(54) СТАН пбтег йнй-1вй1нШши1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для установки оправки в стане | 1977 |
|
SU662172A1 |
| Задний стол прошивного стана | 1978 |
|
SU749468A1 |
| Устройство для установки оправки трубопрокатного стана | 1980 |
|
SU884752A1 |
| Задний стол прошивного стана | 1987 |
|
SU1488050A1 |
| Устройство для установки оправочного стержня | 1977 |
|
SU707625A1 |
| Задний стол стана с осевой выдачей труб | 1979 |
|
SU900911A1 |
| Задний стол трубопрокатного стана | 1988 |
|
SU1577897A1 |
| Рабочая клеть косовалкового короткооправочного стана | 1977 |
|
SU740315A1 |
| Прошивной стан винтовой прокатки | 1976 |
|
SU556855A1 |
| Устройство для установки оправки трубопрокатного стана | 1981 |
|
SU982831A1 |
Изобретение отлооится к обла;с:та трубопрокатного производства ;и касаеТся ушвершеНСтвоваНИЯ трубопрокатного оборудования, тредназначеннсго для ifpoTissS CtBa толстостенных труб методом В(И,нтовой .прокатки.. ,.. . - Изо|бретен,ие наиболее эффективно мбжет быть использовано при производстве толстостенных труб с малым BiHytp&kHHM диаметром, используемых в 1качёс гвё заго-. товок для шпинделей мета Л Орежуш.
станков.:L:: ::.....,.;-.-..
Известна трубопрокатная ;::уста.новка, предназначенная для прошивКи заготовки и прокатки на оправке методоввйМт жвОй прокатки, шдержащая две клёШГЩйуХШг прошивки .загоговки, другую, соосно раслоложенную, для прокатки прошитой заготовки, « одну оправку, которая при прошивке подвергается сжатию, а дри прокатке - растяжению 1.
Однако такая установка не 110зволяе получить толстостенное изделие, т е после прошивки пр|Окатка осущесголябтся только по наружному диаметру и толщине стенки, а изменение внутреннего диаметра исключено применением одной и той же оправки
Известна трубопрокатная установка, содержащая две клети поперечно-винтовой прокатки, (ВВОДНОЙ желОб, вьтталкйватель
,-51Е«В йй ;лай ашш5ШШ| бе Еь8« 5 45 Й% ёж ё :Ё та ЯМ §
заготовок, уЙфЪйство установки стержня с 1У|Л) оправ|Кой, средство йередачи прошитой гильзы. Оправка дЛЯ йрокаТКи |)§ШбЖЗжетГШЖ 6рй клетй 1ВййтОйой про5 катки, а средство передачи Hpbifflftto галь зъг та о сь/с-рёрУк:йт йрОШййной оправ - жи кучто стсрже-йь йопоЖзуётся и :аче ствё зваца,уЖрВНетй1Цб1Ч) :ГйЛ йлозЩии 1)таи1Ш ЖТГб1едйЙ 2.
10 Недостаток известной трубопрокатной стШбёШ at tifTi W%M, :.:;; ечй|а(;яЛШгу гёзШадлт|)уб с
ьШШ 1М р ёнМ дйаметрШ JгoJcgч6C gaдJi пoлЬ;ЗOSaJшe cJep sRня с ..шйв;1гой оправкой, располйжеййО -о за пер -войклетью, в качестве переда очмог) уст.ройства обуславл1И вает расположение стержня с оправкой toльlкo за второй кле . Поэтому при npoKatKe гильзй йо втойО рой клети н е может осуществляться значи,&iSTeji6ffo e7 fflB(ifSfff F snyf fjeHrferb i fйетра
тйжга, пйскотгБкуэТо требует сйответству ющего умгбньшетшй диаме ра сТёрЖйЯ, qto
тГедопустимо ПО жёеткостй я устойч/ивости.
25 Наиболее близким по TexHj ecKoft сущности решение ЯбЛяетсябгЗйлай&реЧййвинтовой гррокатки Т1руб, содержаЩий рабо ую , распоЛожеМЕГе перёД нёй йодной желоб, вталкиватель загоТОйок, pacrto30 ложенные за югетью стержейь, н есущий
оправку, упор Стержня и центрователь .
ч Такая конструкция имеет один оправочный стержень, |ра1ботающий на сжатие, что не «тоз-воляет прокатывать толстостенные труби с малым внутренним диаметром, нескольку необходима высокая жесткость и устойЧ1И вость стержня под нагрузкой.
Целью изобретения является обеснечен;ие ВО31МО1ЖНОСТИ пр онз/водетва толстостенных труб с малым внутренним диаметром путем двукратной прокатки в одной клети на разных оправках -и навышение качества при произвОдстве толстостенных трубчатых издел.ий с отношением, например, dis 2,5 н длиной более 1 м.
Это достигается тем, что предлагаемый стан поперечно-винтовой прокатки труб, включающий вводной желоб, вталкиватель заготовок, ра бочую клеть, расположенные за нею стержень, несущий оправку, упор стержня и двнтраватель, снабжен дополнительным оправочным стержнем, расположенным во вводном желобе, механизмом его перемещения, центрирующей втулкой, .прикрепленной к вталкивателю заготовок, и стационарным упорно-регулировочным механизмом, удерживающим дополнительный оправочный стержень при подводе его к клети.
