10
15
11303204
Изобретение относится к трубопрокатному производству и может быть использовано на трубопрокатных агрегатах для горячей пилигримовой прокатки труб.
Цель изобретения - повышение точности труб по диаметру и толщине стенки.
На фиг. 1 изображен стан, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез на фиг. 1; на фиг. 4 - то же, повернуто.
Стан содержит стационарную клеть 1 с рабочими валками 2, подающий аппарат 3, плунжер которого соединен с дерном 4, расположенным за клетью выводной желоб 5, размещенную в желобе неприводную кольцевую волоку 6 с входным дентрирующим конусом, при этом желоб имеет торцовую упорную стенку 720 ходом плунжера подающего аппарата 3, для кольцевой волоки, размещенную от- при этом волока в деформации трубы носительно валковой плоскости на расстоянии не менее суммы рабочего хода плунжера подающего аппарата, длины кольцевой волоки и радиуса рабочего валка, имеющего проем для прохода трубы.
Часть желоба, ограниченная торцовой упорной стенкой, заполнена жидкостью до уровня совмещения оси коль цевой волоки с плоскостью прокатки.
Плавающее положение кольцевой волоки позволяет центрировать ее дорном с трубой по оси прокатки при любом
смещении трубы относительно геометри- 35 герной головки конец трубы протяги- .ческой оси стана. Внутренний диаметр вается через волоку, удерживаемую кольдевой волоки соответствует наружному диаметру готовой трубы. Наличие у волоки входного центрирующего конуса обеспечивает свободный заход тру- 40 бы в волоку.
; . Предложенный стан позволяет прокатывать трубы с повышенной точностью по диаметру и толщине стенки за счет 45 ориентирований волоки в каждый момент времени относительно оси трубы.
г5
.- 30
Получение труб на предложенном стане заключается в следующем.
Перед началом прокатки кольцевую волоку 6 укладывают в желоб 5, заполненный частично жидкостью, уровень которой позволяет совместить ось волоки с плоскостью прокатки. Начинается процесс прокатки трубы, при этом передний конец дорна 4, а затем и участок трубы, продеформированный рабочими валками 2, входят в волоку и ориентируют ее по оси прокатки. При установившемся процессе во время деформации трубы рабочими валками волока совместно с трубой и дорном перемещаются от торцовой упорной стенки 7 в сторону рабочих валков на величину отката трубы с учетом ее вытяжки, которая определяется рабочим
не участвует. При подаче гильзы в стан во время холостого хода рабочих валков волока трубой возвращается к торцовой упорной стенке, волока удерживается стенкой, а труба проталкивается через нее на величину участка готовой трубы, получаемого за один оборот валков. В этот период деформация осуществляется волокой, которая калибрует трубу по стенке и. диаметру. Торможение в волоке облегчает торможение подающим аппаратом. При прокатке труб без остаточной пильторцовой упорной стенкой. При прокатке с остаточной пильгерголовкой волока выдается совместно с трубой, а на ее место в желоб задается новая.
Расположение торцовой упорной стенки для волоки относительно осевой валковой плоскости на расстоянии не менее суммы рабочего хода плунжера подающего аппарата, длины кольцевой волоки и радиуса рабочего валка объясняется следующими технологическими и конструктивными моментами.
Перемещение кольцевой волоки в сторону клети стана равно величине отката трубы, которая определяется ходом плунжера подающего аппарата. Перемещение волоки при откате должно прекращаться перед рабочими валками, т.е. на расстоянии радиуса-валков. Длина волоки должна быть не менее участка готовой трубы, получаемого за один оборот валков.
ормула изобретения
50
Стан пилигримовой прокатки труб, содержащий стационарную клеть с рабочими валками, подающий аппарат, плун- жер Которого соединен с дорном, и расположенный за клетью выводной желоб, 55 отличающийс я тем, что, с целью повышения точности труб по диаметру и толщине стенки, он снабжен кольцевой волокой, размещенной в желобе, частично заполненном жидкостью
0
15
0 ходом плунжера подающего аппарата 3, при этом волока в деформации трубы
Получение труб на предложенном стане заключается в следующем.
