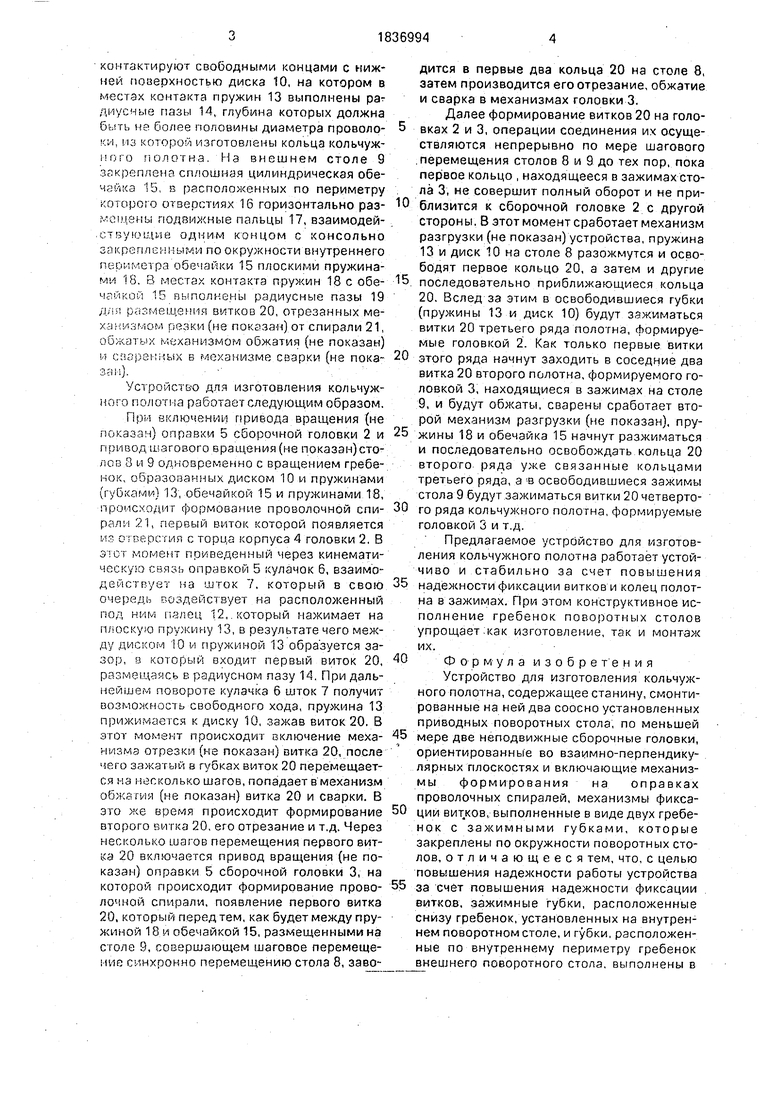
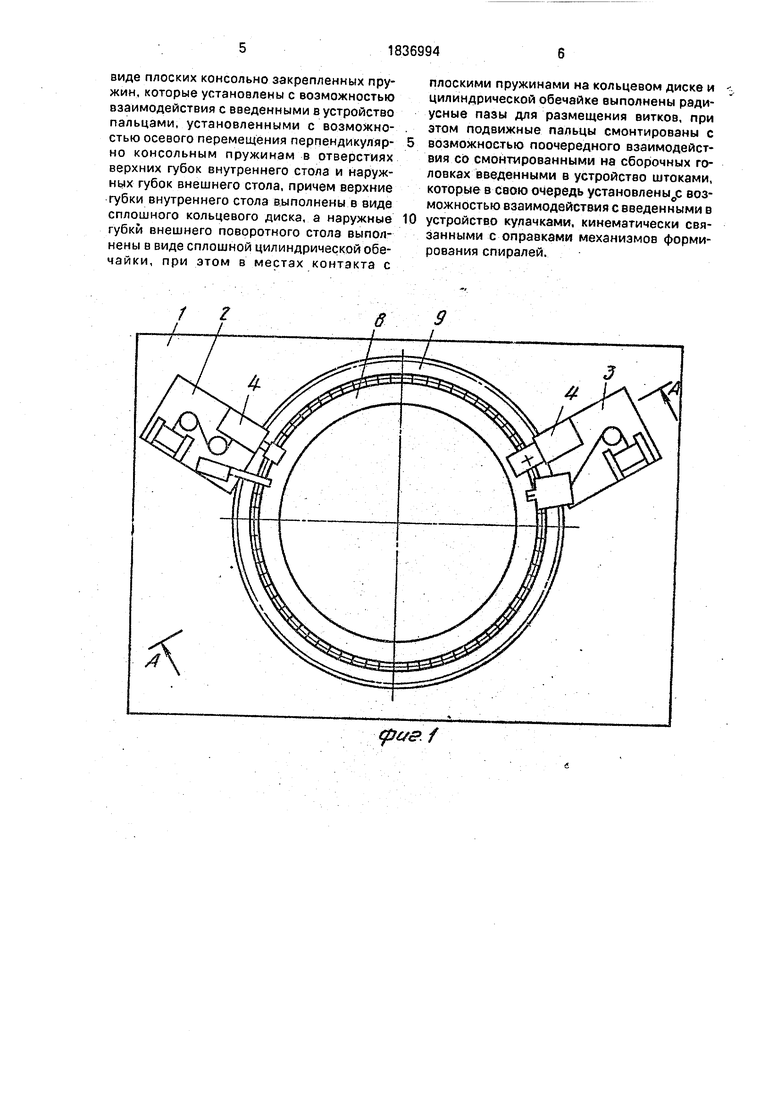
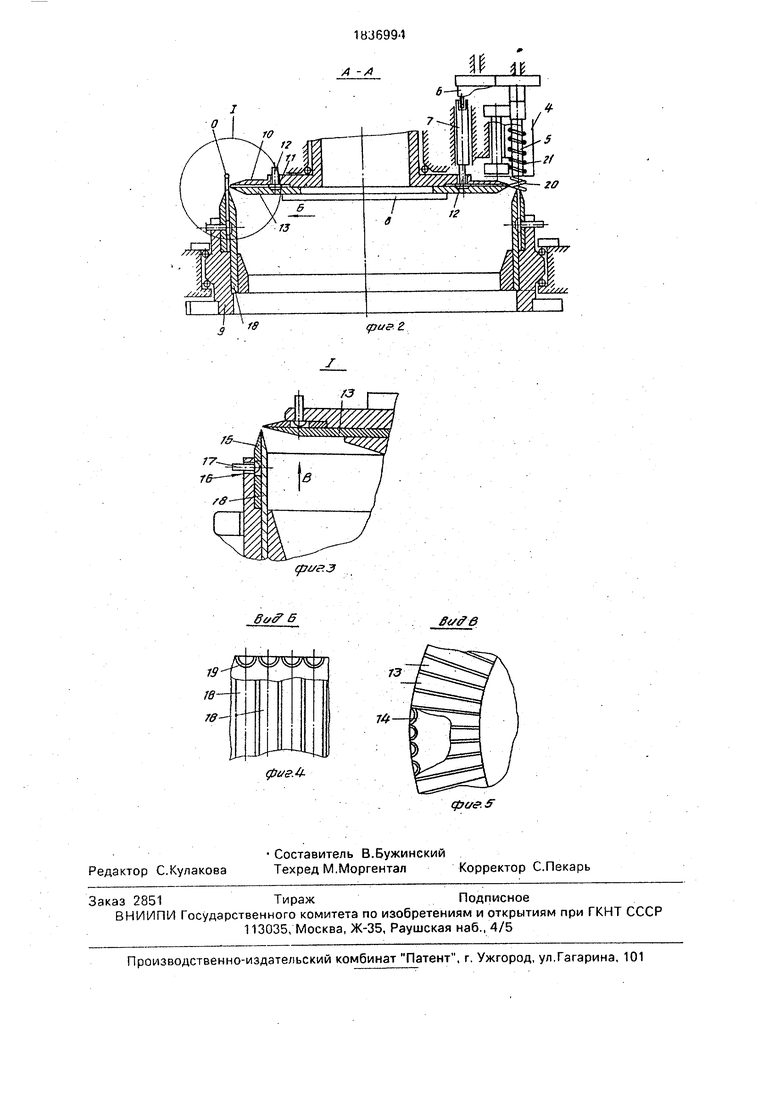
контактируют свободными концами с нижней поверхностью диска 10, на котором в местах контакта пружин 13 выполнены диусчые пазы 14, глубина которых должна быть на более половины диаметра проволоки, из которой изготовлены кольца кольчуж- ного полотна. На внешнем столе 9 закреплена сплошная цилиндрическая обечайка 15, в расположенных по периметру которого отверстиях 16 горизонтально размещены подвижные пальцы 17, взаимодействующие одним концом с консольно закрепленными по окружности внутреннего периметра обечайки 15 плоскими пружинами 18. 8 местах контакта пружин 18 с обечайкой 15 выполнены радиусные пазы 19 для размещения витков 20, отрезанных меха низмом резки (не показам), от спирали 21, обжатых механизмом обжатия (не показан) и спаренных в механизме сварки (не покаУстройслъ-о для изготовления кольчужного полотна работает следующим образом.