Такой стан позволяет вести процесс прокатки со значительным уменьшением внутреннего диаметра гильзы, величина которого определяется диаметром оправки для прокатки ,и не зависит от диаметра стерж.ня. Нижний предел диаметра последнего ограничивается величиной осевого усилия от прокатки, воспринимаемого стержнем, работающим на растяжение. Последнее обстоятельство позволяет использовать стерл ни, а Следовательно, и оправки уравнительно малых диаметров и получать трубчатые изделия с малым диаметром.
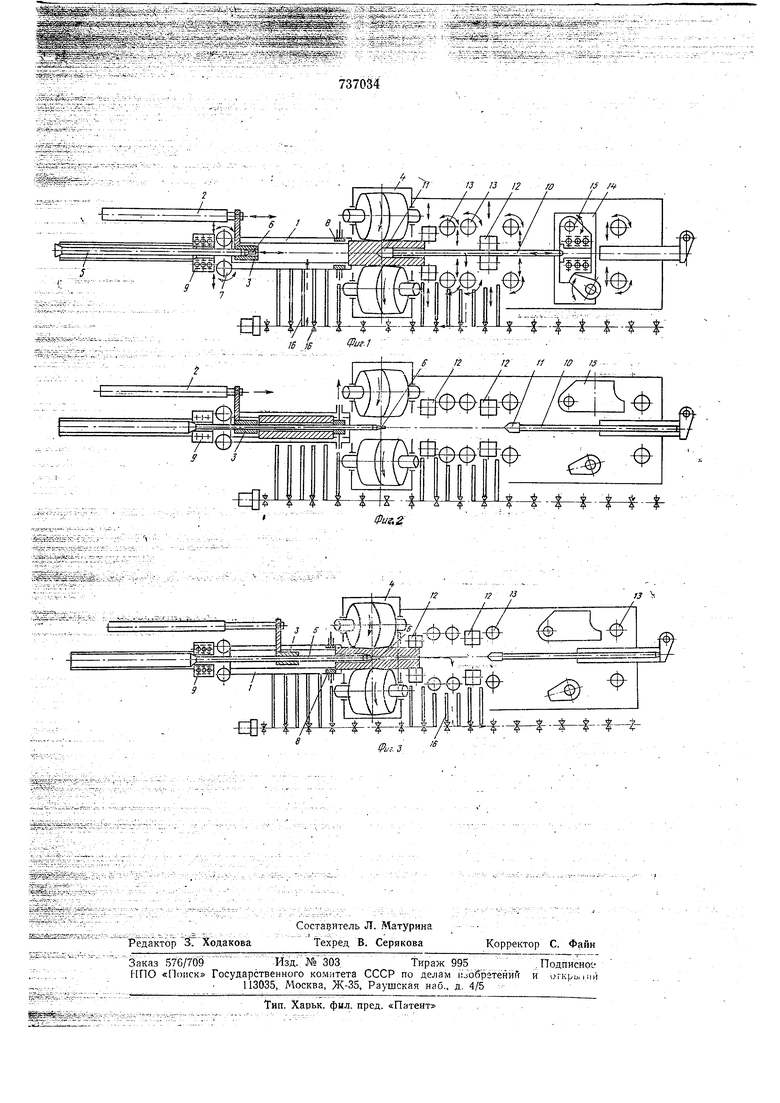
На фиг. 1 - изображен стан в момент прошивки сплошной заготовки, общий вид; на-, фис. 2- то же, перед последующей прокаткой; на фиг. - то же, в момент прокатки.
Стан состоит из вводного желоба 1, предназначенного .для приема заготовки под прошигВку и лильзы под прокатку, вталки-вателя 2, закрепленной на его .штоке центрирующей втулки 3, рабочей клети 4 .винто.вой про.катки, дополнительного оправочного стержня 5 с оправ.кой 6, его механизма перемещения 7, рычажного устройства торможения 8, расположенного перед .клетью стационарного упорно-регулировочного механизма 9, расположенного за клетью Стержня 10 с прошивной оправкой //, центрователей 12 с выдаю:щи:ми р.олика1М|И 13, предназначенными .для щентрирован.ия стержня г,ильз ;и труб, и упора 14 стержня с откид.ной голоакой 15. Транспортиров.ка прошитых гильз на дальнеищую прокатку и полученных труб от стана осуществляется средством транспортной передачи 16.
Устройство работает следующим образом.
