Изобретение относится к обработке металлов давлением и может применяться при изготовлении коробчатых деталей вытяжкой.
Целью изобретения является сокращение расхода материалов, снижение трудоемкости процесса, повышение точности, снижение стоимости вспомогательного оборудования, сокращение энергозатрат, уве- производительности и снижение затрат на штамповую оснастку.
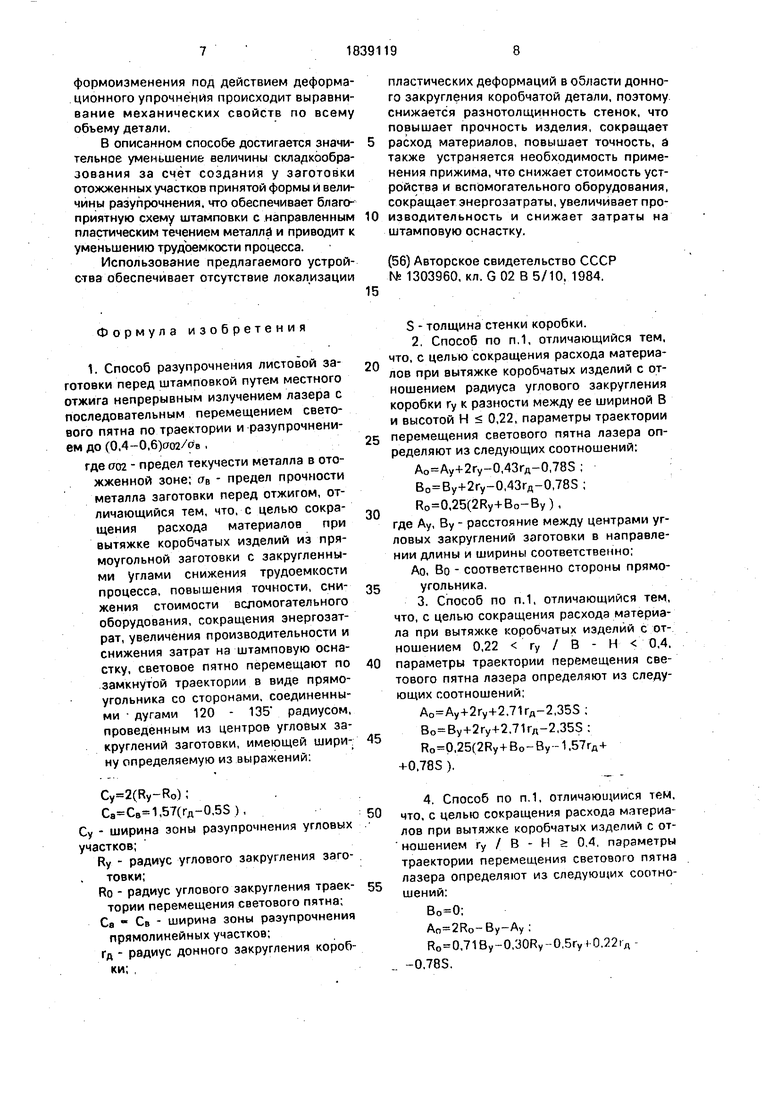
На фиг. 1 представлена функциональная схема устройства; на фиг. 2 - коробчатая деталь, вид сверху; на фиг. 3 - конфигурация исходной заготовки для низких коробок с малыми радиусами закруглений; на фиг. 4 - конфигурация исходной заготовки для невысоких коробок с относительно большими радиусами угловых закруглений; на фиг. 5 - конфигурация исходной заготовки для высоких коробок с большими радиусами закруглений.
Способ разупрочнения листовой заготовки реализуется в устройстве для проведения локального отжига листовых заготовок.
Устройство содержит технологический лазер 1, фокусатор 2, предметом воздействия является заготовка 3. Фокусатор 2 установлен в положение, характеризуемое углом 45° между нормалью к его поверхности, проходящей через проекцию оси фокусируемого луча на фокусатор 2 и направлением фокусируемого луча. Заготовка 3 установлена перпендикулярно к направлению оси падающего светового потока на расстоянии f от проекции оси фокусируемого луча.
Способ реализуют следующим образом.
