Известен вакуумный стан для горячей прокатки полос и листов из легкоокисляющихся металлов и сплавов, где нагрев и прокатка осуществляются в вакууме и где в вакуумной камере находятся только обрабатываемый металл, прокатные валки и детали, непосредственно с ним соприкасающиеся.
Известны также различные способы прокатки труб из легкоокисляющихся металлов и сплавов, например в специальных рубашках из углеродистой стали, применение предохранительных покрытий, смазок и т.д.
Предлагается вакуумный пильгерстан для горячей прокатки труб из тугоплавких легкоокисляющихся металлов и сплавов, отличающийся наличием малой по объему вакуумированной камеры, в которой находятся только изготовляемая труба, прокатный инструмент и детали, непосредственно с ним соприкасающиеся, тогда как все прочие механизмы и конструкции стана размещены вне вакуума. Применение такого пильгерстана, в котором весь технологический процесс, начиная от нагрева заготовки и кончая охлаждением готовой трубы, осуществляется в вакууме и автоматизирован, радикально решает вопросы повышения качества и увеличения производства труб из тонкоплавких и легкоокисляющихся металлов и сплавов.
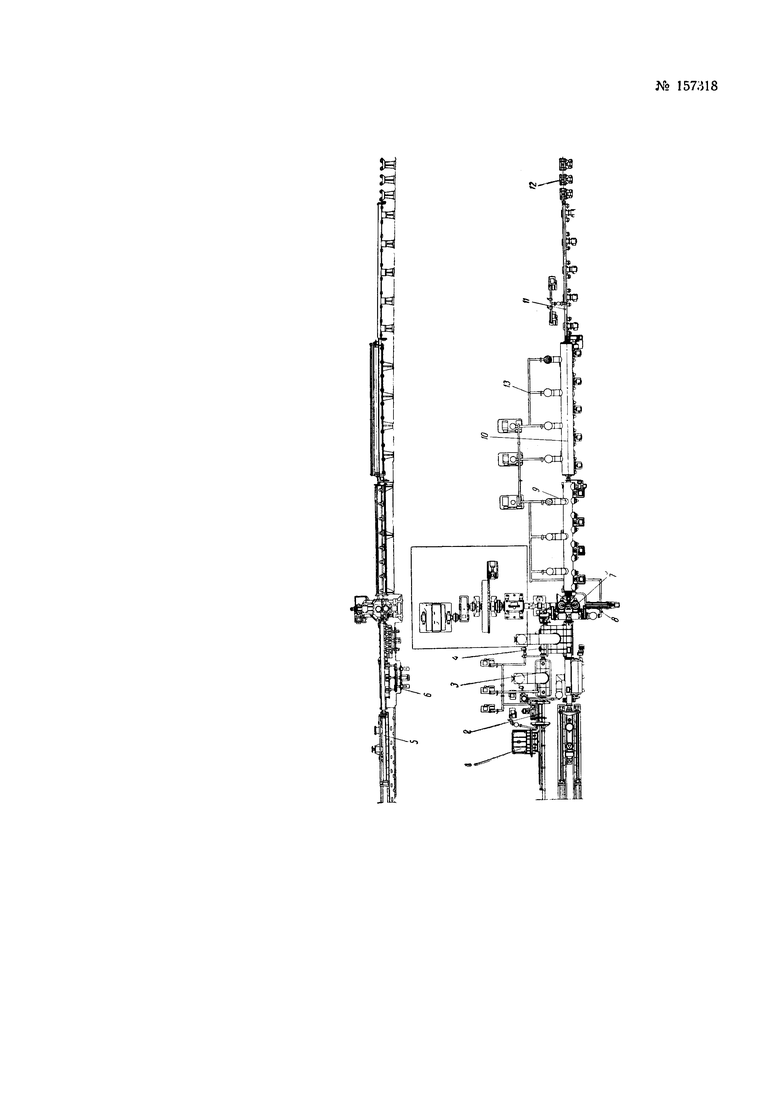
На чертеже изображен вакуумный пильгерстан для горячей прокатки труб из легкоокисляющихся металлов и сплавов.
Стан, предназначенный для получения труб из тугоплавких легкоокисляющихся металлов диаметром 57-89 мм при температуре прокатки 1600-2000°С и остаточном давлении воздуха 10-4 мм рт.ст., включает в себя: загрузочное устройство барабан-накопитель 2, вакуумную печь 3, устройство 4 для подачи заготовок, подающий аппарат 5, устройство 6 для смены и охлаждения дорнов, рабочую клеть 7, устройство 8 для перевалки, отводящий рольганг 9, холодильник 10, форкамеру 11, концевой рольганг 12 и вакуумное оборудование 13.
