Изобретение относится к обработке металлов давлением, в частности к изготовлению ювелирных цепочек, и может быть использовано в промышленности, выпускающей ювелирные изделия.
Известен способ изготовления ювелирной цепочки типа ленточка, включающий формирование проволочной спирали, разрезание ее на звенья, соединение вручную звеньев между собой, формирование цепочки в ленточку и ручную пайку мест соединения звеньев.
Недостатками известного способа является низкое качество изготовления цепочек и малая производительность.
Известен способ изготовления кольчужного полотна, включающий формирование витков проволочной спирали, разрезание спирали на отдельные витки, сборку полотна из колец одновременно с формированием витков проволочной спирали, которую перемещают вдоль ряда зажимов, последовательно фиксируют в них каждый виток, обрезают, обжимают и сваривают их концы, затем производят формирование следующей спирали, ориентируют каждый виток в зажимах в плоскости, перпендикулярной плоскости ориентирования ранее изготовленных колец, последовательно заводят каждый виток в два соседних кольца предVI
ю
о о
ыдущего ряда, последовательно отрезают, обжимают и сваривают каждый виток, после скрепления колец первого ряда кольцами второго ряда повторяют описанные операции, причем размещают очередной ряд витков в плоскости, перпендикулярной плоскости ориентирования колец предыдущего ряда,
Известно также устройство для изготовления кольчужного полотна, содержащее станину, установленные на ней посредством направляющих рабочие органы, привод перемещения рабочих органов по направляющим, механизмы фиксации проволочных спиралей и сварки концов витков, при этом рабочие органы выполнены в виде двух сборочных головок, ориентированных во взаимно-перпендикулярных плоскостях: каждая из которых состоит из открытого с торца цилиндрического корпуса с внутренней нарезкой, установленной в корпусе с возможностью вращения приводной оправки, выполненного на линии нарезки корпуса окна и смонтированного в окне прижимного ролика, установленного с возможностью взаимодействия с оправкой, каждая головка снабжена также механизмом обжатия, который выполнен в виде двух подвижных электродов для контактной сварки концов каждого витка, а механизм фиксации витков выполнен в виде двух гребенок, размещенных в плоскости перемещения каждой головки под углом к ее продольной о.си так, что этот угол равен углу подъема винтовой линии навиваемой проволочной спирали, и смонтированных на гребенках зажимных губок, которые размещены так, что их шаг равен диаметру кольца кольчужного полотна, при этом привод сборочных головок выполнен шаговым,
Недостатками известного способа и устройства для изготовления кольчужного полотна при некотором сходстве с технологическими операциями изготовления цепочек является невозможность использования их для изУотовления ювелирных цепочек типа ленточка, а гакже громоздкость и сложность устройства.
Цель изобретения - расширение технологических возможностей путем изготовления ювелирной цепочки ленточка.
Поставленная цель достигается тем, что в способе изготовления изделий из. прово- локи, включающем формирование проволочной спирали, разрезание ее на звенья, соединение звень ев между собой, с последующей сборкой их в изделие и пайку мест соединения звеньев, согласно изобретению осуществляют последовательное формирование двух проволочных спиралей, производят поочередное отрезание от каждой спирали звеньев по несколько витков и последующую сборку звеньев между собой путем заведения в отрезанное от одной
спирали и зафиксированное в зажимном механизме звено конца формируемой в этот момент проволочной спирали, после чего несколько витков этой спирали фиксируют во втором зажимном механизме и отрезают,
0 а затем соединенные звенья собирают в изделие.