Световой поток движется по заготовке 3 по траектории 4. При этом зона 5 разупрочнения в угловом секторе заготовки 3 получается при неподвижном фокусаторе 2 путем проектирования светового отрезка перпендикулярно траектории его перемещения. Зона 6 разупрочнения на прямолинейном участке заготовки 3 получается при неподвижном, но повернутом на 180° относительно своего центра фокусатора 2, проектированием светового отрезка перпендикулярно траектории его перемещения. Переходная зона 7 разупрочнения образуется в момент поворота фокусатора 2.
Световое пятно перемещают по замкнутой траектории 4 в виде прямоугольника со сторонами определенной длины, в углах соединенными дугами 120-135°, радиусом, проведенным из центров угловых закруглений. При этом, в процессе
нагрева до температуры рекристаллизации металл заготовки 3 разупрочняют до
величины (0,4-0,6) , иь
где Ob2 предел текучести металла в зоне отжига;
оъ - предел прочности заготовки перед отжигом,
а ширину зоны 5 разупрочнения угловых и зоны б прямолинейных участков формируют согласно зависимостям:
Cy 2(Ry-R0), Ca«Cb 1,57(rg-0.5S)
При отжиге заготовок, предназначенных для вытяжки низких коробок с малыми угловыми закруглениями, у которых:
В -Н
0,22,
световое пятно перемещают по замкнутой траектории в виде прямоугольника со сторонами
АО - Ау + 2гу - 0,43 rg - 0,78 S, В0 By + 2ry - 0,43 гд - 0,78 S, в углах соединенными дугами радиусом Ro 0,25 (2Ry + Во - By).
проведенным из центров угловых закруглений заготовки. При отжиге заготовок, пред- назначенных для вытяжки коробок с относительно большими радиусами угловых закруглений, у которых
0.22 в-±-рг 0,4.
световое пятно перемещают по аналогичной замкнутой траектории в виде прямоугольника со сторонами
Ao Ay + 2ry + 2,71rg-2,35S. Bo By + 2ry + 2,71rg-2.35S, в углах соединенными дугами радиусом Ro - 0,25 (2Ry + Во By- 1,57rg + 0,783).
При отжиге заготовок, предназначенный для вытяжки высоких коробок с большими радиусами закруглений, у которых
gr; Цт .2 0,4, световое пятно перемещают
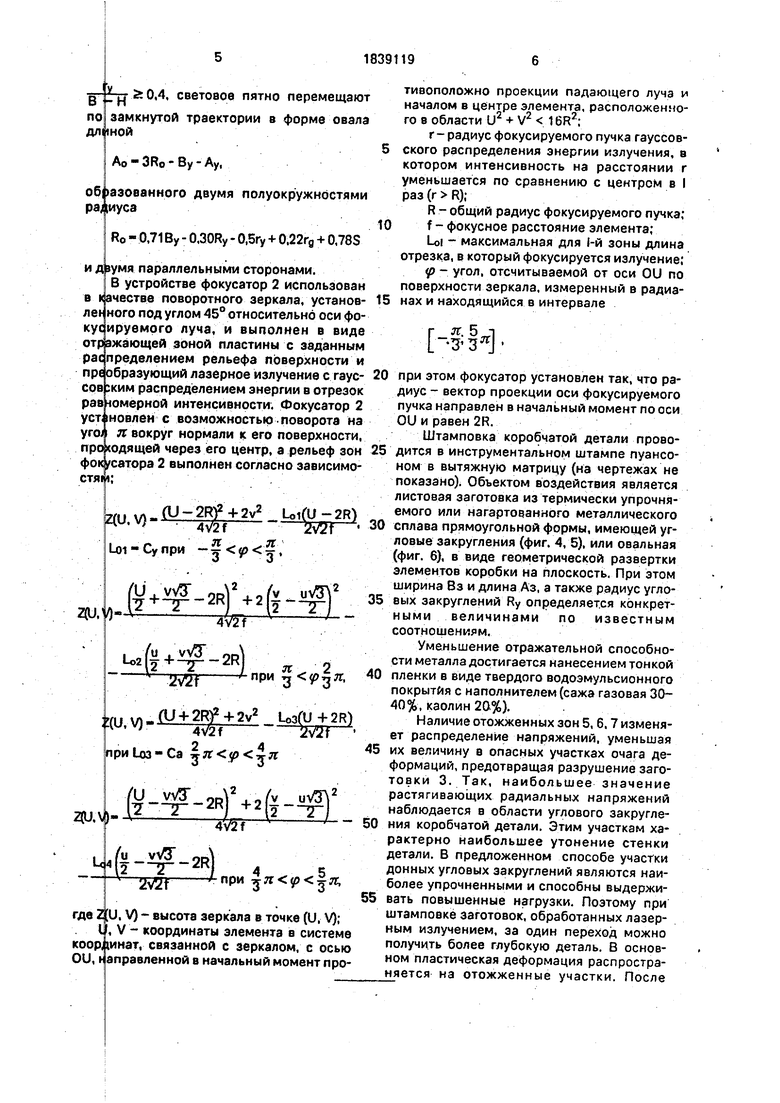
по замкнутой траектории в форме овала длиной
АО - 3R0 - By - Ay,
об азованного двумя полуокружностями радиуса
Ro - 0,71 By - 0,30Ry - 0,5ry + 0.22гд + 0,785
уст уга
фок
и дзумя параллельными сторонами.