Перед началом прокатки кольцевую волоку 6 укладывают в желоб 5, заполненный частично жидкостью, уровень которой позволяет совместить ось волоки с плоскостью прокатки. Начинается процесс прокатки трубы, при этом передний конец дорна 4, а затем и участок трубы, продеформированный рабочими валками 2, входят в волоку и ориентируют ее по оси прокатки. При установившемся процессе во время деформации трубы рабочими валками волока совместно с трубой и дорном перемещаются от торцовой упорной стенки 7 в сторону рабочих валков на величину отката трубы с учетом ее вытяжки, которая определяется рабочим
0 ходом плунжера подающего аппарата 3, при этом волока в деформации трубы 5
0
не участвует. При подаче гильзы в стан во время холостого хода рабочих валков волока трубой возвращается к торцовой упорной стенке, волока удерживается стенкой, а труба проталкивается через нее на величину участка готовой трубы, получаемого за один оборот валков. В этот период деформация осуществляется волокой, которая калибрует трубу по стенке и. диаметру. Торможение в волоке облегчает торможение подающим аппаратом. При прокатке труб без остаточной пильгерной головки конец трубы протяги- вается через волоку, удерживаемую
торцовой упорной стенкой. При прокатке с остаточной пильгерголовкой волока выдается совместно с трубой, а на ее место в желоб задается новая.
ормула изобретения
50
Стан пилигримовой прокатки труб, содержащий стационарную клеть с рабочими валками, подающий аппарат, плун- жер Которого соединен с дорном, и расположенный за клетью выводной желоб, 55 отличающийс я тем, что, с целью повышения точности труб по диаметру и толщине стенки, он снабжен кольцевой волокой, размещенной в желобе, частично заполненном жидкостью
до уровня совмещения оси кольцевой волоки с плоскостью прокатки, а желоб - торцовой упорной стенкой для кольцевой волоки с проемом пЪд диаметр проходящей трубы, ограничиваю13032044 .
щей часть желоба с жидкостью и расположенной от оси клети на расстоянии не менее суммы рабочего хода плунжера подающего аппарата, длины кольце- 5 вой волоки и радиуса рабочего валка.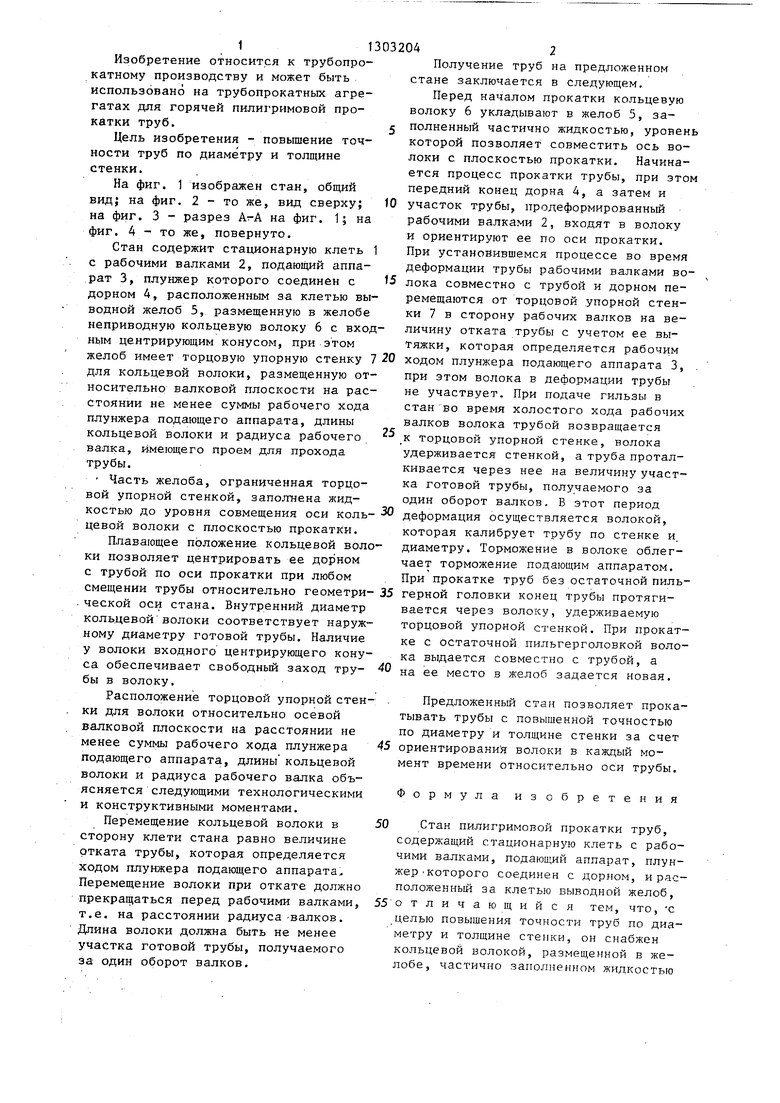
| название | год | авторы | номер документа |
|---|---|---|---|
| Дорновое устройство подающего аппарата пилигримового стана | 1972 |
|
SU450603A1 |