Поставленная цель достигается также тем, что в устройстве для изготовления изделий из проволоки, содержащем станину,
5 установленные на ней посредством направляющих рабочие органы, выполненные в виде ориентированных во взаимоперпендикулярных плоскостях двух сборочных головок, каждая из которых
0 включает механизмы формирования проволочной спирали с навивочной оправкой, механизм фиксации звеньев спирали в виде зажимных губок, размещенных в корпусе, механизмы формирования звеньев, пайки
5 мест их соединения, и привод, согласно изобретению, зажимные губки механизма фиксации звеньев спирали размещены по осям навивочных оправок и расположены в раз- . ных горизонтальных плоскостях, причем за0 жимные губки одной головки расположены перпендикулярно зажимным губкам другой головки, при этом механизмы фиксации обеих головок установлены с возможностью возвратно-поступательного перемещения
5 по вертикали с помощью введенных в устройство коромысел, установленных с возможностью взаимодействия одним концом с механизмом фиксации, а другим концом - с введенными в устройство кулачками, кото0 рые кинематически связаны с приводом, при этом зажимные губки механизма фиксации установлены с возможностью углового перемещения в горизонтальных плоскостях относительно вертикальной оси с помощью
5 введенных в устройство шарнирно закрепленных на станине зубчатых секторов, одни концы которых установлены с возможностью взаимодействия с шестернями, закрепленными на выполненных цилиндри0 ческими корпусах механизмов фиксации, а другие концы установлены с возможностью взаимодействия с введенными в устройстве кулачками, также кинематически связанными с приводом, при этом зажимные губки в
5 каждой паре установлены с возможностью продольного перемещения одна относительно другой с помощью эксцентриков, кроме того устройство снабжено механизмом подачи проволочного припоя и газовой горелкой.
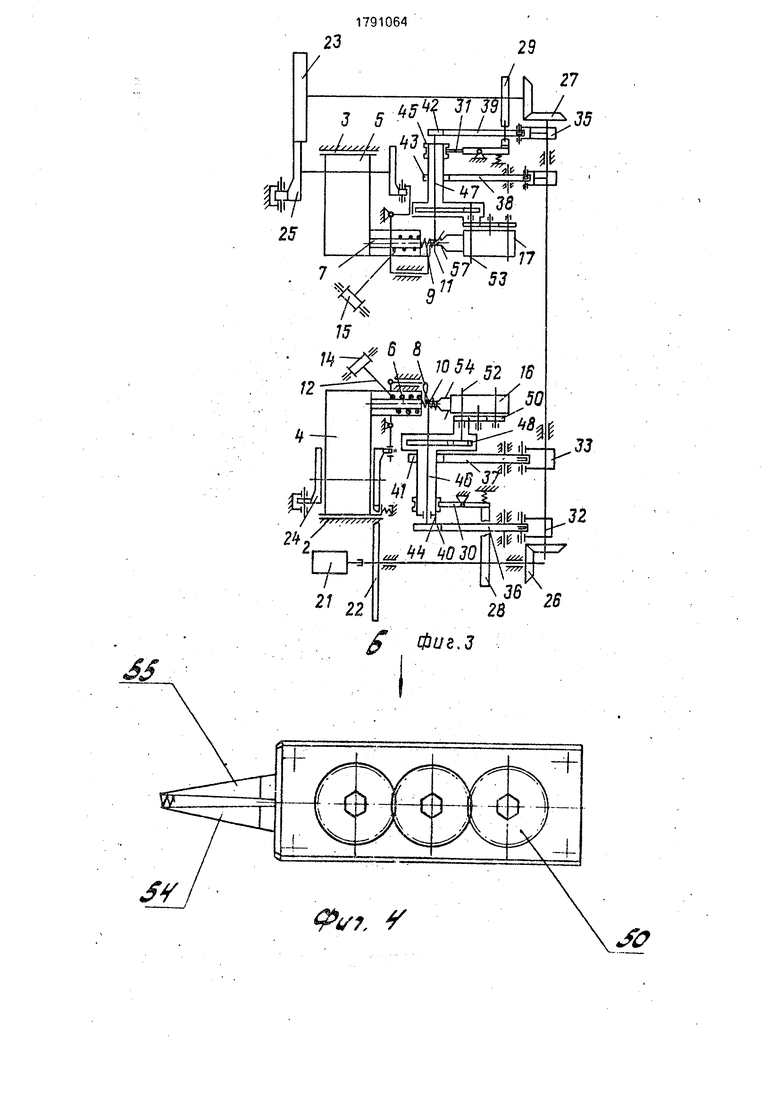
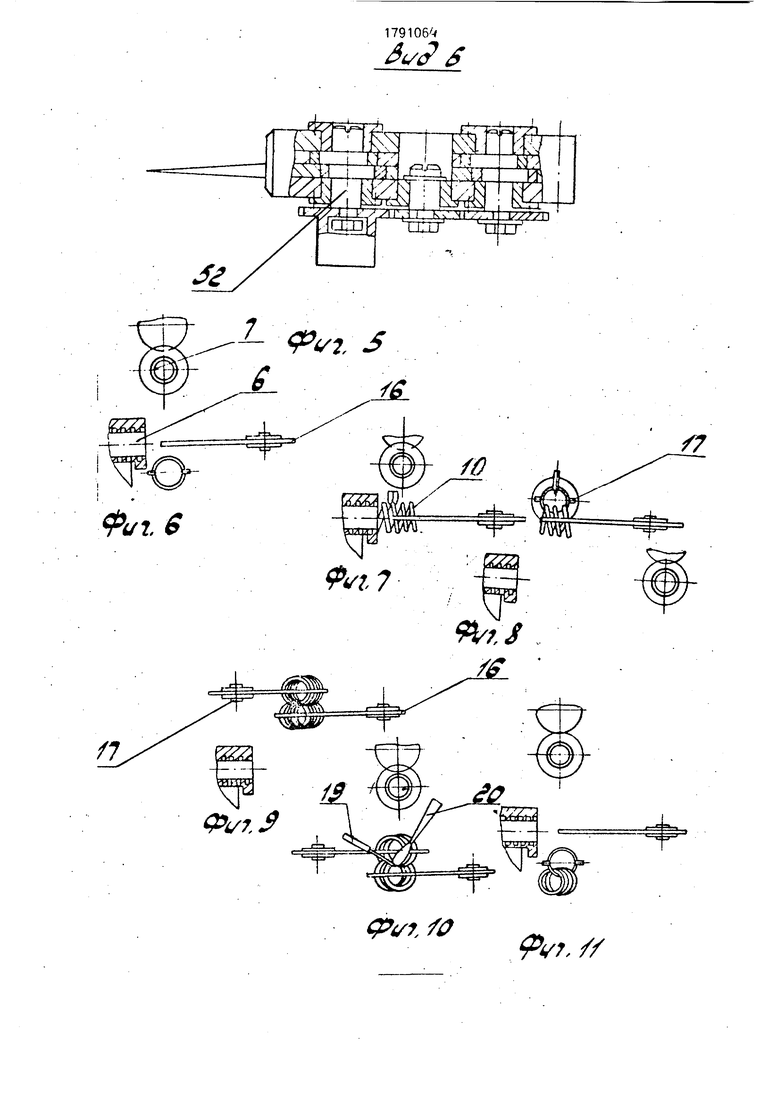
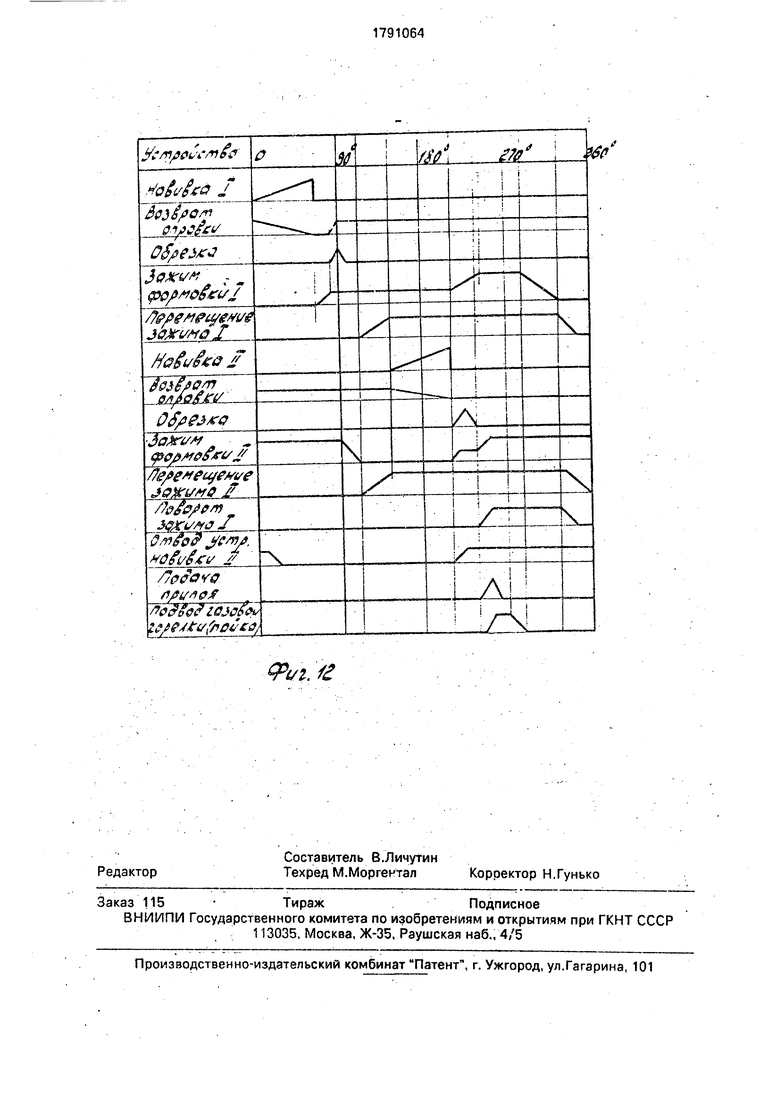
На фиг. 1 показано устройство для изготовления изделий из проволоки, общий вид: на фиг. 2 - видно стрелке А на,фиг. 1; на фиг. 3 - кинематическая схема устройства; на фиг. 4 - механизм фиксации звеньев проволочных спиралей; на фиг. 5 - вид по стрелке Б на.фиг. 4; на фиг. 6-11 - последовательность выполнения операций изготовления цепочки ленточка ; на фиг. 12 - циклограмма работы устройства,
Устройство для изготовления изделий из проволоки, преимущественно ювелирной цепочки ленточка, содержит станину 1, установленные на ней в направляющих 2, 3 сборочные головки 4, 5 с механизмами формирования, включающими навивочные оправки 6, 7; с механизмами обрезки 8, 9 звеньев 10,11 из проволоки 12,13, намотанной на катушки 14, 15. На станине 1 размещены механизмы фиксации и формовки 16, 