В устройстве фокусатор 2 использован в качестве поворотного зеркала, установ- лe ного под углом 45° относительно оси фокус ируемрго луча, и выполнен в виде отражающей зоной пластины с заданным распределением рельефа поверхности и прс образующий лазерное излучение с гаус- сов жим распределением энергии в отрезок равномерной интенсивности. Фокусатор 2
новлен с возможностью поворота на
л вокруг нормали к его поверхности,
проходящей через его центр, а рельеф зон
/сатора 2 выполнен согласно зависимостя i;
17П1 чл (U-2R)2+2v2 Loi(U-2R) ол I3U.V}- 2f------2v2f 30
Loi - Су при - J у J,
Z(tV
rtJ.Wy «R.V UV3V35
л-ЬгЧ 2- 2Ч +2(2 -Т) 35
/ лл/51
4V27
-hi
jr-2R) 2v2T
,vT
tu уч - (U + 2Rf -f 2v2 Lo3(U + 2R)
flU.Vj ---- ----- -,
24
3U.
/U ..,/v uvtfl2
-т-Щ +2|2-И
4Wf
9D
)
2v7T
АК
при .
где Z U, V) - высота зеркала в точке (U, V);
, V - координаты элемента а системе KOOPJ 1инат, связанной с зеркалом, с осью OU, r вправленной в начальный момент про0
5 0
тивоположно проекции падающего луча и началом в центре элемента, расположенного в области U2 + V2 16R2;
г-радиус фокусируемого пучка гауссов- ского распределения энергии излучения, в котором интенсивность на расстоянии г уменьшается по сравнению с центром в I раз (г R);
R.- общий радиус фокусируемого пучка;
f-фокусное расстояние элемента;
Loi - максимальная для 1-й зоны длина отрезка, в который фокусируется излучение;
р - угол, отсчитываемой от оси OU по поверхности зеркала, измеренный в радианах и находящийся в интервале
п. 5.
Г «
{Г-з-з
15 20
25
ол 30
35
35
40
45
0
5
при этом фокусатор установлен так, что радиус - вектор проекции оси фокусируемого пучка направлен в начальный момент по оси OU и равен 2R.
Штамповка коробчатой детали проводится в инструментальном штампе пуансоном в вытяжную матрицу (на чертежах не показано). Объектом воздействия является листовая заготовка из термически упрочняемого или нагартозанного металлического сплава прямоугольной формы, имеющей угловые закругления (фиг. 4, 5), или овальная (фиг. 6), в виде геометрической развертки элементов коробки на плоскость. При этом ширина Вз и длина Аз, а также радиус угловых закруглений Ry определяется конкретными величинами по известным соотношениям.
Уменьшение отражательной способности металла достигается нанесением тонкой пленки в виде твердого водоэмульсионного покрытия с наполнителем (сажа газовая 30- 40%, каолин 20,%).