| Способ горячей пилигримовой прокатки труб | 1978 |
|
SU710688A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА КОНУСНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2545935C2 |
| Технологический инструмент для горячей пилигримовой прокатки труб | 1981 |
|
SU1007770A1 |
| Способ пилигримовой прокатки труб | 1978 |
|
SU743733A1 |
| СПОСОБ ПРОКАТКИ ТРУБ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2006 |
|
RU2311977C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ ИЗ КОВАНЫХ И НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК (НЛЗ), СЛИТКОВ ЭШП И ВДП НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2004 |
|
RU2276625C2 |
| Дорновое устройство пилигримового стана | 1990 |
|
SU1784308A1 |
| Дорн для горячей прокатки труб на пилигримовом стане | 1983 |
|
SU1127652A1 |
| СПОСОБ ПРОИЗВОДСТВА ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ КОВАННЫХ ЗАГОТОВОК, СПЛОШНЫХ ИЛИ ПОЛЫХ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА ИЗ ЛЕГИРОВАННЫХ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ, СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2013 |
|
RU2542156C2 |

Изобретение относится к трубопрокатному производству и может быть использовано на трубопрокатных агре- гатах для горячей пилигримовой прокатки труб. Цель изобретения - повышение точности труб по диаметру и толщине стенки. Стан пилигримовой про- катки труб содержит стационарную клеть 1 с рабочими валками 2, подающий аппарат 3, плунжер которого соединен с дорном, выводной желоб 5. Повышенная точность труб по диаметру и толщине стенки достигается тем, что в желобе, частично заполненном жидкостью, размещена кольцевая волока 6, а желоб имеет торцовую упорную стенку 7 для волоки и проем для прохода готовой трубы. 4 ил. (Л / i;:cpuff.l СО о ОО ю о 4
Э
(fJuff.Z
Л Д
Фиг.З
Фи.г4
Спставитель Н.Умнягина Редактор Н.Горват Техред И.Попович ..
Заказ 1243/8 Тираж 481Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно
-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Прокатно-волочильный редукционный стан для производства труб | 1950 |
|
SU92363A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Данилов Ф.А | |||
| и др | |||
| Горячая прокатка труб | |||
| М.: Металлургиздат, 1962, с | |||
| ДВОЙНОЙ ГАЕЧНЫЙ КЛЮЧ | 1920 |
|
SU288A1 |