Приемный стол загрузочного устройства 1 состоит из горизонтального стеллажа; наклоняющегося под тяжестью пакета заготовок, и наклонных направляющих, над которыми установлен регулируемый шибер, пропускающий скатывающиеся в один ряд заготовки. Под действием управляемого упора в приемный желоб скатывается только одна заготовка, откуда она толкателем подается в барабан-накопитель 2, представляющий собой два шлифованных по наружным торцам диска, соединенных четырьмя трубами. К дискам с обеих сторон прилегают прошлифованные неподвижные крышки с отверстиями для задачи в накопитель и выдачи из него заготовки в вакуумную печь 3.
Из желоба заготовка подается в одну из труб накопителя, после чего он поворачивается на 90° и полость его, в которой находится заготовка, соединяется с насосами предварительного вакуума через отверстия в неподвижной крышке.
По достижении вакуума 10-2 мм рт.ст. очередная заготовка заталкивается в накопитель и он снова поворачивается на 90°. Камера с первой заготовкой, повернутая уже на 180°, соединяется с высоким, а вторая заготовка-с предварительным вакуумом. После задачи в накопитель третьей заготовки и поворота его на 90° труба с первой заготовкой, имеющая вакуум 10-4 мм рт.ст. и повернутая на 270°, останавливается против загрузочного окна вакуумной печи 3 и заготовка при помощи толкателя подается в печь. Далее цикл задачи заготовок в накопитель и выдачи их в печь повторяется.
Нагретая в печи заготовка выталкивается на устройство 4 - рольганг, движущийся в вакуумной камере, на котором консольно расположены приемные ролики и имеется наклонная рама, несущая оси звездочек шлеппера и направляющие для заготовок. Зубья цепи шлеппера снимают заготовку с роликов и передают на наклонные направляющие, по которым она скатывается в желоб рабочей клети.
Подающий аппарат 5 содержит гидравлическую буксу для торможения плунжера. На торцовой части каретки укреплена труба, телескопически входящая в камеру устройства 6 для смены и охлаждения дорнов. На переднем конце плунжера имеется дорновый замок, предназначенный для захвата, удержания и освобождения дорна. Устройство для смены и охлаждения дорнов представляет собой вакуумную камеру, в которой находится водоохлаждаемый барабан с ячейками для охлаждения дорнов.
Когда охлажденный дорн захвачен дорновым замком, подающий аппарат 5 двигается вперед и надевает на дорн заготовку, поданную к рабочей клети для прокатки.
Клеть 7 стана (рабочая часть валков и нажимные винты) заключена в вакуумную камеру, в которой размещается и прокатываемая труба.
Готовая труба при помощи отводящего рольганга 9, присоединенного к рабочей клети стана и находящегося под вакуумом, транспортируется в холодильник 10, представляющий собой лопастной водоохлаждаемый барабан, в нижней части которого размещен рольганг. При повороте барабана на одну ячейку горячая труба снимается с роликов рольганга, а остывшая труба при повторном повороте барабана подается на рольганг и транспортируется в форкамеру 11. После этого полость форкамеры отсекается от холодильника клапаном. В форкамере, закрытой с обеих сторон, имеется рольганг. После закрытия входного клапана (со стороны холодильника) открывается выходной клапан и труба транспортируется на концевой рольганг 12.
В связи с тем, что весь процесс изготовления труб ведется под вакуумом в закрытых камерах, наблюдение за продвижением заготовки - трубы ведется через смотровые люки при помощи телевизионных камер, экраны которых установлены на пульте управления полностью автоматизированного стана.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБОПРОКАТНАЯ УСТАНОВКА С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ ДИАМЕТРОМ ОТ 273 ДО 630 мм | 2013 |
|
RU2533614C1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА КОНУСНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2545935C2 |
| СТАЛЕПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2012 |
|
RU2495730C1 |
| Прокатный стан | 1983 |
|
SU1079316A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ГЛАДКИХ, НАРЕЗНЫХ, КОТЕЛЬНЫХ, ТОЛСТОСТЕННЫХ И ТРУБ СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ ДИАМЕТРОМ ОТ 273 ДО 630 ММ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2013 |
|
RU2564505C2 |
| Литейно-прокатный агрегат для производства сортового проката | 2024 |
|
RU2830625C1 |
| СТАН ДЛЯ ПРОКАТКИ МЕТАЛЛОВ В ВАКУУМЕ | 2004 |
|
RU2266168C1 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Линия сборки дорна с дорновым кольцом перед пильгерной прокаткой | 1976 |
|
SU655454A1 |
Вакуумный пильгерстан для получения труб из легкоокисляющихся металлов и сплавов, отличающийся тем, что, с целью уменьшения вакуумной камеры, в нее заключены только прокатный инструмент и детали, непосредственно с ним соприкасающиеся.