Наличие отожженных зон 5, 6.7 изменяет распределение напряжений, уменьшая их величину в опасных участках очага деформаций, предотвращая разрушение заготовки 3. Так, наибольшее значение растягивающих радиальных напряжений наблюдается в области углового закругления коробчатой детали. Этим участкам характерно наибольшее утонение стенки детали, В предложенном способе участки донных угловых закруглений являются наиболее упрочненными и способны выдерживать повышенные нагрузки. Поэтому при штамповке заготовок, обработанных лазерным излучением, за один переход можно получить более глубокую деталь. В основном пластическая деформация распространяется на отожженные участки. После
формоизменения под действием деформационного упрочнения происходит выравнивание механических свойств по всему обьему детали.
В описанном способе достигается значительное уменьшение величины складкообразования за счёт создания у заготовки отожженных участков принятой формы и величины разупрочнения, что обеспечивает благоприятную схему штамповки с направленным пластическим течением металле и приводит к уменьшению трудоемкости процесса.
Использование предлагаемого устройства обеспечивает отсутствие локализации
пластических деформаций в области донного закругления коробчатой детали, поэтому снижается разнотолщинность стенок, что повышает прочность изделия, сокращает
расход материалов, повышает точность, а также устраняется необходимость применения прижима, что снижает стоимость устройства и вспомогательного оборудования, сокращает энергозатраты, увеличивает про0 изводительность и снижает затраты на штамповую оснастку.
15
(56) Авторское свидетельство СССР № 1303960, кл, G 02 В 5/10, 1984.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывной сварки полимерных материалов внахлест и устройство для его осуществления | 1987 |
|
SU1599239A1 |
| СПОСОБ ЛАЗЕРНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2006 |
|
RU2345148C2 |
| Устройство для фокусировки излучения в кольцо | 1990 |
|
SU1730606A1 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ | 2011 |
|
RU2502575C2 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ПРОСТОГО ДЕЙСТВИЯ | 2011 |
|
RU2527820C2 |
| Устройство для фокусировки оптического излучения в отрезок прямой (его варианты) | 1984 |
|
SU1303960A1 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ВЫТЯЖКИ КОРОБЧАТОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2013 |
|
RU2545863C2 |
| СПОСОБ ФОРМОВКИ ПАТРУБКОВ В ЛИСТОВЫХ ДЕТАЛЯХ | 2013 |
|
RU2542034C2 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1990 |
|
SU1743090A1 |
| Устройство для фокусировки оптического излучения в кривую линию (его варианты) | 1984 |
|
SU1303961A1 |




Формула изобретения
где аса - предел текучести металла в отожженной зоне; (тв - предел прочности металла заготовки перед отжигом, отличающийся тем, что, с целью сокращения расхода материалов при вытяжке коробчатых изделий из прямоугольной заготовки с закругленными углами снижения трудоемкости процесса, повышения точности, снижения стоимости вспомогательного оборудования, сокращения энергозатрат, увеличения производительности и снижения затрат на штамповую оснастку, световое пятно перемещают по замкнутой траектории в виде прямоугольника со сторонами, соединенными дугами 120 - 135 радиусом, проведенным из центров угловых закруглений заготовки, имеющей ширину определяемую из выражений:
(Ry-R0); ,57(Гд-0,55), Су - ширина зоны разупрочнения угловых участков;
Ry - радиус углового закругления заготовки;
Ro - радиус углового закругления траектории перемещения светового пятна; Са Св - ширина зоны разупрочнения
прямолинейных участков; гд - радиус донного закругления коробки; , .
S - толщина стенки коробки.
А0 Ау+2гу-0,43гд-0,785 ; В0 Ву4-2гу-0,43гд-0,785 ; ,25(2Ry+B0-By), где Ay, By - расстояние между центрами угловых закруглений заготовки в направлении длины и ширины соответственно;
АО, Во - соответственно стороны прямо- угольника,
Ао Ау+2гуЧ-2,71гд-2,355 ;
Во Ву+2гу+2.71гд-2,355 :
,25(2Ry+B0 By-1,57rA+ +0.78S ).
Ao 2R0-By-Ay :
,71By-0,30Ry-0,5ry4 0.22гд- -0.78S.
(.1
Н
/
Гс
фц&2
У
фиг.З
1839119
фие.5
