111
Изобретение относится к технологическому оборудованию изготовления электрических машин и может быть использовано в электротехнической промышленности. Впервые используется для стыковки статоров.
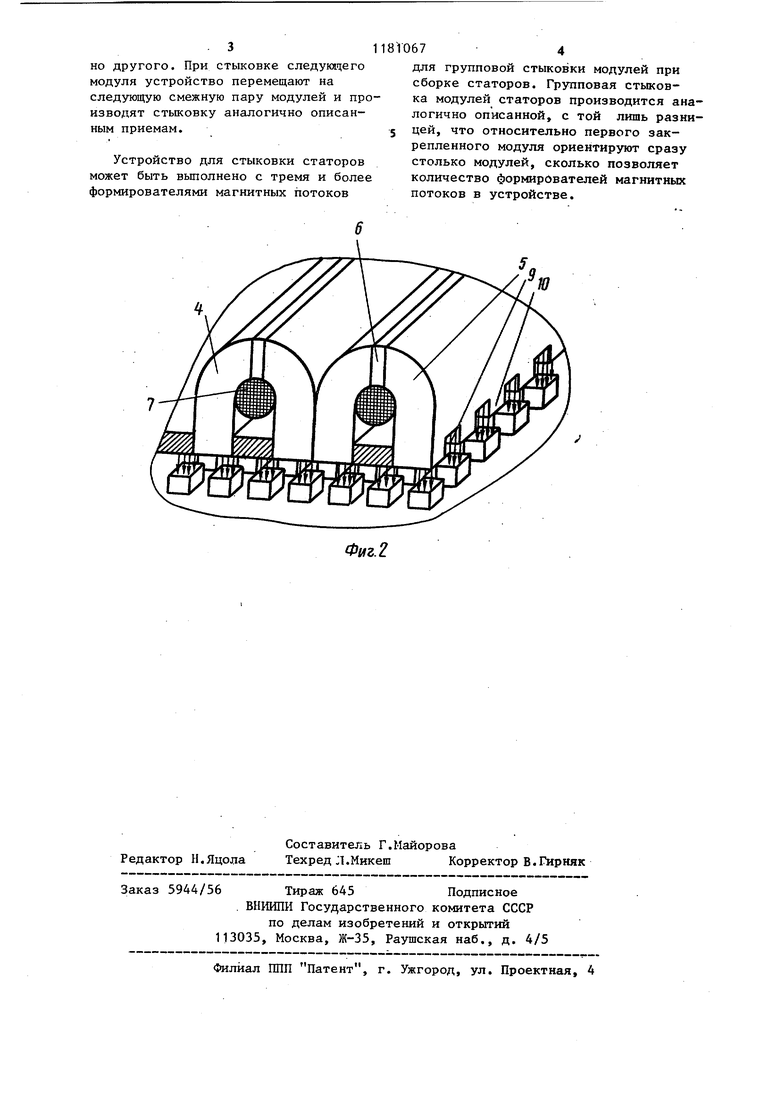
На фиг. 1 изображен общий вид устройства для стыковки статоров линейных шаговых двигателей; на фиг.2 формирователь магнитных потоков.
Устройство содержит по крайней мере два формирователя 1 и 2 магнитных потоков, соединенных между собой упругими пластинами 3. Последние совместно с формирователями 1 и 2 образуют параллелограммный шарнир ABCD. Каждый формирователь содержит несколько электромагнитов 4, магнитопроводы 5 которых вьшолнены из двух частей, разделенных постоянными магнитами 6. Обмотки 7 позволяют либо уменьшить магнитный поток в магнитопроводах 5, либо его увеличить. Для создания воздушной подушки между контактируемыми (соприкасающимися) поверхностями устройства и статора 8 в формирователях 1 и 2 предусмотрены соответствующие средства для подачи сжатого воздуха (не показаны). На полюсных поверхнос тях магнитопроводов 5 выполнены канавки 9, заполненные магнитным материалом. Эти канавки образуют зубцы 10 на. полюсах магнитопроводов. Шаг зубцов на магнитопроводах точно соответствует шагу зубцов на рабочих поверхностях статоров. Взаимное расположение формирователей магнитных потоков таково, что расстояние QT любой группы зубцов 10 одного формирователя до любой группы зубцов другого фор 4ирователя точно кратно шагу их расположения на статоре 8.
