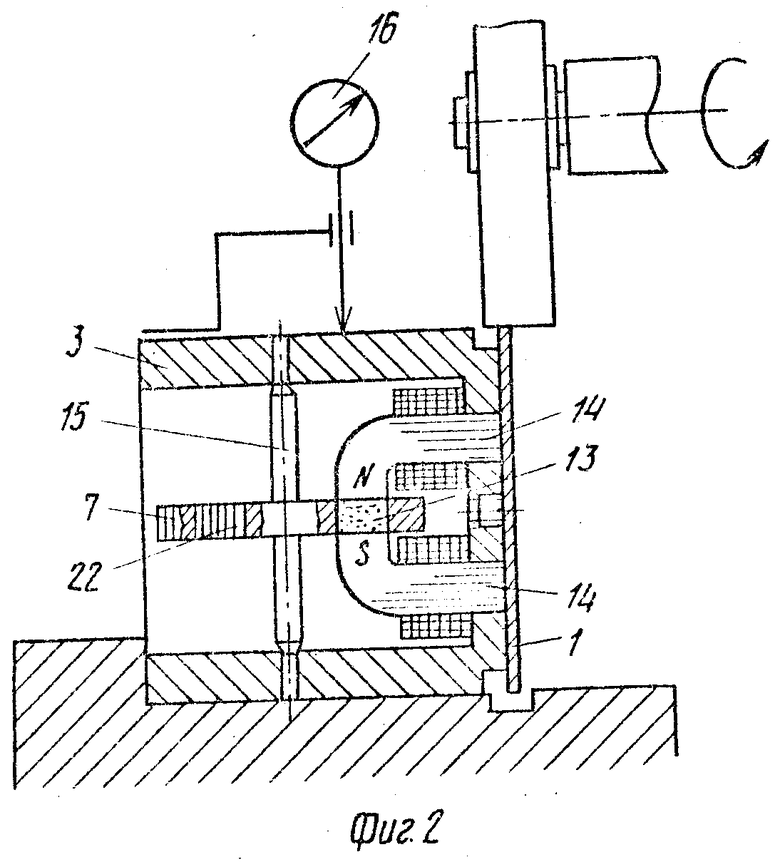
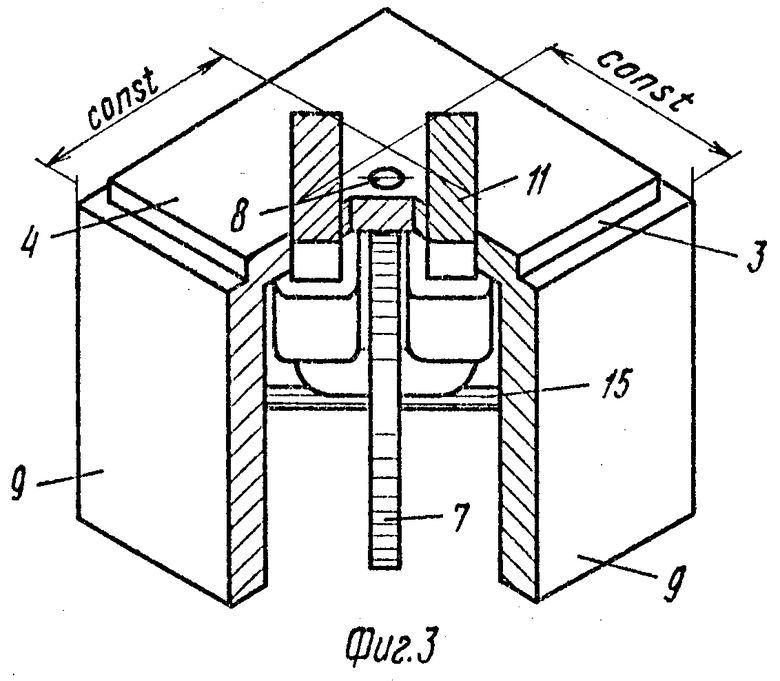
П р и м е р 1 выполнения устройства. Устройство для размерной обработки граней элементов сборных статоров с линейным шагом зубцовой поверхности содержит прямоугольный корпус 3 с базовыми поверхностями 9. В торце корпуса на рабочей поверхности 4 под углом 45о к базовым поверхностям смонтирован магнитопровод 11 U-образной формы, он разрезан на две части с образованием зазора между полюсами. На полюсах магнитопровода расположенных на рабочей поверхности 4, канавки, выполненные под углом к оси симметрии магнитопровода и заполненные немагнитным материалом 12, образуют зубцы 5 с шагом, равным шагу зубцов на сборных элементах 1. Гpуппа зубцов на одном полюсе выполнена под прямым углом к группе зубцов на другом полюсе, причем зубцы одного полюса параллельны только двум параллельным базовым поверхностям, а зубцы другого только двум другим. Это условие позволяет ориентировать элемент с совмещенными координатами Х и Y. Расстояние от базовых поверхностей до усредненных групп зубцов на каждом полюсе величины постоянные (const).
Формирователь магнитных потоков снабжен механизмом для перевода магнитной системы из электропостоянной в электромагнитную, постоянномагнитную и механически разомкнутую. Механизм содержит немагнитный диск 7 с окнами, в которых закреплены постоянный магнит 13 и магнитопровод 22, сечение которых равно сечению магнитопровода 11. В этом случае источником магнитной энергии может быть как постоянный магнит 13, так и два электромагнита 14, образованные двумя частями магнитопровода и смонтированными на них катушками. Для этого диск 7 закреплен на оси 15 с возможностью вращения в зазоре между полюсами.
В центре рабочей поверхности 4 устройства предусмотрены средства 8 для подачи сжатого воздуха (трубопроводы не показаны).
