Известны трубопрокатные станы для производства труб автоматическим способом (автоматстан). Известны также трубопрокатные станы для прокатки труб пильгерным способом (пильгерстан).
В нредложенном трубопрокатном стане можно устанавливать в рабочей клети либо валки автоматстана, либо валки пильгерстана, а на входной и выходной стороне стана - соответствующее вспомогательное оборудование. Устройство позволяет на одном стане осуществлять и автоматический и нильгерный способ производства труб.
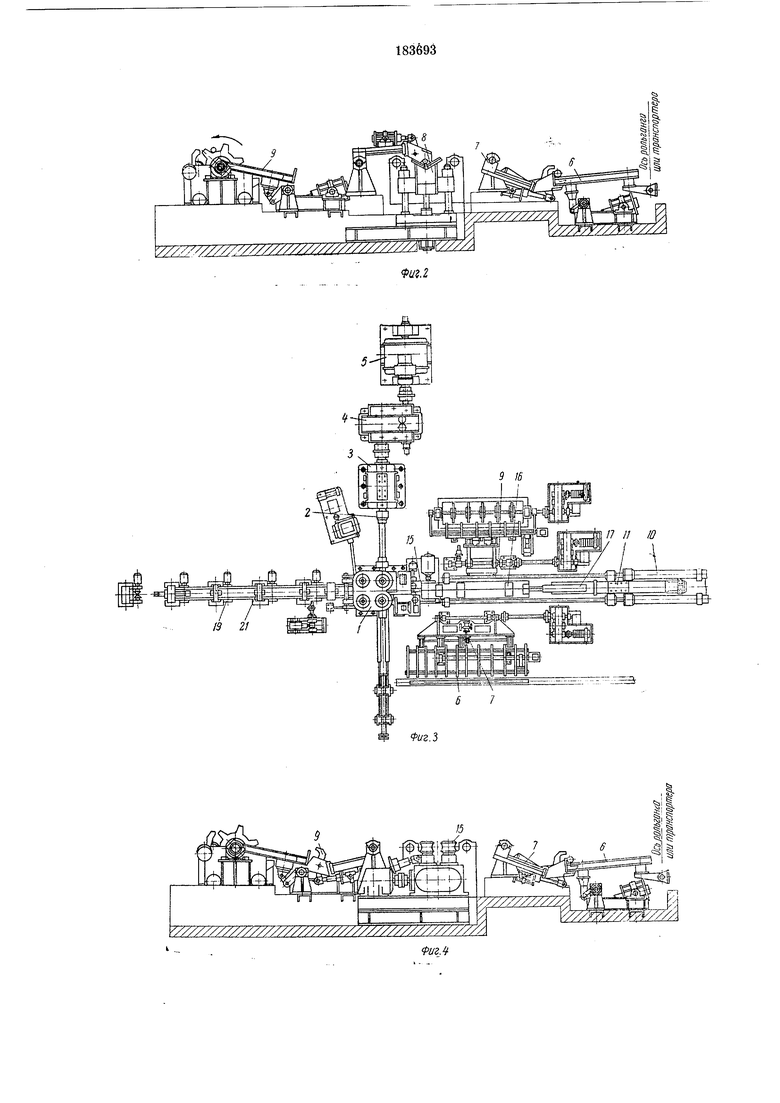
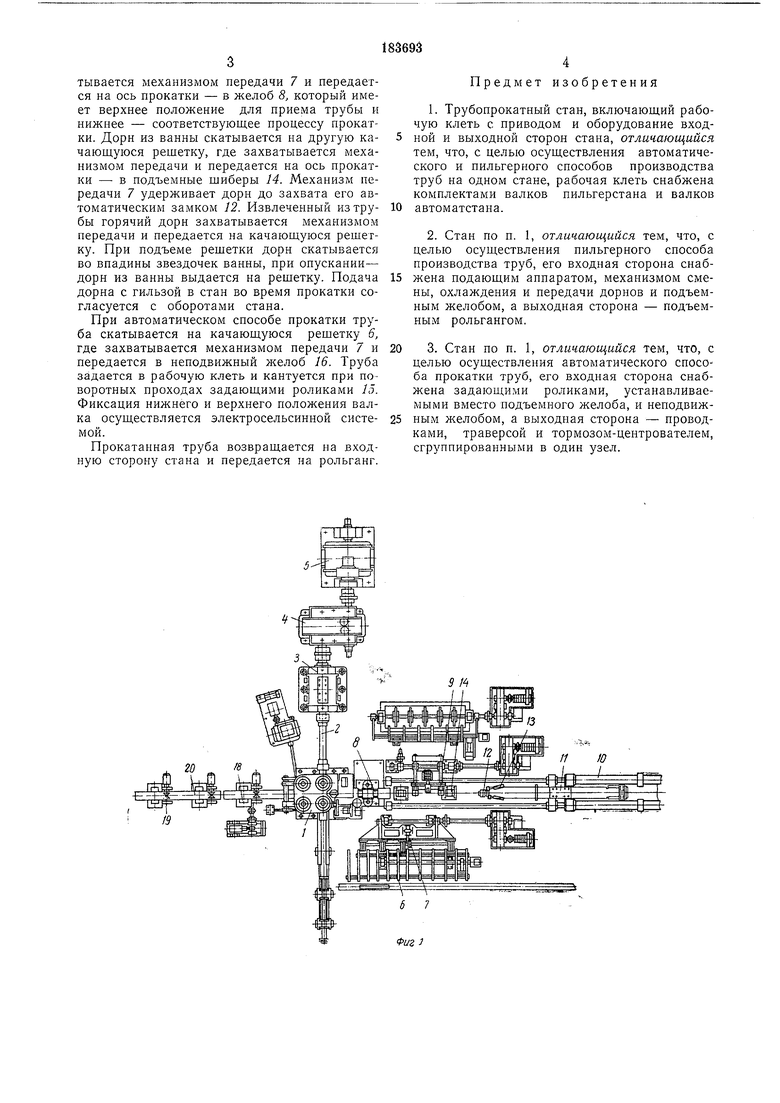
Иа фиг. 1 изображен стан, настроенный на пильгерную прокатку, в плане; на фиг. 2 - то же, в разрезе; на фиг. 3 - стан, настроенный на автоматическую прокатку, в плане; на фиг. 4 - то же, в разрезе.
Стан содержит рабочую клеть /, связанную зубчатыми шпинделями 2 с щестеренной клетью 3, которая через редуктор 4 связана с электродвигателем 5. Телескопическая часть каждого из П1пинделей имеет шлицы с разным числом зубьев, что позволяет настраивать рабочие валки по «О точкам.
Иа нажимных винтах рабочей клети установлен цилиндрический редуктор с малым передаточным числом, который позволяет быстро перемещать верхний рабочий валок и исключить из конструкции рабочей клети клиновый механизм. Нижний рабочий валок установлен в проем клети на салазки через цилиндрические опоры, позволяющие самоустанавливаться подшипникам валка.
Входная сторона стана включает качающуюся решетку 6, механизм передачи 7 трубзаготовок, подъемный желоб 8, механизм 5 смены, охлаждения и передачи дорнов, подающий аппарат W, на каретке 11 которого закреплен автоматический замок 12 с гидроцилиндрами 13. В станине нодающего аппарата установлены подъемные шиберы 14.
При автоматическом способе прокатки вместо подъемного желоба устанавливают задающие ролики 15 (см. фиг. 3) для задачи и каптовки труб. В пазы станины нодающего аппарата устанавливается неподвижный желоб 16, а в желоб каретки - тормозной цилиндр 17 для торможения трубы при подаче ее с выходной стороны на входную.