17 звеньев 10, 11, механизм подачи 18 припоя в виде проволоки 19 и газовая горелка 20. На станине установлен также электропривод 21, который через зубчатые передачи 22 и 23 связан с торцовыми кулачками 24, 25, кинематически связанными со сборочными головками 4 и 5. Привод 21 через зубчатые передачи 26 и 27, через кулачковые механизмы 28, 29 и коромысла 30, 31, а также с помощью кулачков 32, 33, 34 и 35 зубчатых секторов 36, 37, 38 и 39, шестерен 40, 41, 42 и 43 связаны с механизмами фиксации и формования 16, 17, корпуса 44 и 45 которых установлены на осях 46 и 47 с возможностью возвратно-поступательного радиального перемещения и перемещения вдоль этих осей, которые через передачи 48, 49 и 50, 51 связаны с валами 52, 53, на эксцентричных шейках которых установлены зажимные губки 54, 55 и 56, 57. Электропривод 21 кинематически связан также с механизмом 18 подачи припоя и газовой горелкой 20.
Предложенный способ изготовления ювелирной цепочки ленточка осуществляется на предложенном устройстве следующим образом.
Перед началом работы на сборочные головки 4 и 5 устанавливаются катушки 14, 15 с проволокой 12, 13, концы которой заправ- ляются в механизмы формирования спиралей. На механизм 18 устанавливается катушка с припоем в виде проволоки 19. Зажигается газовая горелка 20 (сопло горелки при этом повернуто в противоположную сторону от зоны пайки). Включается электропривод 21.