При включении привода вращения (не показан) оправки 5 сборочной головки 2 и привод шагового вращения (не показан) СТО -. лов 3 и 9 одновременно с вращением гребе-. нок, образованных диском 10 и пружинами (губками) 13, обечайкой 15 и пружинами 18, происходит формование проволочной спирали 21, первый виток которой появляется из отверстия с торца корпуса 4 головки 2. В этот момент приведенный через кинематическую связь оправкой 5 кулачок 6, взаимодействует на шток 7, который в свою очередь воздействует на расположенный под ним палец 12,. который нажимает на плоскую пружину 13, в результате чего между диском 10 и пружиной 13 образуется зазор, в который входит первый виток 20, размещаясь в радиусном пазу 14. При дальнейшем повороте кулачка б шток 7 получит возможность свободного хода, пружина 13 прижимается к диску 10, зажав виток 20. В этот момент происходит включение механизма отрезки (не показан) витка 20, после чего зажатый в губках виток 20 перемещается на несколько шагов, попадает в механизм обжатия (не показан) витка 20 и сварки. В это же время происходит формирование второго витка 20, его отрезание и т.д. Через несколько шагов перемещения первого витка 20 включается привод вращения (не показан) оправки 5 сборочной головки 3, на которой происходит формирование проволочной спирали, появление первого витка 20, который перед тем, как будет между пружиной 18 и обечайкой 15, размещенными на столе 9, совершающем шаговое перемещение синхронно перемещению стола 8, заводится в первые два кольца 20 на столе 8, затем производится его отрезание, обжатие и сварка в механизмах головки 3.
Далее формирование витков 20 на головках 2 и 3, операции соединения их осуществляются непрерывно по мере шагового .перемещения столов 8 и 9 до тех пор, пока первое кольцо , находящееся в зажимах стола 3, не совершит полный оборот и не приблизится к сборочной головке 2с другой стороны. В этот момент сработает механизм разгрузки (не показан) устройства, пружина 13 и диск 10 на столе 8 разожмутся и освободят первое кольцо 20, а затем и другие
5 последовательно приближающиеся кольца 20. Вслед за этим в освободившиеся губки (пружины 13 и диск 10) будут зажиматься витки 20 третьего ряда полотна, формируемые головкой 2. Как только первые витки
0 этого ряда начнут заходить в соседние два витка 20 второго полотна, формируемого головкой 3, находящиеся в зажимах на столе 9, и будут обжаты, сварены сработает второй механизм разгрузки (не показан), пру5 жины 18 и обечайка 15 начнут разжиматься и последовательно освобождать кольца 20 второго ряда уже связанные кольцами третьего ряда, а ;в освободившиеся зажимы стола 9 будут зажиматься витки 20 четверто0 го ряда кольчужного полотна, формируемые головкой 3 и т.д.
Предлагаемое устройство для изготовления кольчужного полотна работает устойчиво и стабильно за счет повышения
5 надежности фиксации витков и колец полотна в зажимах. При этом конструктивное исполнение гребенок поворотных столов упрощает.как изготовление, так и монтаж их.
