Изобретение относится к абразивной обработке и может быть использовано для полирования оптических деталей и других изделий из стекла.
Известна подложка полировального инструмента, содержащая двуокись циркония, сульфат циркония основной, поливинилбутираль и хлорид натрия.
Недостатком известной подложки является низкая производительность процесса полирования, что обусловлено проскальзыванием подложки по полируемой поверхности, что приводит к сокращению полезной работы оборудования, а увеличение скорости вращения инструмента свыше 700 об/мин приводит к размягчению подложки, вследствие чего снижается точность и чистота обработки
Наиболее близким по технической сущности к заявляемому является состав для подложки полировального инструмента для оптических деталей, включающий эпоксидную смолу, двуокись циркония, сульфат циркония основной, хлорид калия при следующем соотношении компонентов, мас.%: Отвержденная эпоксидная диановая смола 50-60 Двуокись циркония 2-10 Сульфат циркония основной8-10
Хлорид калия Остальное Недостатком этого известного состава является низкая производительность процесса полирования и низкая стабильность формообразования. Низкая производительность вызвана недос00
OJ
сл
ю ю
таточными фрикционными свойствами по подложки ввиду отсутствия наполнителей, обладающих высокими фрикционными свойствами, позволяющих механически удалять с обрабатываемой поверхности разрушенный слой стекла, обнажая материковый (глубинное) стекло для последующей абразивной обработки. Низкая производительность объясняется использованием только лишь механического диспергирования поверхностного слоя стекла абразивным наполнителем без включения в процесс полирования химического влияния на разложение поверхностного слоя стекла при ускорении этих химических процессов при помощи, фрикционных наполнителей
Целью изобретения является повышение производительности процесса полирования за счет усиления сцепления состава полировальной подложки с полируемой поверхностью, а также обеспечение стабильности формообразования
Поставленная цель достигается тем, что состав для подложки полировального инструмента, содержащий в. качестве реагента хлорид калия, в качестве связующего эпоксидную смолу, а также абразив содержит в качестве активизирующего порообразующего вещества хлористый аммоний и в качестве наполнителя частицы фрикционного материала, например пробки, при следующем соотношении компонентов, мае.: Отвержденная эпоксидная диановая смола 60-65 Хлорид калия10-Н
Абразив11-15
Частицы фрикционно-
го наполнителя 5-10 Хлористый аммоний В качестве абразива в составе для подложки могут применяться полирит, двуокись церия, основной сульфат циркония, двуокись цирконияо Частицы фрикционного материала введены в качестве наполнителя для улучшения сцепления подложки с полируемой поверхностью В предлагаемой подложке зерна абразива и частицы фрикционного материала прочно закреплены в твердом связующем, исключающем их взаимное перемещение,, За счет высокой фрикционной способности этих частиц в зоне полировки повышается температура в приповерхностном слое стекла, что i способствует интенсификации процесса полирования за счет пластической деформации поверхностного слоя с одновременным удалением коллоидной
пленки с поверхности стекла,, Кроме того хлорид калия при высокой температуре интенсивно растворяет поверхностный слой стекла„ Хлористый аммоний, образуя поры в подложке в
Q процессе ее формования, усиливает свойства фрикционных частиц, тем самым дает возможность получить микроячеистую структуру подложки с последующим закреплением в ячейках час§ ти абразива, совершающих работу по съему стекла.
Заявляемый состав для подложки полировального инструмента отличается от известного введением новых
0 компонентов, а именно хлористого аммония и .частиц фрикционного материала о
Применение в известных составах некоторых известных веществ, напри5 мер хлористого аммония в сочетании с другими компонентами не обеспечивает составам такие свойства, которые они проявляют в заявляемом решении, а именно повышение производи0 тельности процесса полирования и
обеспечение стабильности формообразования и, как следствие возможность автоматизации процесса полирования. Таким образом данный состав компое нентов придает подложке полировального инструмента новые свойства.,
I
П р и м е р. Компоненты состава
полировальной подложки: эпоксидную диановую смолу ГОСТ 10587-78, хлорид калия ГОСТ ), оксид церия, частицы фрикционного материала (крошка пробки) в процессе подготовки обезвоживают путем просушки в термошкафу типа СМОЛ при температуре 30°С в течение 2 ч„ Частицы фрикционного материала (в примере крошка пробки) просеивают через сито с размером ячейки, зависящим от требований по изготовлению детали с точностью по цвету с При изготовлении более точных по цвету деталей используют частицы фрикционного материала меньшего размера с некоторым снижением интенсивности съема стек- ла, а для менее точных по цвету деталей используют частицы с большим размером для интенсификации съема стекла.