В дальнейшем все операции изготовления цепочки осуществляются в автоматическом режиме. С помощью торцового кулачка
24 сборочная головка 4 по направляющим 2 смещается в сторону механизма фиксации 16, одновременно включается привод (на чертеже не показан) навивочной оправки 6 5 и производится формирование спирали. Как только несколько витков спирали войдет между зажимными губками 54 и 55, привод оправки отключается. При этом при воздействии кулачка 32 на зубчатый сектор 36 и
0 шестерню 40 произойдет предварительный поворот оси 46, в результате чего через передачу 48 и 50 осуществляется поворот валов 52v при этом губки 54, 55 зажмут витки спирали, в этот же момент механизм 8 отре5 жет от спирали звено 10. Головка 4 отойдет от зажимных губок 54, 55. В этот момент с помощью кулачка 25 осуществится смещение по горизонтали головки 5 в сторону механизма фиксации 17 и включится привод
0 (не показан) навивочной оправки 7, произойдет формирование, спирали. При этом под воздействием кулачка 28 коромысло 30 переместит корпус 44 механизма фиксации вверх, а зажимные губки 56, 57 с по5 мощью кулачка 34, зубчатого сектора 38 и шестерни 43 совершат некоторое угловое перемещение относительно оси 47, В результате формируемая спираль оправкой 7 заводится в звено 10, после чего фиксирует0 ся губками 56, 57 и от нее механизмом 9 отрезается звено 11. Головка 5 отводится в исходное положение. Срабатывает кулачок 33, который, воздействуя на зубчатый сектор 37 и шестерню 41, развернет губки 54,
5 55 относительно оси 46, при этом кулачки 32, 35 через зубчатые секторы 36, 39, передачи 48 и 49, 50, 51, воздействуя на эксцентричные валы 52 и 53,сместят относительно друг друга губки 54 и 55, 56 и 57, в результате
0 чего произойдет формование пары звеньев 10 и 11 в ленточку. В этот момент осуществится подача припоя 19 (на схеме, фиг. 3 устройство подачи припоя и газовая горелка не показаны) в зону аайки, разворот газовой
5 горелки 20 и пропайка места соединения звеньев 10, 11. По окончании пайки горелка 20 разворачивается, губки 54, 55 механизма фиксации 16 разжимаются, освобождая первое звено 10. Губки 56, 57 с зажатым
0 вторым звеном с помощью кулачка 34, зубчатого сектора 38, шестерни.43 отводятся по радиусу в сторону, затем, с помощью кулачка 29, коромысла 30 опустятся вниз и развернутся в обратном направлении. В это
5 время осуществится подача головки 4, формирование спирали, заведения ее в звено 11, зажатое в губках 56,57, фиксация спирали в губках 54, 50 и отрезание третьего звена. Голозка 4 отводится в исходное
положение, губки 56,57 разжимаются, освобождая второе звено 11,и смещаются вверх на уровень оси головки 5. Губки 54, 55 с зажатым третьим звеном смещаются вверх и разворачиваются на некоторый угол, головка 5 смещается в сторону зажимных губок и на ней происходит формирование спирали, заведение конца ее в третье звено, фиксация спирали губками 56, 57 и отрезание четвертого звена. После этого осуществляется формование третьего и четвертого звена, пайка места соединения их. Затем губки 54, 55 разжимаются, губки 56, 57 с зажатым звеном опустятся вниз, снова осуществится подача головки 4 к зажимным губкам и далее процесс повторится в описанном выше порядке.
Предложенные технические решения позволяют механизировать, автоматизировать технологический процесс изготовления ювелирных цепочек ленточка. Это обеспечивает значительное повышение производительности и улучшение качества ювелирных изделий.
Формула изобретения
1. Способ изготовления изделий из проволоки, включающий формирование проволочной спирали, разрезание ее на -звенья, соединение звеньев между собой с последующей сборкой их в изделие и пайку мест соединения звеньев, отличающийся тем, .что, с целью расширения технологических возможностей путем изготовления ювелирной цепочки ленточка, осуществляют последовательное формирование двух проволочных спиралей, производят поочередное отрезание от каждой спирали звеньев по несколько витков и последующую сборку звеньев между собой путем заведения в отрезанное от одной спирали и зафиксированное в зажимном механизме .звено конца формируемой в этот момент проволочной спирали, после чего несколько витков этой спирали фиксируют во втором зажимном механизме и отрезают, а затем соединенные звенья собирают в изделие.