Конструкция сборного статора состоит из несущей плиты 11, к которой модули статора в процессе сборки крепят винтами 12.
Устройство для стыковки статоров линейных шаговых двигателей работает следукшщм образом.
Собираемые модули статора 8 устанавливают на плиту 11. Первый модуль жестко крепится к плите винтами 12. К первому модулю приставляют второй модуль таким образом, чтобы зубцы второго модуля стали продолжением зубцов первого модуля по визуальной оценке. Устройство для стыковки нак72
ладывают на модули статора так, чтобы один формирователь полностью находился примерно по центру закрепленного модуля статора 8, другой - п центру приставленного модуля.
Перед установкой устройства на модули статора 8 в формирователи 1 и 2 подают,сжатый воздух, а обмотки 7 электромагнитов 4 запитывают током такого направления, чтобы магнитный поток электромагнита 4 максимально компенсировал поток постоянного магнита 6. Это необходимо для того, чтобы в процессе установки устрой:ства на модули статора не произвести механического повреждения зубцовых поверхностей на формирователях и статоре.
После установки устройства на модули статора на обмотках 7 формирователя 2 меняют направление тока, при этом магнитные потоки постоянного магнита и электромагнита суммируются и за счет большой плотности этого потока происходит фиксация зубцов на полюсах электромагнитов с зубцами на модуле статора. Затем прекращают подачу воздуха в формирователь 2, и последний магнитнь1ми силми надежно соединяется с модулем. Далее,, под приставленньй модуль статора подают сжатьш воздзос, модуль всплывает над плитой 11, после чего в обмотках формирователя 1 также меняют направление тока, и формирователь 1 аналогично формирователю 2 фиксируется по зубцовой структуре закрепленного модуля статора. Б процессе этой фиксации приставной модуль занимает такое положение, что его зубцовая топология геометрически точно совмещается с топологией закрепленного модуля. По прекращению подачи сжатого воздуха в формирователь 1 и под приставной модуль, последний винтовым соединением крепится на плите.
Съем устройства со статора для стыковки следующего модуля осуществляют после подачи сжатого воздуха в формирователи 1 и 2 и обратной коммутации тока в обмоаках электромагнитов .