Выходная сторона стана снабжена стойками 18, на которых крепится подъемный рольганг 19 и желоб 20 при пильгерном способе прокатки труб, или вместо желоба устанавливаются проводки, траверса и тормоз-центрователь, сгруппированные в один узел 21, а рольганг отключается при автоматическом способе.
тывается механизмом передачи 7 и передается на ось прокатки - в желоб 8, который имеет верхнее положение для приема трубы и нижнее - соответствующее процессу прокатки. Дорн из ванны скатывается на другую качающуюся рещетку, где захватывается механизмом передачи и передается на ось прокатки - в подъемные шиберы 14. Механизм передачи 7 удерживает дорн до захвата его автоматическим замком 12. Извлеченный из трубы горячий дорн захватывается механизмом передачи и передается на качающуюся решетку. При подъеме решетки дорн скатывается во впадины звездочек ванны, при опускании- дорн из ванны выдается на решетку. Подача дорна с гильзой в стан во время прокатки согласуется с оборотами стана.
При автоматическом способе прокатки труба скатывается на качающуюся решетку 6, где захватывается механизмом передачи 7 и передается в неподвижный желоб 16. Труба задается в рабочую клеть и кантуется при поворотных проходах задающими роликами /5. Фиксация нижнего и верхнего положения валка осуществляется электросельсинной сметемой.
Прокатанная труба возвращается на входную сторону стана и передается на рольганг.
Предмет изобретения
1.Трубопрокатный стан, включающий рабочую клеть с приводом и оборудование входной и выходной сторон стана, отличающийся тем, что, с целью осуществления автоматического и пильгерного способов производства труб на одном стане, рабочая клеть снабжена комплектами валков пильгерстана и валков автоматстана.
