Известные устройства для промазки резиновых рукавов в процессе их изготовления на дорнах клеем или растворителем, состоящие из смонтированной на стойках промазочной ванны, в боковой крышке которой имеется отверстие с закрепленной в нем манжетой, не позволяют полностью механизировать процесс, повысить производительность и применить их в технологических линиях изготовления резиновых рукавов.
В предлагаемом устройстве для ликвидации этих недостатков промазочная ванна выполнена герметичной с периодически поворачивающимся ротором, снабженным гнездами для рукавов. Кроме того, в нем применены выталкиватель обработанных рукавов, закрепленный на боковой крышке промазочной ванны по оси отверстия, и механизм загрузки ротора рукавами, состоящий из лотка и направляющих с шарнирно закрепленными на них зажимами, действуюшими от системы рычагов и тяг, связанных с электромагнитами.
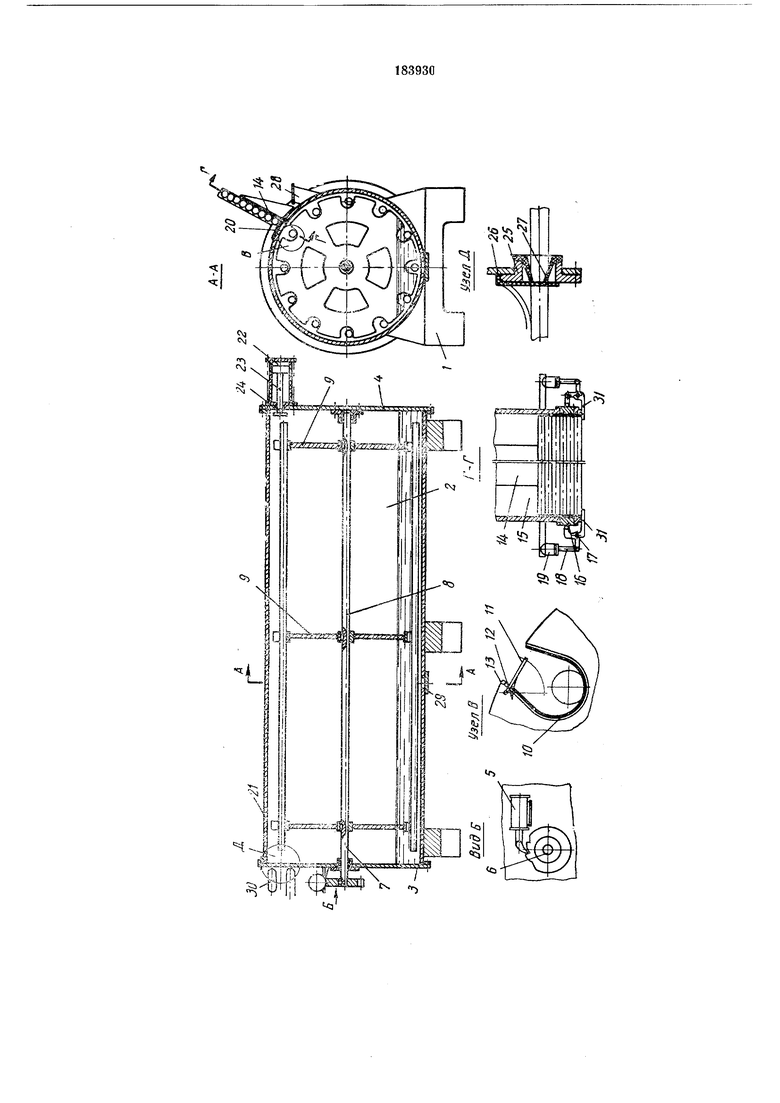
На чертел е изображено описываемое устройство в общем виде.
Оно состоит из смонтированной на стойках / промазочной ванны 2 с боковыми крышками 5 и 4, в которых установлен периодически поворачивающийся с помощью силового цилиндра 5 и храпового механизма 6 ротор 7, состоящий из вала 8 и дисков 9, в которых
выполнены гнезда для рукавов. Поверхность каждого гнезда выложена слоем 10 резины. Для фиксации рукава в гнезде в его нижнем положении служат рычаг 11 и пружина 12.