2. Устройство для изготовления изделий из проволоки, содержащее станину, установленные на ней посредством направляющих рабочие органы, выполненные в виде ориентированных во взаимно перпендикулярных плоскостях двух сборочных головок,
каждая из которых включает механизм формирования проволочной спирали с навиеоч- ной оправкой, механизм фиксации звеньев спирали в виде зажимных губок, размещенный в корпусе, механизмы отрезки формования звеньев пайки лист их соединения, привод, отличающееся тем, что, с целью расширения технических возможностей, зажимные губки механизмов фиксации звеньев спирали размещены по осям навивочных
оправок и расположены в разных горизонтальных плоскостях, причем зажимные губки одной головки расположены перпендикулярно зажимным губкам другой головки, при этом механизмы фиксации обоих
головок установлены с возможностью возвратно-поступательного перемещения по вертикали с помощью введенных в устройство коромысел, установленных с возможностью взаимодействия одним концом с
механизмом фиксации, а другим концом с введенными в устройство кулачками, которые кинематически связаны с приводом, при этом зажимные губки механизмов фик- сации установлены с возможностью углового перемещения в горизонтальных плоскостях относительно вертикальной оси с помощью введенных в устройство шар- нирно закрепленных на станине зубчатых секторов, одни концы которых установлены
с возможностью взаимодействия с шестернями, закрепленными на выполненных цилиндрическими корпусах механизмов фиксации, а другие концы установлены с возможностью взаимодействия с введенными в устройстве кулачками, также кинематически связанными с приводом, при этом зажимные губки в каждой паре установлены с возможностью продольного перемещения одна относительно другой с помощью эксцентриков, кроме того, устройство снабжено механизмом подачи проволочного припоя и газовой горелкой.
Pui.f


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления кольчужного полотна | 1989 |
|
SU1791063A1 |
| Способ изготовления кольчужного полотна и устройство для его осуществления | 1988 |
|
SU1743669A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЧУЖНОГО ПОЛОТНА | 1992 |
|
RU2029649C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЧУЖНОГО ПОЛОТНА | 1992 |
|
RU2051000C1 |
| Устройство для изготовления кольчужного полотна | 1990 |
|
SU1836994A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЧУЖНОГО ПОЛОТНА | 1992 |
|
RU2020018C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЧУЖНОГО ПОЛОТНА | 1992 |
|
RU2006324C1 |
| Способ изготовления изделий из замкнутых проволочных звеньев | 1979 |
|
SU935223A1 |
| ОСЬСОЮЗНАЯ mmm-jimriu'im | 1973 |
|
SU384278A1 |
| Цепевязальный автомат и способ вязки цепи цепевязальным автоматом | 2023 |
|
RU2827820C1 |

Использование: изобретение относится к обработке металлов давлением, в частности к изготовлению ювелирных изделий, например цепочек ленточка из проволоки, и позволяет расширить технические возможности. Способ включает формирование проволочной спирали, разрезание ее на звенья по несколько витков, сборку их, формование и пайку мест соединения. Затем производится последовательное формирование двух проволочных спиралей, поочередное отрезание от них звеньев, сборка звеньев путем фиксирования одного звена в зажимах и заведения в него конца формируемой другой спирали, а фиксация и отрезание звена, формование попарно этих звеньев. Устройство содержит станину, две сборочные головки, электропривод, механизм формирования спиралей, механизмы фиксации, отрезания, формования и пайки. Зажимные губки двух механизмов фиксации звеньев спиралей расположены по осям навивоч- ных оправок в разных горизонтальных плоскостях и перпендикулярно друг к другу. Механизмы имеют возможность возвратно-поступательного перемещения по . вертикали и углового перемещения относительно вертикальной оси. Губки каждого, механизма имеют возможность продольного перемещения относительно друг друга. Устройство снабжено также газовой горелкой и механизмом подачи проволочного припоя в виде проволоки. 2 с.п. ф- лы, 12 ил.
/,Ј
23
29
Ј Фиг.З
Фиг. fl
| Способ изготовления кольчужного полотна и устройство для его осуществления | 1988 |
|
SU1743669A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
