Изобретение относится к обработке поверхности материалов концентрированными потоками энергии и может применяться при лазерной термической обработке без оплавления поверхности (закалке, отжиге) и с оплавлением поверхности (закалке, наплавке, легировании) металлических деталей и полуфабрикатов, а также при обработке неметаллических материалов.
Известен способ лазерной термообработки, заключающийся в формировании зоны термической обработки за несколько проходов луча лазера с перекрывающимися зонами (Головко Л.Ф., Дувейк Д., Орешник В.И. Обеспечение качества слоев, полученных лазерной наплавкой или упрочняющей обработкой. //Автоматическая сварка. 2001, №12. - С.47-52).
Недостатком известного способа при проведении упрочняющей обработки является наличие образующихся при обработке с перекрытием однократных зон термического влияния областей отпуска, имеющих пониженную микротвердость и, вследствие этого, низкую износостойкость. Такое энергетическое воздействие на детали, как правило, не допускается из-за повышенных требований к равномерности глубины зоны обработки по ширине зоны термического влияния и физико-механическим свойствам материала.
Наиболее близким техническим решением является способ лазерной обработки (а.с. СССР 1839119, B21D 5/01. Опубл. 30.12.1993. Бюл. 48-47), заключающийся в воздействии на обрабатываемый материал непрерывного лазерного излучения, сфокусированного в световое пятно в виде отрезка, перемещающегося по заданной траектории с постоянной или переменной скоростью.
Недостатками известного технического решения является существующее несоответствие распределения плотности энергетического потока на поверхности заданному изменению состояния технологических объектов. Это может привести уже на стадии обработки к образованию различных дефектов, таких, как для тонкостенных деталей: пережоги, крупнозернистость, локальные оплавления и коробление листовых заготовок из-за неравномерного тепловыделения по ширине зоны термического влияния. Для объемных деталей характерны следующие дефекты: неравномерное распределение механических свойств по ширине зоны термического влияния; неравномерная глубина обработки; локальные оплавления; повышенная хрупкость изделия вследствие перегрева центральной и недостаточная твердость при упрочняющей обработке в результате недогрева периферийных областей энергетического воздействия.
В основу изобретения поставлена задача увеличить производительность, снизить энергозатраты, устранить многократное воздействие излучения на заготовку, повысить качество лазерной обработки металлических и неметаллических материалов, расширить технологические возможности путем обеспечения требуемых распределения плотности мощности энергетического потока в пятне нагрева и ширины зоны обработки (термического влияния).
Данная задача решается тем, что в способе лазерной термической обработки материалов, заключающемся в воздействии на обрабатываемый материал непрерывного лазерного излучения, сфокусированного в световое пятно в виде отрезка, перемещающегося по заданной траектории с постоянной или переменной скоростью, согласно изобретению предварительно определяют допустимую максимальную температуру на поверхности обрабатываемого материала, превышающую температуру необходимого структурного или фазового превращения, скорость перемещения светового отрезка и максимальные температуры вдоль линии перемещения светового отрезка в центре и на расстоянии х=±b/2 от центра, где b - ширина зоны обработки, по этим параметрам настраивают мощность и распределение плотности мощности лазерного излучения, а длину L светового отрезка выбирают в диапазоне значений L=(1,0...1,3)b.