2.Стан по п. 1, отличающийся тем, что, с целью осуществления пильгерного способа производства труб, его входная сторона снабжена подающим аппаратом, механизмом смены, охлаждения и передачи дорнов и подъемным желобом, а выходная сторона - подъемным рольгангом.
3.Стан по п. 1, отличающийся тем, что, с целью осуществления автоматического способа прокатки труб, его входная сторона снабжена задающими роликами, устанавливаемыми вместо подъемного желоба, и неподвижным желобом, а выходная сторона - проводками, траверсой и тормозом-центрователем, сгруппированными в один узел.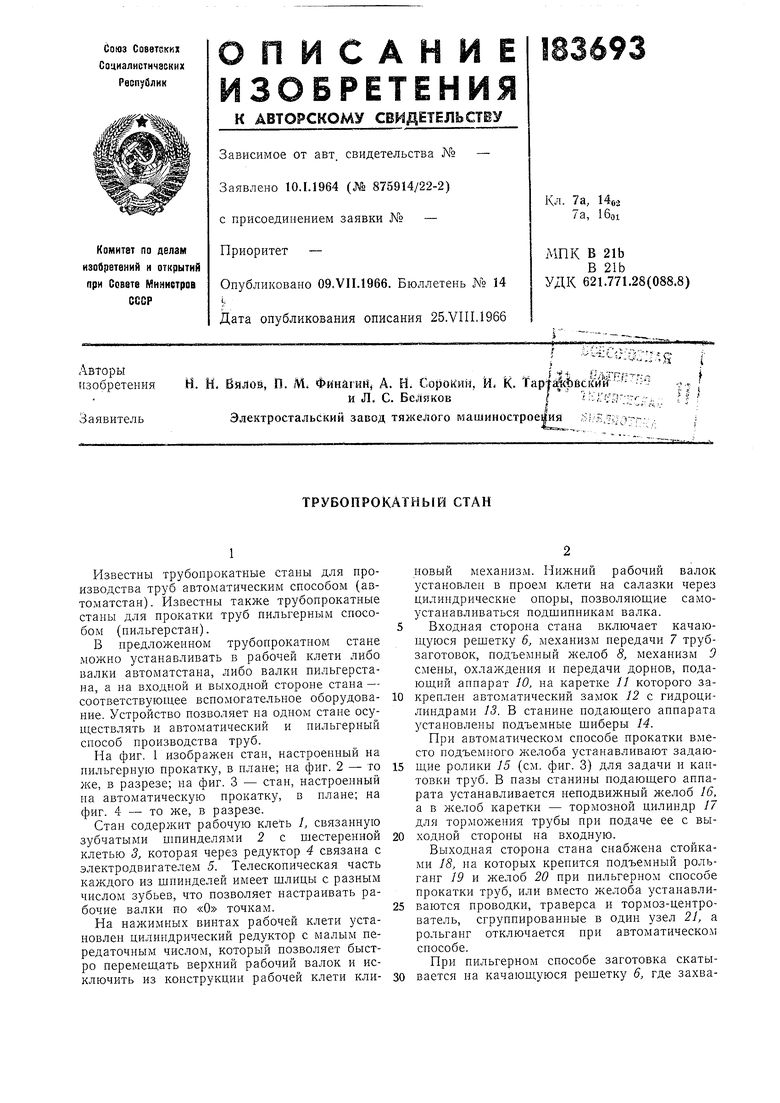
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан поперечно-винтовой прокатки труб | 1977 |
|
SU737034A1 |
| ВАКУУМНЫЙ ПИЛЬГЕРСТАН | 1962 |
|
SU157318A1 |
| СТАН ВИНТОВОЙ ПРОКАТКИ | 2005 |
|
RU2291007C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ | 2009 |
|
RU2400317C1 |
| СТАН ДЛЯ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТРУБ | 1961 |
|
SU147986A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА КОНУСНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2545935C2 |
| Стан пилигримовой прокатки труб | 1985 |
|
SU1303204A1 |
| СПОСОБ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК МАССОЙ ОТ 3 ДО 10 ТОНН В ГИЛЬЗЫ В СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2012 |
|
RU2523402C1 |
| СПОСОБ ПРОИЗВОДСТВА TPV6 НА ТРУБОПРОКАТНОЕ УСТАНОВКЕ с ПИЛБГЕРСТАНАМИ | 1965 |
|
SU169049A1 |
| Способ смены дорна для пильгерной прокатки | 1978 |
|
SU737038A1 |