Устройство работает следующим образом.
Поворотом диска 7 выводят из магнитопровода постоянный магнит 13. Устройство базируют на прецизионной технологической плите в упор, например в призму 6. Элемент 1 статора кладут зубцовой поверхностью на рабочую поверхность 4 до упора в призму и поворотом диска обратно вводят постоянный магнит в магнитопровод. Затем открывают подачу сжатого воздуха под элемент, который "всплывает" на стабильной воздушной подушке. В воздушном зазоре между полюсами и элементом статора формируется дискретное магнитное поле, энергия которого дает возможность базировать элемент 1 относительно полюсов формирователя по идентичной зубцовой поверхности. Элемент занимает устойчивое положение, когда совпадают среднефизические магнитные оси группы зубцов элемента и полюсов. В этом положении магнитная энергия достигает своего наибольшего значения. Далее плавно прекращают подачу сжатого воздуха и элемент фиксируется на устройстве.
После базирования и фиксации элемента устройство устанавливают на плиту плоскошлифовального станка, фиксируют и производят обработку граней, поочередно поворачивая устройство на соответствующие граням базовые поверхности 9. Величина съема металла с граней контролируется от базовой поверхности с помощью индикатора 16. Так производят обработку элементов сборных статоров с линейным шагом зубцов.
П р и м е р 2 выполнения устройства. Для размерной обработки элементов сборных статоров с угловым шагом устройство содержит корпус 17 с базовыми поверхностями 18. С торца корпус точно соответствует контуру элемента и выполнен в виде трапеции, центральный угол αу которой равен центральному углу αэ элемента и кратен угловому шагу зубцовой поверхности статора. В средней части торца смонтирован магнитопровод, у которого большие стороны полюсов параллельны основаниям трапеции. На полюсах симметрично оси симметрии центрального угла трапеции, но с противоположной вершиной центрального угла сформирована зубцовая поверхность 19 с угловым шагом, идентичным угловому шагу на элементах статора. Это требование обусловлено тем, что грань элемента должна обрабатываться параллельно плите плоскошлифовального станка. В этом случае индикатор выставляется по концевым мерам, расчетный размер которых позволяет обрабатывать элемент в требуемый для сборки угловой размер. Работа устройства аналогична вышеописанным способам.
П р и м е р 3 выполнения устройства. Устройство для размерной обработки элементов сборных статоров можно применить и для изготовления модулей крупноформатных статоров. Для этого случая устройство выполнено в виде прямоугольной плиты 20 с базовыми поверхностями 21. На рабочей поверхности расположены полюса нескольких формирователей магнитных потоков. Зубцы на полюсах выполнены параллельно боковым базовым поверхностям, а расстояния от средних магнитных осей симметрии групп зубцов на каждых полюсах до базовых поверхностей есть величины постоянные. Обработка граней модуля ведется по вышеизложенной последовательности приемов.
Использование устройства при производстве сборных статоров ПШЭ позволяет значительно повысить точность обработки элементов, снизить их трудоемкость изготовления, а также дает возможность автоматизировать прецизионную металлообрабатывающую операцию.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СТЫКОВКИ ПЛАСТИН СБОРНЫХ СТАТОРОВ ПЛАНАРНЫХ ШАГОВЫХ ЭЛЕКТРОДВИГАТЕЛЕЙ | 1991 |
|
RU2108650C1 |
| Устройство для стыковки статоров линейных шаговых двигателей | 1982 |
|
SU1181067A1 |
| Устройство для стыковки статоров линейных шаговых двигателей | 1987 |
|
SU1728932A1 |
| СИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ | 1999 |
|
RU2145460C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО МАГНИТОПРОВОДА ТОРЦОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1997 |
|
RU2142191C1 |
| Синхронный редукторный электродвигатель | 1989 |
|
SU1713077A1 |
| УСТРОЙСТВО ЭЛЕКТРОМАГНИТНОЙ РАЗГРУЗКИ РАДИАЛЬНЫХ ОПОР | 2007 |
|
RU2357121C1 |
| УСТРОЙСТВО ЭЛЕКТРОМАГНИТНОЙ РАЗГРУЗКИ РАДИАЛЬНЫХ ПОДШИПНИКОВ | 2001 |
|
RU2207455C2 |
| ВЕНТИЛЬНО-ИНДУКТОРНАЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА | 2014 |
|
RU2571955C1 |
| ШАГОВЫЙ ЭЛЕКТРОДВИГАТЕЛЬ | 2006 |
|
RU2321144C1 |


Использование: для изготовления статоров шаговых электродвигателей с повышением точности сопряжения зубцов по границам стыков при сборке. Сущность изобретения: заготовки унифицированных элементов механически обрабатывают, оставляя припуск на окончательную обработку. Формируют зубцы. Последующие операции осуществляют на устройстве, в корпусе которого на рабочей поверхности расположена растровая магнитная топология формирователя магнитных потоков, выполненная в виде зубцов, ширина и шаг которых соответствует ширине и шагу зубцов на элементах. На рабочую поверхность кладут зубцовой поверхностью элемент до упора в призму. Формируют магнитный поток, который имеет возможность замыкаться через элемент статора. С помощью сжатого воздуха получают "всплытие" элемента на воздушной подушке. Благодаря идентичности растровой магнитной топологии устройства и зубцовой поверхности элемента происходит базирование последнего по магнитной топологии зубцов. После прекращения подачи сжатого воздуха базируется на устройстве. Устройство с зафиксированным элементом устанавливают на плиту станка и производят окончательную механическую обработку граней элемента. 2 с.п. ф-лы, 5 ил.
| Авторское свидетельство СССР N 1461336, кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