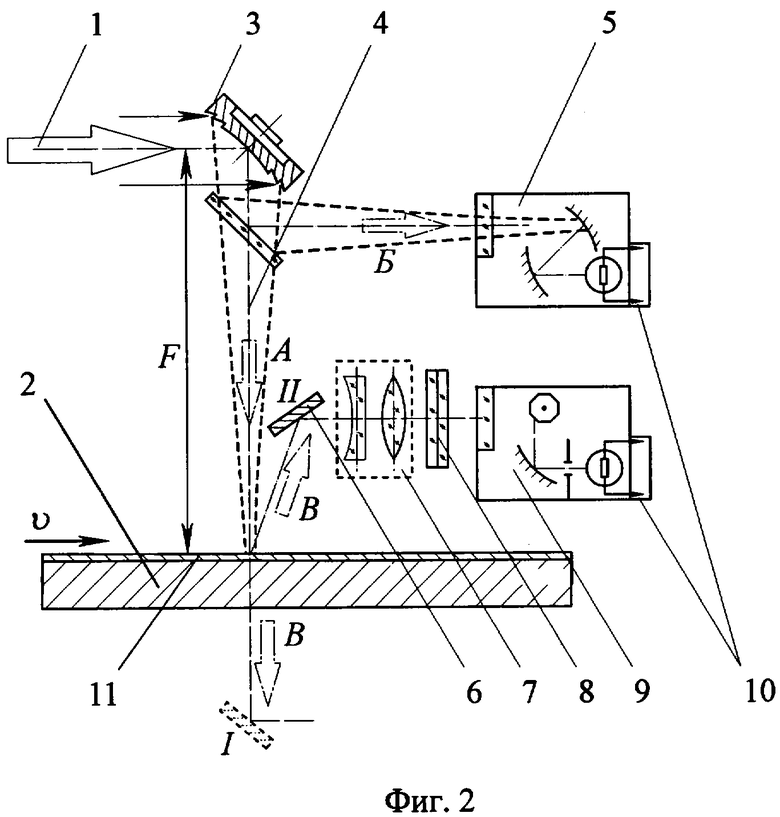
На фиг.1 изображена схема предлагаемого способа лазерной термической обработки материалов. На фиг.2 изображена схема устройства, реализующего предлагаемый способ лазерной термической обработки материалов. На фиг.2 обозначено: А - лазерное излучение, падающее на обрабатываемую деталь; Б - ответвленная часть лазерного излучения; В - тепловое излучение от исследуемых участков объекта.
Лазерное излучение 1 мощностью Q, сфокусированное в световое пятно длиной L, с распределением плотности мощности q(x,y) воздействует на обрабатываемый материал 2 шириной H1 и толщиной Н2. При перемещении обрабатываемого материала 2 с постоянной или переменной скоростью v образуется зона обработки, т.е. область, где материал нагревается выше температуры фазового или структурного перехода шириной b. Заданная ширина зоны обработки не может быть получена любым из способов местного нагрева, кроме лазерного, поскольку они при передаче тепла не обладают высокой плотностью энергии. Определение скорости перемещения светового отрезка, мощности и распределения плотности мощности лазерного излучения проводят расчетным путем, решая обратную задачу теплопроводности. В процессе обработки проводят контроль мощности и распределения плотности мощности лазерного излучения, а также температуры на поверхности обрабатываемого материала.
Данный способ реализуется с помощью устройства для воздействия лазерного излучения 1 на обрабатываемый материал 2, содержащего оптический элемент фокусатор 3, оптически связанный с ответвителем 4, оптическим блоком ИК-радиометра 5, поворотным зеркалом 6, телескопической системой 7, оптическими фильтрами 8 и оптическим блоком тепловизора 9, содержащим аналогово-цифровые преобразователи 10. Для повышения эффективности энерговклада используются специальные поглощающие покрытия 11. Позиция I для регистрации температурного поля в объемных технологических объектах, позиция II для регистрации температурного поля в листовых материалах.
Предлагаемый способ лазерной термической обработки материалов заключается в следующем. На основе анализа детали определяется требуемый температурный цикл в зоне термического влияния; определяется целесообразность применения и выбираются поглощающие покрытия. Проводится расчет основных параметров режима обработки решением обратной задачи теплопроводности. Основными параметрами режима обработки являются длина светового пятна L в виде отрезка и распределение плотности мощности излучения q(x, y), а также: при обработке непрерывным излучением - мощность излучения Q и скорость обработки v; при обработке импульсным излучением - энергия в импульсе Еи и длительность импульса τи.
Сначала определяют допустимую максимальную температуру на поверхности обрабатываемого материала, превышающую температуру необходимого структурного или фазового превращения, затем - скорость перемещения светового отрезка и максимальные температуры вдоль линии перемещения светового отрезка в центре и на расстоянии х=±b/2 от центра, где b - ширина зоны обработки. По этим параметрам определяют мощность и распределение плотности мощности лазерного излучения. Длину L светового отрезка выбирают в диапазоне значений L=(1,0...1,3) b. При L<1 имеет место недогрев периферийных областей энергетического воздействия, что приводит, например, к недостаточной их твердости при упрочняющей обработке. Как установлено в результате проведенных испытаний металлических образцов при L>1,3 ширина области обработки превышает заданную. Лазерному воздействию в этом случае подвергаются слои материала технологического объекта, для которых это недопустимо. Кроме того, в этом случае повышаются энергозатраты, связанные с этим непроизводительным воздействием.