0
5
0
Компоненты: частицы фрикционного материала, хлорид калия, хлористый аммоний и оксид церия смешивают, в смесителе типа пьяная бочка в тече- ние 2 Чо
Указанный смеситель представляет собой цилиндрический сосуд из металла, в торцевых частях которого с эксцентриситетом установлены оси, кото- рые прикрепляются к вращающему механизму (электродвигателю)о При вращении цилиндр совершает очень сложную кривую. Вместе со смешиваемыми компонентами закладывают металлические шары, которые, перемещаясь внутри вращающегося цилиндра, способствуют равномерному перемешиванию компонентов с различным удельным весом
Затем берут необходимое весовре количество эпоксидной диановоЙ смолы ЭД-20 (ГОСТ 10587-8 0 с отвёрлите- лем полиэтиленполиамином (ТУ 6-02- -59 f-85) и вводят смесь компонентов в эпоксидную смолу Перемешивают смесь до получения однородной вязкой консистенции и помещают ее на корпус предварительно обезжиренного полировальника, затем пуансоном формуют необходимый радиус подложки путем его прижима„ Пуансон оставляют до отверждения композиции около 2k часов Затем пуансон отделяют и дополнительной обработкой поверхности подложки алмазным правильником получают тре- буемую точность формы поверхности изготовленной полировальной подложки
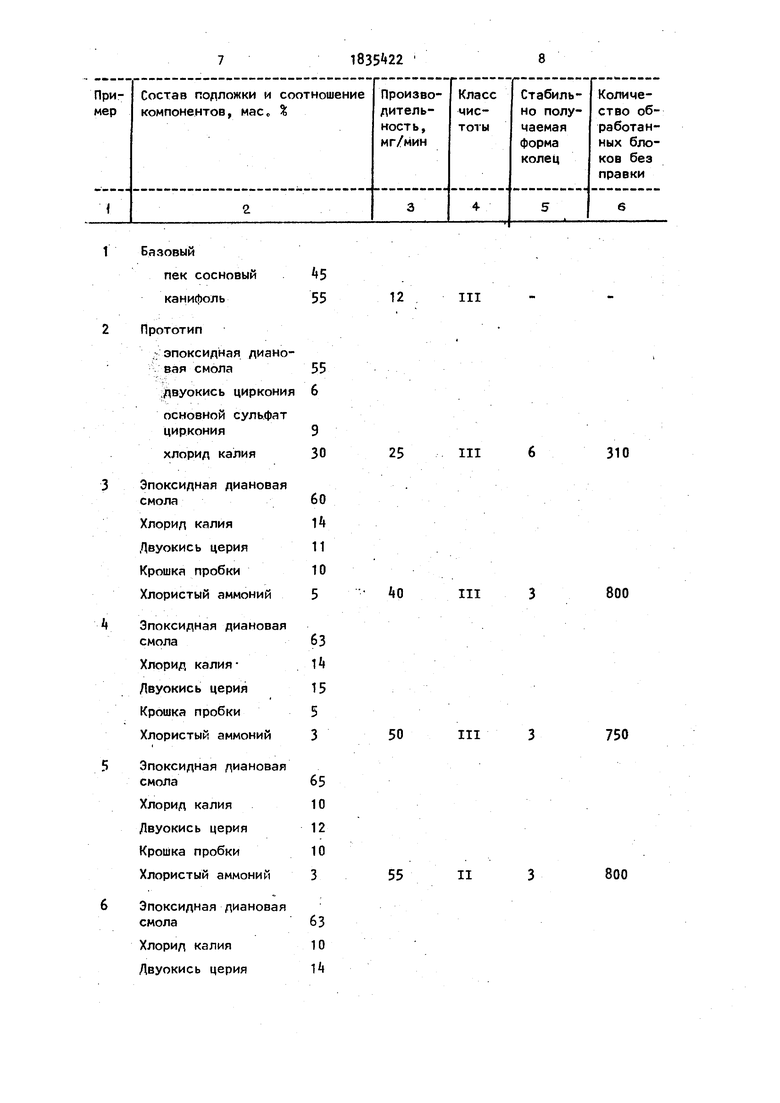
Для экспериментальной проверки заявляемого состава были подготовлены пять смесей ингредиентов, представ- ленные в таблице
Экспериментальные данные показывают, что предлагаемый состав для подложки полировального инструмента позволяет по сравнению с прототипом обес лечить точность стабильно получаемой формы, повысить на класс чистоту получаемых поверхностей, тем самым существенно расширить область применения полировальников с заявляемой подлож- кой.