В крайнем положении рычаг // опирается на штифт 13. Устройство имеет также механизм загрузки ротора рукавами, состоящий из лотка 14 н направляющих 15 с шарнирно закрепленными на них обрезиненными с одного торца зая имами 16, действующими от системы рычагов 17 и тяг 18, связаиных с электромагнитами 19. Резиновый лист 20 закрывает прорезь в обечайке 21 промазочной ванны для прохода рукава. Для выгрузки обработанных
рукавов из ротора 7 на крышке 4 промазочной ванны установлен цилиндр 22. Отверстие в крышке 4 для прохода штока 23 цилиндра 22 уплотнено резиновым кольцом 24. Во фланце 25 крышки 3 выполнено отверстие, закрываемое резиновым листом 26. К фланцу крепится манжета 27. Устройство заправляется смазкой через люк 28, которая сливается через люк 29.
Работает устройство следующим образом. В исходном положении устройства, т. е. в нозиции выгрузки обработанных рукавов после очередного поворота ротора, в гнездах носледнего находятся нродтзанные рукава. Подается команда цилиндру 22 на выгрузку,
Шток 23 перемещает рукав через манжету 27, которая втирает смазку в рукав и снимает ее излишки. Затем обработанный рукав отклоняет лист 26 и попадает в отборочный транспортер 30, после чего шток 23 цилиндра возвраш;ается в исходное положение. Транспортер направляет обработанный рукав на последующую операцию сборки. В исходном положении устройства рукава удерживаются на лотке 14 с помощью системы рычагов 17, при этом зажимы 16 не держат торцов дорнов. От команды на загрузку срабатывают электромагниты 19, приводя в действие систему рычагов 17. Торцы дорнов зажимаются зажимами 16 и плечи 31 рычагов 17 выходят изпод дорнов. Нижний рукав освобождается и под действием собственного веса через щель в обечайке 21 отклоняет рычаги // и попадает в гнездо дисков 9 ротора 7. После прохода рукава рычаги // под действием пружины 12 возвращаются в первоначальное положение. При повороте системы рычагов 17 в противоположном направлении плечи 31 заходят под дорны, зажимы 16 разжимаются и рукава опускаются по лотку 14. Затем цикл повторяется.
Предмет изобретения
1. Устройство для промазки резиновых рукавов в процессе их изготовления на дорнах клеем или растворителем, состоящее из смонтированной на стойках промазочной ванны, в боковой крышке которой имеется отверстие с закрепленной в нем , отличающееся тем, что, с целью механизации процесса, повыщения производительности и возможности применения устройства в технологических поточных линиях изготовления резиновых рукавов, промазочная ванна выполнена герметичной с периодически поворачивающимся ротором, снабженным гнездами для рукавов.
2. Устройство по п. 1, отличающееся тем, что в нем применены выталкиватель обработанных рукавов, закрепленный на боковой крыщке промазочной ванны по оси отверстия, и механизм загрузки ротора рукавами, состоящий из лотка и направляющих с шарнирно закрепленными на них зажимами, действующими от системы рычагов и тяг, связанных с электромагнитами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической промазки резиновых рукавов | 1956 |
|
SU106227A1 |
| Устройство для промазки длинномерных изделий | 1978 |
|
SU770834A1 |
| УСТРОЙСТВО AJ(>&1 АВТОМАТИЧЕСКОЙ liPOMASKK РЕЗИНОВЫХ РУКАВОВ | 1967 |
|
SU196285A1 |
| Устройство для промазки длинномерных изделий клеем | 1980 |
|
SU927547A1 |
| Агрегат для промазки шлангов клеем | 1953 |
|
SU98957A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU373168A1 |
| Навивочная машина к агрегату длясборки рукавных изделий | 1973 |
|
SU509441A1 |
| Устройство для отбора длинномерных резиновых изделий,например,рукавов | 1974 |
|
SU524703A1 |
| Способ получения пожарного рукава | 1980 |
|
SU990911A1 |
| УСТРОЙСТВО для НАНЕСЕНИЯ КЛЕЯ НА НАРУЖНЫЕ ПОВЕРХНОСТИ РЕЗИНОВБ1Х РУКАВОВ | 1973 |
|
SU380474A1 |