Затем осуществляется выбор оборудования и средств автоматизации. Проводится расчет и изготовление формирующих излучение оптических элементов - фокусаторов. Выбирается дополнительная оснастка, приборы и приспособления. Выполняется отработка технологии на конкретных деталях с оценкой соответствия выходных параметров технологического процесса заданным.
При применении известных способов на этапе выбора режимов обработки расчет требуемого распределения плотности мощности лазерного излучения для формирования необходимого энергетического воздействия на технологические объекты не проводится. Рассматривают процессы нагрева полубесконечного тела или тонкой пластины энергетическим источником с равномерным или гауссовским круговым (иногда, однородным полосовым) распределением плотности мощности. Далее, строят расчетные номограммы для определения режимов обработки: мощности Q, скорости v относительного перемещения детали и лазерного пятна, радиуса пятна нагрева - при обработке непрерывным излучением; энергии Еи и длительности импульса τи, а также радиуса пятна нагрева - при импульсном воздействии. Причем при импульсной обработке чаще всего рассматривают стадию нагрева, используя известные аналитические решения дифференциального уравнения теплопроводности для одномерных моделей в линейной подстановке (не учитываются температурные зависимости теплофизических характеристик и поглощательной способности облучаемого материала).
Отличительными особенностями предлагаемого подхода от традиционного являются то, что геометрические размеры лазерного пятна и распределение плотности мощности излучения рассматриваются в качестве основных параметров режима обработки, выбор параметров лазерного источника и разработка формирующих излучение оптических элементов проводится в соответствии с результатами решения обратной задачи теплопроводности. Применение предлагаемого способа энергетического воздействия на материалы с использованием дифракционных оптических элементов (фокусаторов излучения) в технологии лазерной обработки материалов открывает принципиально новые возможности управления свойствами и эксплуатационными характеристиками обрабатываемых деталей путем целенаправленного изменения формы пятна нагрева и распределения плотности мощности энергетического потока.
Росту крупного зерна при кристаллизации способствует неравномерное распределение легирующих элементов внутри зерен, а также неравномерная степень пластической деформации. Особую склонность к росту зерна материал имеет после критических степеней холодной деформации (2...15%) при медленном нагреве, поэтому нагрев при полном отжиге проводится с максимально возможной скоростью. Температура лазерного отжига полуфабрикатов из сплава АМг2Н может достигать 800...820К с сокращением времени выдержки. Обработка проводилась лазерным излучением при следующих параметрах: мощность лазерного излучения 600±7 Вт; скорость обработки 0,6±0,01 м/с. Применение разработанного технологического процесса отжига перед холодной штамповкой листовых и трубчатых заготовок из алюминиевого сплава АМг2Н позволило повысить предельное относительное и уменьшить минимальный радиус гиба.
Для титановых сплавов формообразование с нагревом является основным способом формоизменения. Титановые сплавы ОТ4-1 и ОТ4 относятся к группе сплавов с преобладанием α-твердого раствора и небольшим количеством β-фазы (псевдо α-сплавы) и имеют температуру полиморфного превращения соответственно Тα+β↔β=1180...1220K и Тα+β↔β=1190...1230K. Эти сплавы имеют удовлетворительную технологическую пластичность в интервале температур 760...870K для ОТ4-1 и 820...970K - для ОТ4. Однако при технологических нагревах в воздушной среде до температур выше 770K на поверхностях заготовок образуются оксидные и газонасыщенные слои, снижающие эксплуатационную прочность деталей и ухудшающие штампуемость материала. Экспериментальные исследования условий снятия наклепа и образования рекристаллизованной структуры с помощью лазерного нагрева показали возможность протекания этих процессов в диапазоне температур рекристаллизации (для сплава ОТ4-1 - 990...1110K, для сплава ОТ4 - 1030...1130K). Параметры режима обработки: мощность лазерного излучения 450±5 Вт; скорость обработки 0,6±0,01 м/с. Испытания на растяжение образцов показали, что применение разработанных технологических процессов отжига обеспечивает повышение предельного относительного удлинения и увеличение предельного угла изгиба при холодном деформировании листовых деталей из низколегированных титановых сплавов ОТ4 и ОТ4-1 толщиной 2 мм, что позволяет проводить их формообразование без дополнительного подогрева. Применение разработанного технологического процесса отжига также обеспечивает снижение угла пружинения при гибке деталей из низколегированных титановых сплавов.