За базовый объект берется пеко-ка- нифольный состав по РТМ 3-72-70 Смолы наклеечные и полировочные при обработке оптических деталей, содержащий пек сосновый ТУ 13-360-77 и канифоль сосновую марки А ГОСТ 19113- 73, наиболее широко распространенный в оптико-механической промышленности„ По сравнению с ним предлагаемая подложка полировального инструмента позволяет в 8 раз повысить производительность процесса полирования с учетом времени, требуемого на получение чистоты и формы Кроме того, исполь зование предложенной подложки позволяет использовать повышенные режимы обработки (до 180 м/мин), исключить расход дефицитных природных материалов таких, как канифоль и древесный пек„
I
Использование предлагаемого состава подложки полировального инструмента дает также возможность автоматизировать процесс полирования оптических деталей в связи с многократной повторяемостью стабильно получаемой формы. Производительность процесса полирования повышается в среднем на 20%.
Формула изобретения
Состав для подложки полировального инструмента, содержащий отвержденную эпоксидную диановую смолу, хлорид калия и абразив, отличающая- с я тем, что, с целью повышения производительности процесса полирования и стабильности формообразования, он дополнительно содержит крошку пробки, и хлористый аммоний при следующем соотношении компонентов, масД: Отвержденная эпоксидная диановая
смола60-65
Хлорид калия10-14
Абразив11-15
Крошка пробки5-Ю
Хлористый аммоний 3-5 „
Базовый
пек сосновый45
канифоль55
Прототип
/эпоксидная диановая смола55
Двуокись циркония6
основной сульфат
циркония9
хлорид калия30
Эпоксидная диановая
смола60
Хлорид калия14
Двуокись церия11
Крошка пробки10
Хлористый аммоний5
Эпоксидная диановая
смола63
Хлорид калия1 4
Двуокись церия15
Крошка пробки5
Хлористый аммоний3
Эпоксидная плановая
смола6 5
Хлорид калия10
Двуокись церия12
Крошка пробкиЮ
Хлористый аммоний3
Эпоксидная диановая
смола63
Хлорид калия10
Двуокись церия14
12 III
25
III
310
