Изобретение относится к производству алмазно-абразивного инструмента, предназначенного для полирования стекла, керамики, кварца, корунда и других материалов, применяющихся в оптико-механической, приборостроительной и других областях про.мьшленностн
Целью изобретения является улучшение чистоты обрабатываемой поверхности особенно оптических стекол путем введения в массу инструмента коррозионно-активного вещества, способствукщего обрабатываемости материала и обеспечивающего самозатачиваемость инструмента.
Абразивная масса содержит фенолформальдегидную смолу, абразив и хлористый аммоний при следующем соотнощений компонентов, об,%:
Абразив .59,4-87,2
Хлористый аммоний 0,6-2,8
ФeнoлфopмaJ Iьдвгидная смола . Остальное
Отнощение объема хлористого аммония к объему смолы выбрано в пределах 0,02-0,20.
При взаимодействии обрабатываемой поверхности с поверхностью инструмента происходит дезорганизация и разрыхление тонкой поверхности пленки обрабатываемого стекла. В результате происходит нарушение связи в граничной области между пленкой и основной массой.материала. Ослабленная таким образом пленка механическиудаляется абразивом.
В качестве абразива используются абразивные микро- и субмикропорощок с развитой поверхностью.
Соблюдение соотношения объемов наполнителя и смолы в абразивной массе способствует самозатачиваемости инструмента в процессе обработки за счет разрушения агрегатов, образую- щихся из абразива и смолы в процессе изготовления инструмента.
Пример, Готовят инструмент для полирования стекла, В Качестве абразива используют двуокись церия марки и,еО-А зернистость основной фракции 1/0,
Абразивный инструмент готовят в виде таблеток В 5 мм в количестве 24 шт,, которые наклеивают на сферическую чашку с радиусом ,6 мм, диаметром 50 мм. Инструмент испытывают при полировании блока линз объективов с диаметром 51 мм, радиусом 26,36 мм.