Вал поршневого двигателя П-032 для сверхлегких летательных аппаратов конструктивно выполняется штамповкой двухколенным, неразъемным из стали 12Х2Н4А. Вал имеет две шатунные и две коренные шейки, которые для повышения износостойкости цементируются на глубину 1,2...1,7 мм. Для изготовления деталей коленчатого вала поршневого двигателя палец кривошипный, шатун, верхняя ось также применяется цементированная сталь 12Х2Н4А. Остальные детали коленчатого вала (полуось верхняя и нижняя, щека) изготавливаются из хромоникельмолибденовой улучшаемой стали 40ХНМА. При повышении износостойкости коренных и шатунных шеек коленчатого вала одними из основных требований являются равномерность глубины закаленной зоны и отсутствие дефектов на ее поверхности. Проведена отработка температурно-скоростных режимов лазерного упрочнения коленчатых валов из хромоникельмолибденовой стали 40ХНМА и цементированной стали 12Х2Н4А. Температура в зоне лазерного воздействия составляла 1100...1300K. Параметры режима обработки: мощность лазерного излучения Q=950±10 Вт; скорость обработки v=1,3±0,03 м/с. Лазерное термоупрочнение деталей из сталей 40ХНМА и 12Х2Н4А с регулируемым пространственным распределением мощности излучения позволило увеличить износостойкость по сравнению с обработкой т.в.ч.
При реализации способа лазерной термической обработки из условия отсутствия дефектов предварительно определяли допустимую максимальную температуру на поверхности обрабатываемого материала, превышающую температуру необходимого структурного или фазового превращения, скорость перемещения светового отрезка и максимальные температуры вдоль линии перемещения светового отрезка в центре и на расстоянии х=±b/2 от центра, где b - ширина зоны обработки, по этим параметрам настраивают мощность и распределение плотности мощности лазерного излучения, а длину L светового отрезка выбирали в диапазоне значений 1,0 b<L<1,3 b.
При одинаковой длине фокального отрезка 12 мм ширина отожженной зоны для титановых сплавов ОТ4 и ОТ4-1 по результатам металлографических исследований составила 11 мм, а для сплава алюминиевого сплава АМг2Н - около 9 мм. Ширина закаленной зоны стальных образцов равнялась 10 мм. Таким образом, в зависимости от вида термической обработки и обрабатываемого материала длина фокального отрезка составляет 1,0 b<L<1,3 b.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ ШЕСТЕРНИ | 2011 |
|
RU2482194C2 |
| Способ нанесения двухслойного покрытия на детали газотурбинного двигателя | 2017 |
|
RU2686429C1 |
| СПОСОБ ЛАЗЕРНОЙ ТЕРМООБРАБОТКИ СЛОЖНЫХ ПРОСТРАНСТВЕННЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 2010 |
|
RU2425894C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЗАГОТОВКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2016 |
|
RU2641444C2 |
| СПОСОБ ЛАЗЕРНО-СВЕТОВОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С РЕГУЛИРУЕМЫМ ОХЛАЖДЕНИЕМ | 2006 |