40
III
800
50
III
750
55
II
800
10 Продолжение таблицы

| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИЯ ДЛЯ СВЯЗАННОГО ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА | 2013 |
|
RU2526982C1 |
| Полировальный состав | 1978 |
|
SU794052A1 |
| Полировальный состав | 1984 |
|
SU1240776A1 |
| СОСТАВ ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА СО СВЯЗАННЫМ АБРАЗИВОМ | 2011 |
|
RU2513429C2 |
| МАТЕРИАЛ "НЕОПОЛ" ДЛЯ ИЗГОТОВЛЕНИЯ ТВЕРДОГО ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА | 1992 |
|
RU2069619C1 |
| СОСТАВ И СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА СО СВЯЗАННЫМ АБРАЗИВОМ | 1994 |
|
RU2095229C1 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| Масса для изготовления полировального инструмента | 1984 |
|
SU1263513A1 |
| АБРАЗИВНО-ПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ ПОЛИРОВАЛЬНО-ШЛИФОВАЛЬНОГО ИНСТРУМЕНТА | 1998 |
|
RU2131347C1 |
| Масса для изготовления абразивного инструмента | 1987 |
|
SU1569210A1 |
Сущность изобретения: состав содержит, мас.%: отвержденную эпоксидную диановую смолу 60-65, хлорид калия 10-14, абразив (полирит, двуокись циркония, основной сульфат циркония, двуокись циркония), 11-15, крошку пробки 5-Ю, хлористый аммоний 3-5о В смесителе смешивают крошку пробки, хлорид калия, хлористый аммоний и абразив, затем вводят эпоксидную диановую смолу и отверди- тель полиэтиленполиамин. Массу помещают на корпус предварительно обезжиренного полировальника и формуют необходимый радиус подложки 24 ч. Характеристики: производительность 40-55 мг/мин класс чистоты III, стабильно получаемая форма 3 кольца, количество обработанных блоков без правки 750-800 1 табл„ сл с
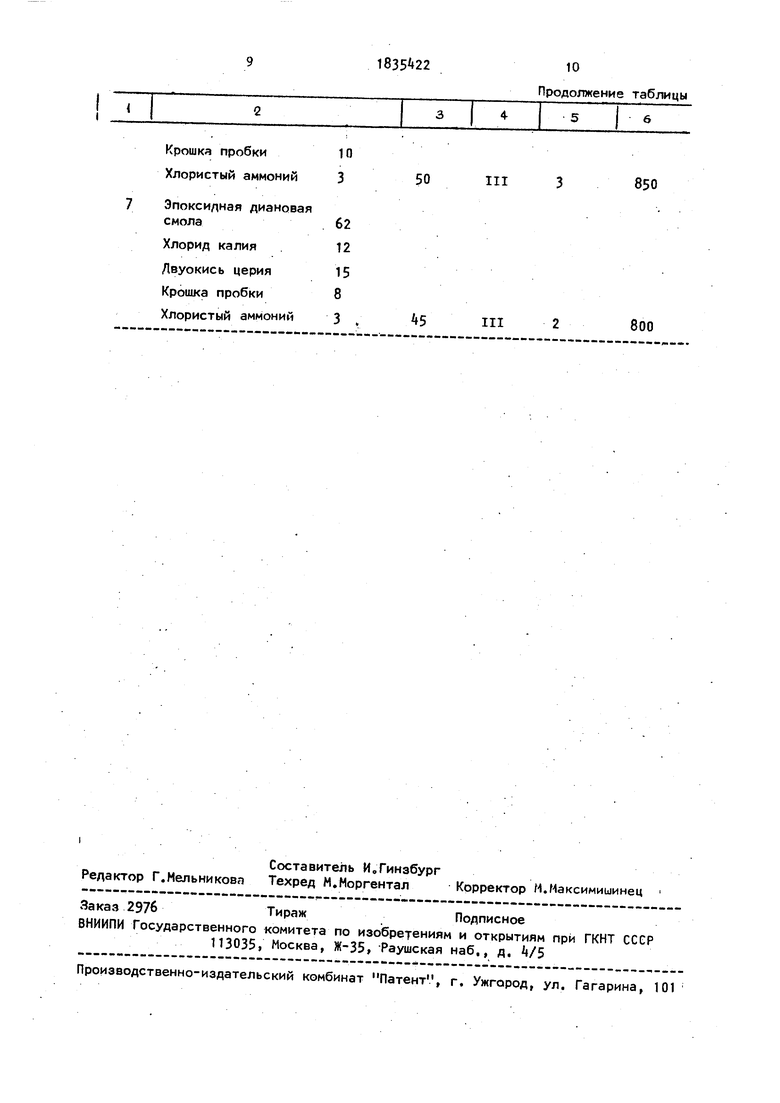
Крошка пробки Хлористый аммоний
Эпоксидная дианов смола
Хлорид калия Двуокись церия Крошка пробки Хлористый аммоний
50
III
850
45
III
800
| Полировальный состав | 1978 |
|
SU692843A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
