Межоперационная промазка клеем резино-тканевых рукавов осуществляется вручную. Между тем, изготовление рукавов, например, оплеточной конструкции, представляет собой непрерывный процесс. Предложенный агрегат разрешает задачу непрерывной промазки рукавов, исключая таким образом весьма несовершенные приемы ручной промазки.
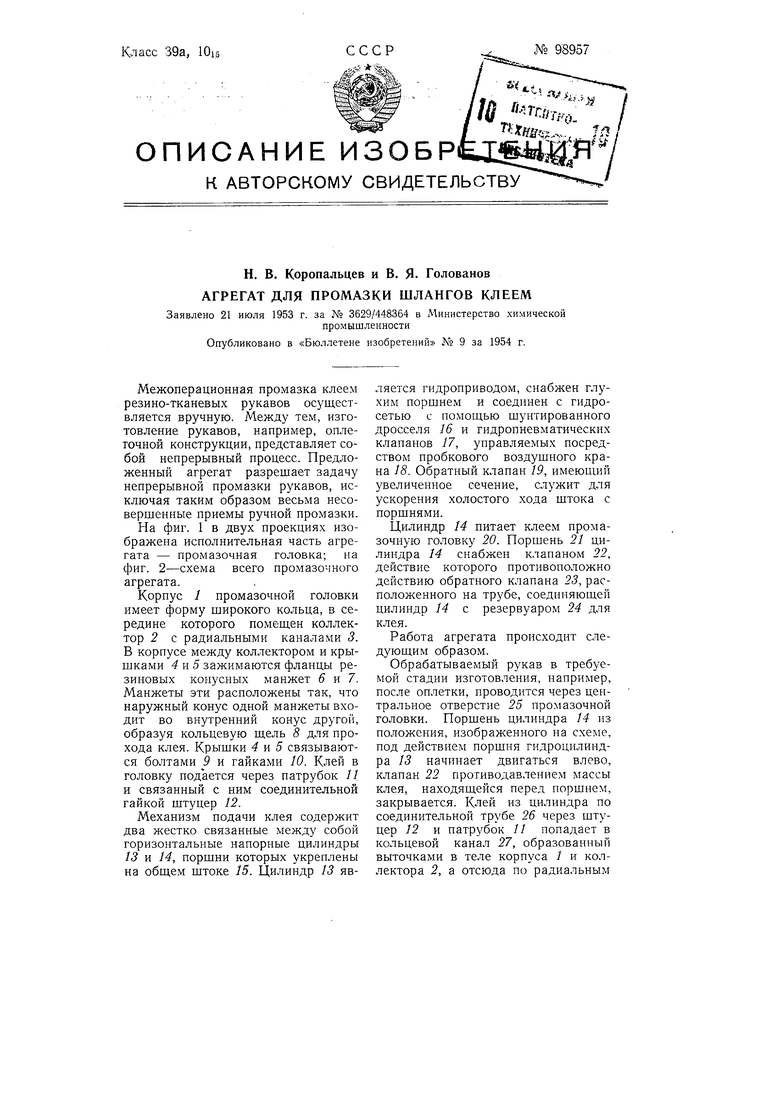
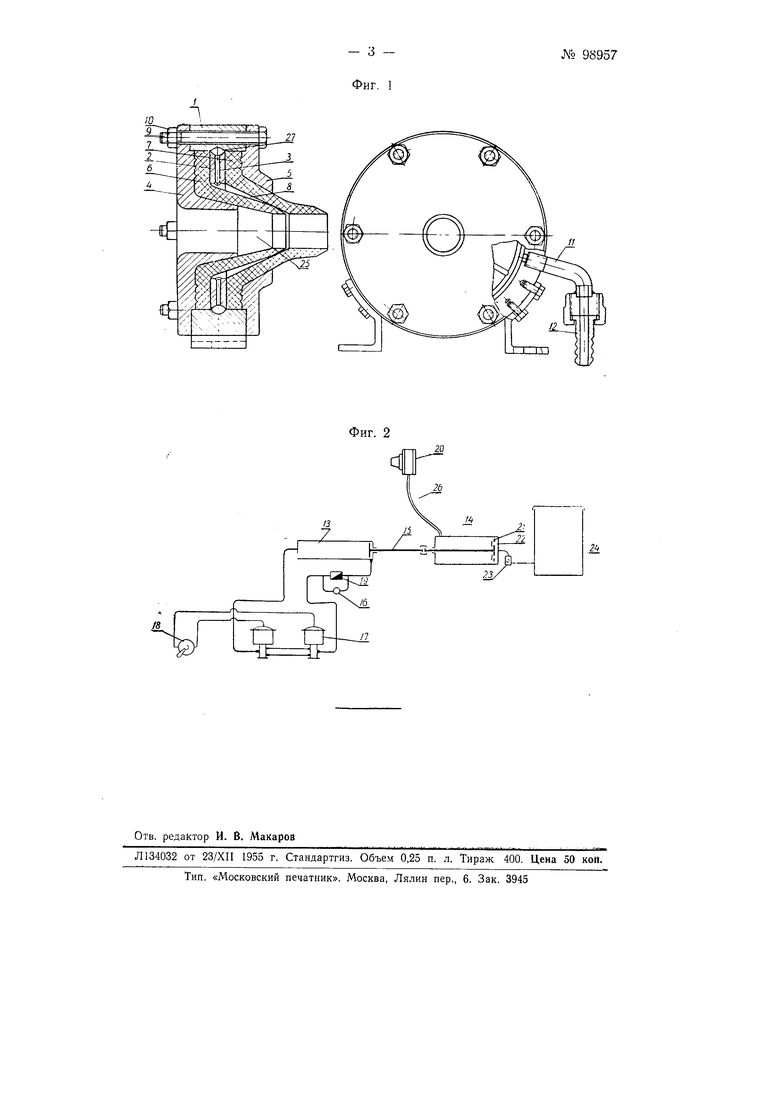
На фиг. 1 в двух проекциях изображена исполнительная часть агрегата - промазочная головка; на фиг. 2-схема всего промазочного агрегата.