0Фор мула изобрет ения
Устройство для изготовления кольчужного полотна, содержащее станину, смонтированные на ней два соосно установленных приводных поворотных стола, по меньшей
5 мере две неподвижные сборочные головки, ориентированные во взаимно-перпендикулярных плоскостях и включающие механизмы формирования на оправках проволочных спиралей, механизмы фикса0 ции еит.ков, выполненные в виде двух гребе- нок с зажимными губками, которые закреплены по окружности поворотных столов, отличающееся тем, что, с целью повышения надежности работы устройства
5 за счет повышения надежности фиксации витков, зажимные губки, расположенные снизу гребенок, установленных на внутреннем поворотном столе, и губки, расположенные по внутреннему периметру гребенок внешнего поворотного стола, выполнены в
виде плоских консольно закрепленных пружин, которые установлены с возможностью взаимодействия с введенными в устройство пальцами, установленными с возможностью осевого перемещения перпендикулярно консольным пружинам в отверстиях верхних губок внутреннего стола и наружных губок внешнего стола, причем верхние губки внутреннего стола выполнены в виде сплошного кольцевого диска, а наружные губки внешнего поворотного стола выполнены в виде сплошной цилиндрической обечайки, при этом в местах контакта с
0
плоскими пружинами на кольцевом диске и цилиндрической обечайке выполнены радиусные пазы для размещения витков, при этом подвижные пальцы смонтированы с возможностью поочередного взаимодействия со смонтированными на сборочных головках введенными в устройство штоками, которые в свою очередь установлены0с возможностью взаимодействия с введенными в устройство кулачками, кинематически связанными с оправками механизмов формирования спиралей.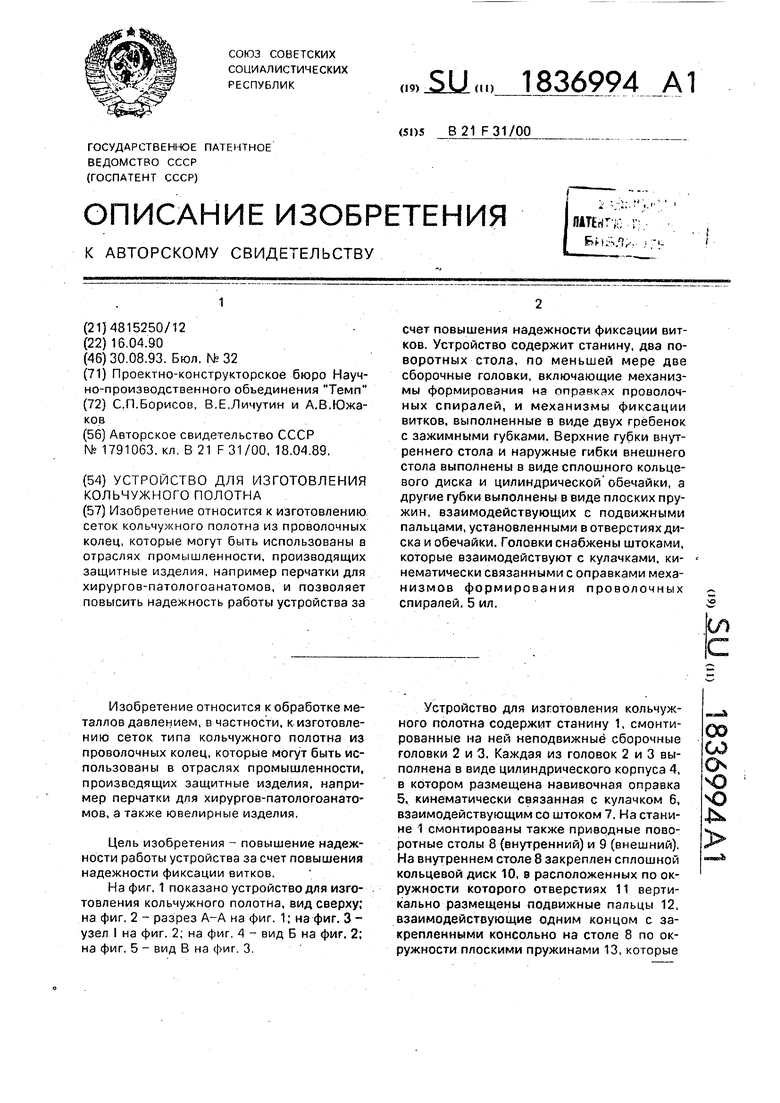
pЈS&f
фиг.З
ве/ё б
19w7в&У Ж7 7
фиеЛ
Составитель В.Бужинекий Редактор С.КулаковаТехред М.МоргенталКорректор С.Пекарь
Заказ 2851ТиражПодписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5
Ifli.
(pus 2.
фс/e.f