5 Перед загрузкой сплошной заготовки в вводной / .все механизмы должны находиться в исходнам .положеш1.и: дополнительный оправочный стержень 5 с оправ.кой 6 отведен в крайнее заднее положение, 1° тем самым освобождая вводной желоб, который настроен по высоте в зависимости от диаметра прокатываемой заготовки. Роликч механизма, перемещения 7 стержня 5 с оправкой и рыча.пи устройства торможения 8 разведены. Валки рабочей клети 4 .установлены для прошивки. Стержень 10, расположенный за клетью с прошивной оправкой 11, устано.вленной между валками .клети, удерживается упором 14 с откидной го0 ловкой 15, закрытой кулачком замкового устройства. Центрирующие ролики центрователя 12 сведены на стержень 10, обеспечивая тем самым его устойчи.вость в момент прошивки. Выдающие ролики 13 разведены. 5 Оплош.ная загото1В.ка загружается в .вводной желоб, вталкивателем 2 задается в валки клети и прошивается. При этом по мере перемещения переднего торца гильзы родики центрователей разводятся. По .окон0 чании прошивки открывается кулачок замкового устройства зпора 14, головка 15 ог.кидывается для пропуска стержня 10 .с прошивной оправкой 11. Затем выдающие ролики 13 сводятся на гильзу и стержень 10 5 с прошивной оправкой 11, транспортируют их в сторону от Jклeти 4.
После выхода заднего торца г«льзы за зо.ну клети центрирующие рОлики центрователя 12 сводятся на гильзу, останавл.ивая 0 ее, одновременно одни выдающие роликгТ 13, транспортирующие гильзу, разводятся, а выдающие ролики, расположенные вблиЗ.И упора 14 и пере.мещающие стержень 10 с по.ошивной оправкой //, тра.нспортируют 5 их до ограничителя. Пр.и этом стержень .с про.шивной оправкой извлекается из гильзы. Раскрываются ролики .Центрователей и освобожденная гильза скатывается .по наклонной решетке на рольганг средства 0 транспортной передачи 16, откуда передается .вводной желоб для последующей прокатки. Во время транспортировки гильзы к Вводному желобу перенастраиваются механизмы установки: вводной желоб по вьгсоте для приема гильзы, валки .клети 4 для возможности осуществления про.цесса прокатки, центрирующие ролики центрователя 12 для центрирования изделия при прокатке.
0 После загрузки гильзы в вв.одной желоб ролики меха.низма перемещения 7 стержня 5. с оправкой 6 сводятся на стержень и транспортируют его через шльзу к клети. После выхода .оправки S из гильзы дается импульс :на сведение оычагов vrTnoupTRa
торможения 8 :на стержень. Момент сведения рычагов на стержень .совпадает с моментом точной установки оправки отно1оительно валков клети и достижения «о«усной задней части стержня упорно-регулировочного механизма 9. Тем самым предупреждается соударение между последними, что -в значительной степени увеличивает доЛГОвечнОСть работы подшип)я:йко.вого узла упорно-регулировочного механизма.
По окончании установки оправки 6 между .валками клети включается вталки-ватель 2 и посредством закр апленной на немцентрирующей втулки 3 гильза задается в «леть для про.катки. При подходепереднего торца гильзы к устройству торможения 8 рычаги последнего раскрываются, пропуская :Гильзу в вадки, а втулка 3 при этом центрирует стерж-ень 5, обеспечивая необходимую жесткость. После прокатки изделие .выдает|ся роликами 13 за пределы клети, а затем скатывается по наклонной решетке .на рольганг.
После выдачи про.кат1НОГО изделия 1мехализмы перенастра.и.ваются для осуществления процесса прошивки следующей оплош.иой заготовки. Перенастройка механизмов с прошивки на прокатку и с .прокатки на .прошив.ку осуществляется в автоматичесжом режиме в соответствиИ с за.данной программой деформаций загото,в.ки.
Такой стан по сравнению с известным .позволяет получать толстостенные трубчатые изделия с ималым внутренним диаметрам повышенного качества .за счет снижения разностенности, кото.рые могут слу.жить, например, заготовкам1И для шпинделей металлорежущих станков. Опь1т.ная
пракатка заготовок стали 45 0 110 мм проведена в ла бораторных условиях в МИСиС. Трубные изделия, получанные на этой установке, имеют разностенность 2-3%, в то время как такие же трубные .изделия, полученные .известными способами, разiHOCTeHiROcTb 12%.
: .Форму л а изобретен и я
Стан поперечно-ввнтовой прокатки труб, содержащий рабочую клеть, расположен.нь1 пёрёд ней вводной желоб, вталкиватёль загот 3.вок, расположенные за клетью стержень, несущий о.правку, упор стержня и центрователь, отличающийся тем, что, с целью обеспечения возм ожности производства толстОСтенных труб с малым внутренним диамётрой путем двукратнойпрокатки в одной клети на разных оправ pig; Qjj- ,(.,jjабжен дополнительным оправоч. стержнем, расположенным во анодном желобе, механизмом его иеремещвния, дентрирующей втулкой, прикрепленной к втал кив ателю заготовок, и стационарным упорШ-рёгулйровочньш механизмом, удерживающим дополнительный оправоч ный стержень при подво.де его к клети.
Источники .информации, пр;ииять1е во (Шимание при экспертизе: 1. Патент Германии № 259623, кл. 7а, 19, 1913.
: 1032.
ufcr.;-S,iiiar SS S
is -fff S tSS SySj f fSKZ : г 5й Й-Ь;г -
...is srtasaHffi
737034
:ШШШ|5 РШ