|
RU2323264C1 |
| СПОСОБ ЛАЗЕРНО-СВЕТОВОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С РЕГУЛИРУЕМЫМ ИЗМЕНЕНИЕМ ТЕМПЕРАТУРЫ | 2006 |
|
RU2322513C1 |
| Способ обработки кромок многоканальным лазером | 2017 |
|
RU2685297C2 |
| СПОСОБ ЛАЗЕРНО-СВЕТОВОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С РЕГУЛИРУЕМЫМ НАГРЕВОМ | 2006 |
|
RU2323265C1 |
| СПОСОБ ЛАЗЕРНОГО ТЕРМИЧЕСКОГО УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ ИЗ ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ | 2010 |
|
RU2449029C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2305136C1 |
Изобретение относится к термообработке поверхности материалов при помощи концентрированных источников энергии. Для повышения качества лазерной обработки, расширения технологических возможностей, увеличения производительности способ включает воздействие на обрабатываемый материал непрерывным лазерным излучением, сфокусированным в световое пятно в виде отрезка, перемещаемое, по заданной траектории с постоянной или переменной скоростью, при этом предварительно определяют допустимую максимальную температуру на поверхности обрабатываемого материала, превышающую температуру необходимого структурного или фазового превращения, скорость перемещения светового отрезка и максимальные температуры вдоль линии перемещения светового отрезка в центре и на расстоянии х=±b/2 от центра, где b - ширина зоны обработки, по этим параметрам настраивают мощность и распределение плотности мощности лазерного излучения, а длину L светового отрезка выбирают в диапазоне значений L=(1,0...1,3)b. 2 ил.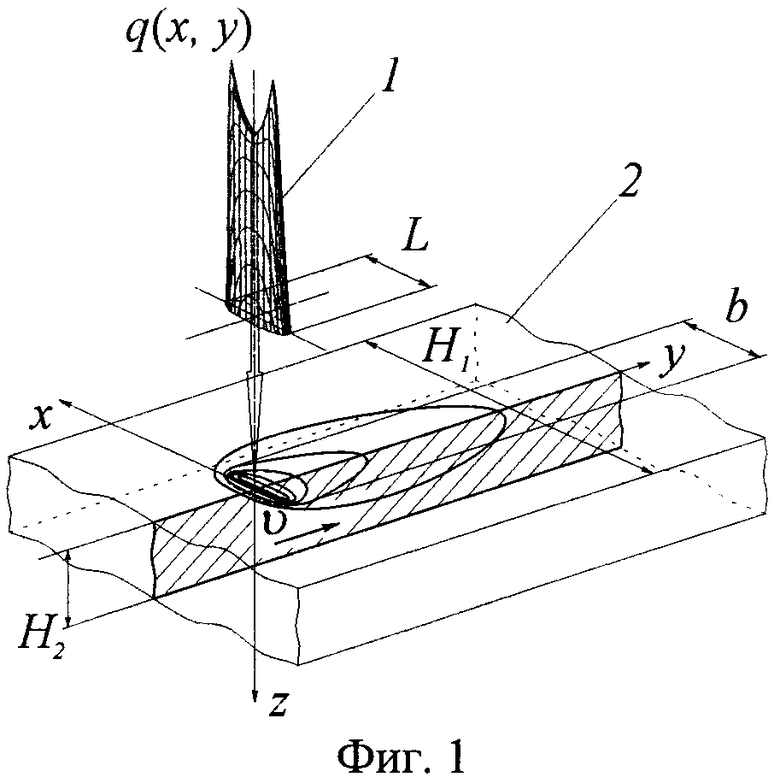
Способ лазерной термической обработки материалов, включающий воздействие на обрабатываемый материал непрерывным лазерным излучением, сфокусированным в световое пятно в виде отрезка, перемещаемое по заданной траектории с постоянной или переменной скоростью, отличающийся тем, что предварительно определяют допустимую максимальную температуру на поверхности обрабатываемого материала, превышающую температуру необходимого структурного или фазового превращения, скорость перемещения светового отрезка и максимальные температуры вдоль линии перемещения светового отрезка в центре и на расстоянии х=±b/2 от центра, где b - ширина зоны обработки, по этим параметрам настраивают мощность и распределение плотности мощности лазерного излучения, а длину L светового отрезка выбирают в диапазоне значений L=(1,0...1,3)b.
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ МЕТАЛЛОВ | 2004 |
|
RU2276191C1 |
| ГИГОРЬЯНЦ А.Г., САФОНОВ А.Н | |||
| Методы поверхностной лазерной обработки | |||
| Лазерная техника и технология | |||
| - М.: Высшая школа, 1987, с.15-27 | |||
| СПОСОБ ПОВЕРХНОСТНОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1992 |
|
RU2074265C1 |