Испытания проводят на щлифовально-полировальном станке 6ВШ-100 М. В процессе обработки усилие прижима инс грумента к детали составляет 60 м, число двойных ходов - 100 дв,х/мин, длина штриха 45 мин, число оборотов шпинделя детали 350 об/мин. Номинальная площадь контакта инструмента с деталью 8,4 см Расход воды 0,28 л/мин.
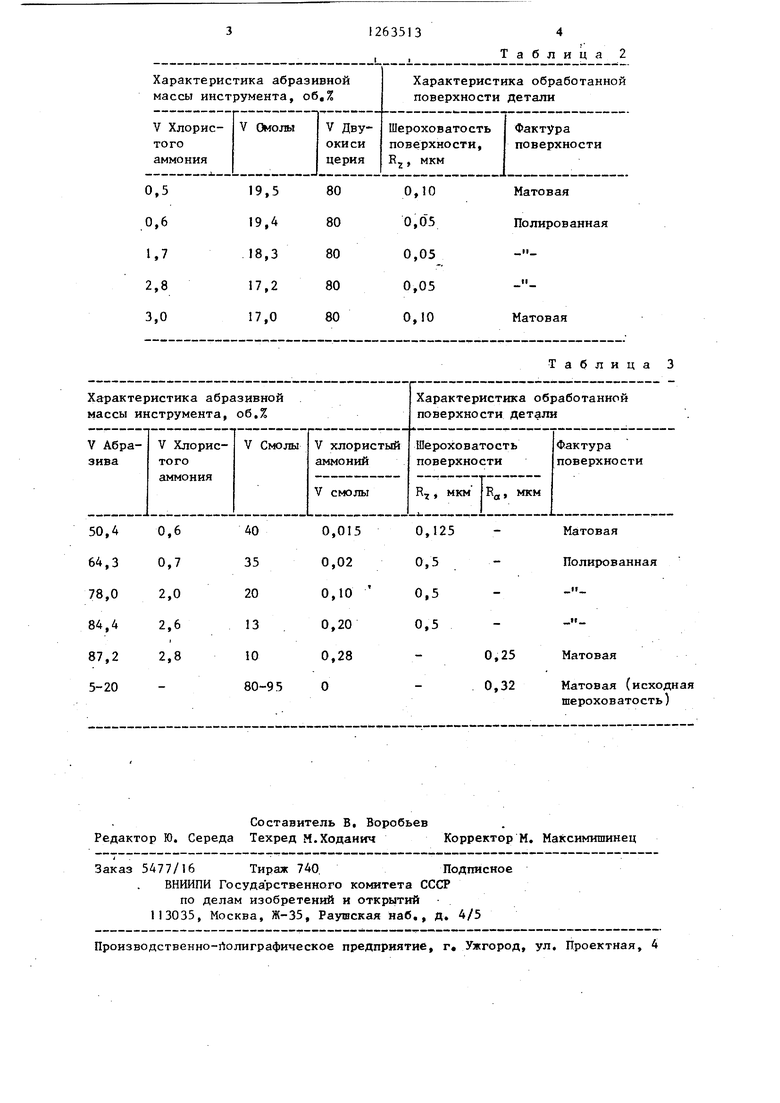
Результаты испытаний представлены в табл, 1-3,
Таким образом инструмент, изготовленный на предложенной массе, обеспечивает высокую чистоту поверхности без рисок и царапин,
t а бл и ц а 1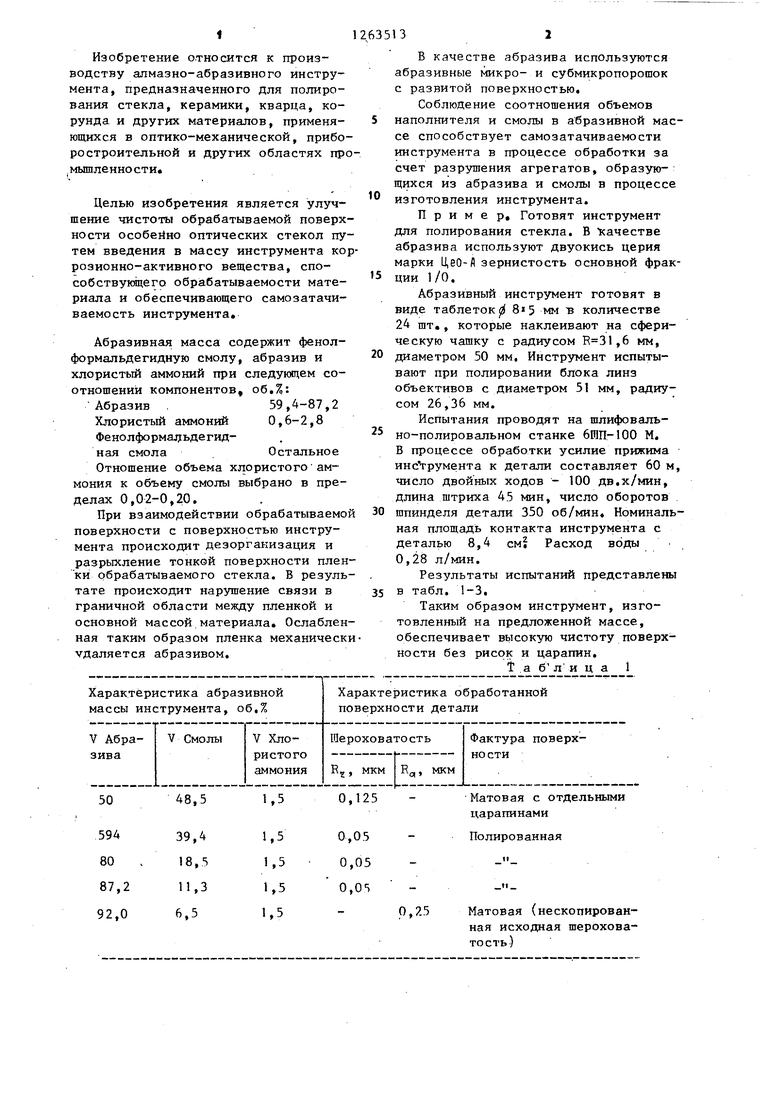
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки массы для абразивного инструмента | 1985 |
|
SU1303391A1 |
| СОСТАВ И СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА СО СВЯЗАННЫМ АБРАЗИВОМ | 1994 |
|
RU2095229C1 |
| Состав для подложки полировального инструмента | 1990 |
|
SU1835422A1 |
| МАТЕРИАЛ "НЕОПОЛ" ДЛЯ ИЗГОТОВЛЕНИЯ ТВЕРДОГО ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА | 1992 |
|
RU2069619C1 |
| Абразивная масса для изготовления полировального инструмента | 1988 |
|
SU1579752A1 |
| Способ изготовления абразивного инструмента | 1989 |
|
SU1705053A1 |
| Абразивная масса | 1975 |
|
SU536953A1 |
| СОСТАВ ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА СО СВЯЗАННЫМ АБРАЗИВОМ | 2011 |
|
RU2513429C2 |
| АБРАЗИВНАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА | 1994 |
|
RU2086394C1 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА, содержащая фенолформальдегидную смолу, абразив и коррозионно-активный наполнитель, отличающаяся тем, что, с целью улучшения качества обработки, в качестве коррознонно-активного наполнителя она содержит хлористый аммоний при следующем соотношении компонентов, об,%: Абразив59,4-87,2 Хлористый аммоний 0,6-2,8 Фенолформальдегидная смола Остальное при этом отношение объема хлористого о « аммония к объему смолы взято в пре(Л делах 0,02-0,20.
0,125
1,5
48,5
0
1,5
0,05 1,3 0,05 1,5 0,05 1,5
Матовая с отдельными царапинами
Полированная
ti
Матовая (нескопированная исходная шероховатость)
Таблица 2
Таблица 3
| Масса для изготовления абразивного инструмента | 1980 |
|
SU946900A1 |