Корпус / промазочной головки имеет форму широкого кольца, в середине которого помешен коллектор 2 с радиальными каналами 3. В корпусе между коллектором и крышками 4 и 5 зажимаются фланцы резиновых конусных манжет 6 и 7. Манжеты эти расположены так, что наружный конус одной манжеты входит во внутренний конус другой, образуя кольцевую шель 8 для прохода клея. Крышки 4 и 5 связываются болтами 9 и гайками 10. Клей в головку подается через патрубок 11 и связанный с ним соединительной гайкой штуцер 12.
Механизм подачи клея содержит два жестко связанные между собой горизонтальные напорные цилиндры 13 и 14, поршни которых укреплены на общем штоке 15. Цилиндр 13 является гидроприводом, снабл ен глухим поршнем и соединен с гидросетью с помош,ью шунтированного дросселя 16 и гидропневматических клапанов 17, управляемых посредством пробкового воздушного крана 18. Обратный клапан 19, имеющий увеличенное сечение, служит для ускорения холостого хода штока с поршнями.
Цилиндр 14 питает клеем промазочную головку 20. Поршень 21 цилиндра 14 снабжен клапаном 22, действие которого противоположно действию обратного клапана 23, расположенного на трубе, соединяюшей цилиндр 14 с резервуаром 24 для клея.
Работа агрегата происходит следующим образом.
Обрабатываемый рукав в требуемой стадии изготовления, например, после оплетки, проводится через центральное отверстие 25 промазочной головки. Поршень цилиндра 14 из положения, изображенного на схеме, под действием поршня гидроцилиндра 13 начинает двигаться влево, клапан 22 противодавлением массы клея, находяшейся перед поршнем, закрывается. Клей из цилиндра по соединительной трубе 26 через штуцер 12 и патрубок 11 попадает в кольцевой канал 27, образованный выточками в теле корпуса 1 и коллектора 2, а отсюда по радиальным
каналам 3 в кольцевую щель о и далее на движущийся через отверстие 25 обрабатываемый рукав.
В это же время под- воздействием создающегося позади поршня 21 вакуума открывается обратный клапан 23 и клей из резервуара 24 поступает в цилиндр 14, заполняя его полость справа от поршня.
Когда поршень 21 дойдет до своего крайнего левого положения, то переключением воздушного крана 18 поршень гидроцилиндра, благодаря открывающемуся в это время обратному клапану 19 быстро передвигает поршень 21 через заполненный клеем цилиндр в прежнее крайнее правое положение, что достигается беспрепятственно благодаря тому, что теперь клапан поршпя 21 под давлением массы клея справа от поршня открывается. По достижении поршнем 21 крайнего правого положения вновь переключается на рабочий ход кран 19 и цикл промазки возобновляется.
Предмет изобретения
1. Агрегат для промазки шлангов клеем в процессе их изготовления, отличающийся тем, что, с целью равномерной подачи клея на
движущийся через него шланг, он состоит из промазочиой головки, основную часть которой составляют две резиновых манжеты с осевым цилиндрическим каналом, одна из которых входит в другую, образуя кольцевую щель для выхода клея, и блока питания, выполненного из двух поршневых цилиндров с общим штоком, из которых один-одностороннего действия - питает клеем промазочную головку, а второй служит гидроприводом.
2.Форма выполнения агрегата но п. 1, отличающаяся тем, что для обеспечения холостого хода поршня через цилиндр, заполненный клеем, поршень снабжен клапаном.
3.Форма выполнения агрегата по п. 1, отличающаяся тем, что, с целью регзлировки скорости подачи клея в промазочную головку, гидропривод снабжен шунтированным дросселем.
4.Форма вынолнения агрегата по п. 1, отличающаяся тем, что для увеличения скорости холостого хода штока и поршней обоих цилиндров гидропривод снабжен обратным клапаном увеличенного сечения.
ЛЬ 98957
Фиг.