Параллелограммный шарнир ABCD слулсит для компенсаций равновысотности стыкуемых модулей, так как обеспечивает плоскопараллельное смещение формирователей 1 и 2 один относитель31
но другого. При стыковке следукяцего модуля устройство перемещают на следующую смежную пару модулей и производят стыковку аналогично описанным приемам.
Устройство для стыковки статоров может быть выполнено с тремя и более формирователями магнитных потоков
8V0674
для групповой стыковки модулей при сборке статоров. Групповая стыковка модулей статоров производится аналогично описанной, с той лишь разницей, что относительно первого закрепленного модуля ориентируют сразу столько модулей, сколько позволяет количество формирователей магнитных потоков в устройстве.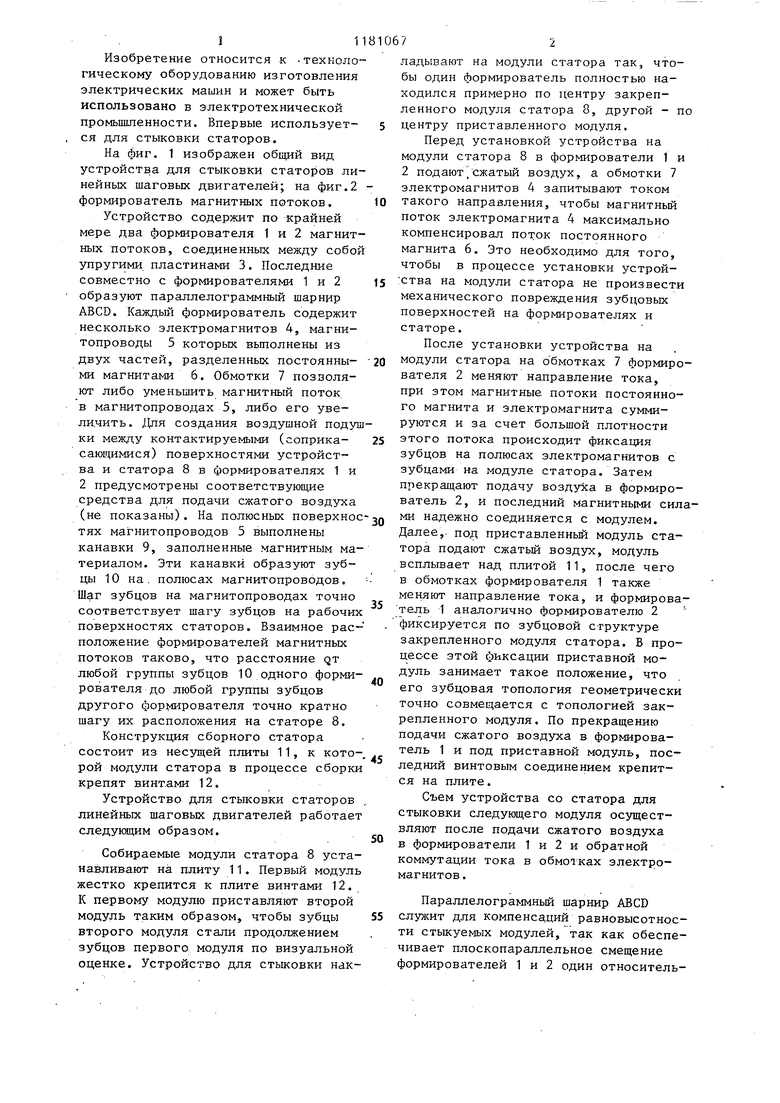
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для стыковки статоров линейных шаговых двигателей | 1987 |
|
SU1728932A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ СБОРНЫХ СТАТОРОВ ПЛАНАРНЫХ ШАГОВЫХ ЭЛЕКТРОДВИГАТЕЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
SU1833705A3 |
| УСТРОЙСТВО ДЛЯ СТЫКОВКИ ПЛАСТИН СБОРНЫХ СТАТОРОВ ПЛАНАРНЫХ ШАГОВЫХ ЭЛЕКТРОДВИГАТЕЛЕЙ | 1991 |
|
RU2108650C1 |
| Аналитический стереофотограмметрический прибор | 1984 |
|
SU1195187A1 |
| ЛИНЕЙНЫЙ ШАГОВЫЙ ЭЛЕКТРОДВИГАТЕЛЬ | 2008 |
|
RU2366066C1 |
| Шаговый электродвигатель | 1983 |
|
SU1310963A1 |
| Реверсивный шаговый электродвигатель | 1977 |
|
SU746829A1 |
| Шаговый электродвигатель | 1985 |
|
SU1427514A1 |
| ТОРЦЕВАЯ ИНДУКТОРНАЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА ОДНОФАЗНОГО ТОКА | 1990 |
|
RU2024163C1 |
| Линейный шаговый электродвигатель | 1986 |
|
SU1374361A1 |
1. УСТРОПСТВО ДНЯ СТЫКОВКИ СТАТОРОВ ШНЕЙНЫХ ШАГОВЫХ ДВИГАТЕЛЕЙ, характеризующеес я тем, что содержит по крайней мере два связанных между собой подвижно в вертикальной плоскости формирователя магнитных потоков, каждый из которых содержит электромагнит, магнитопровод которого выпол т нен из двух частей, разделенных постоянным магнитом, при этом на полюсах магнитопровода выполнены зубцы, шаг и ширина которых соответствуют шагу и ширине зубцов статора. 2.Устройство по п. 1, X а р а ктеризующееся тем, что формирователи магнитных потоков связаны между собой шарнирно. 3.Устройство по п. 1, X а-р а ктеризующееся тем, что формирователи магнитных потоков связаны между собой через пластины из эластичного материала. эо 0д ч ///////