Известны способы электродуговой сварки с непрерывной и импульсной подачей энергии. Эти способы не обеспечивают точной фиксации места образования активного пятна на изделии, а зажигание дуги в ряде случаев затруднительно.
Предлагаемый способ отличается от известных тем, что в точке сварки фокусируют электронный, ионный или лазерный лучи, ионизирующие дуговой промежуток, что позволяет повысить точность сварного шва и облегчить зажигание дуги.
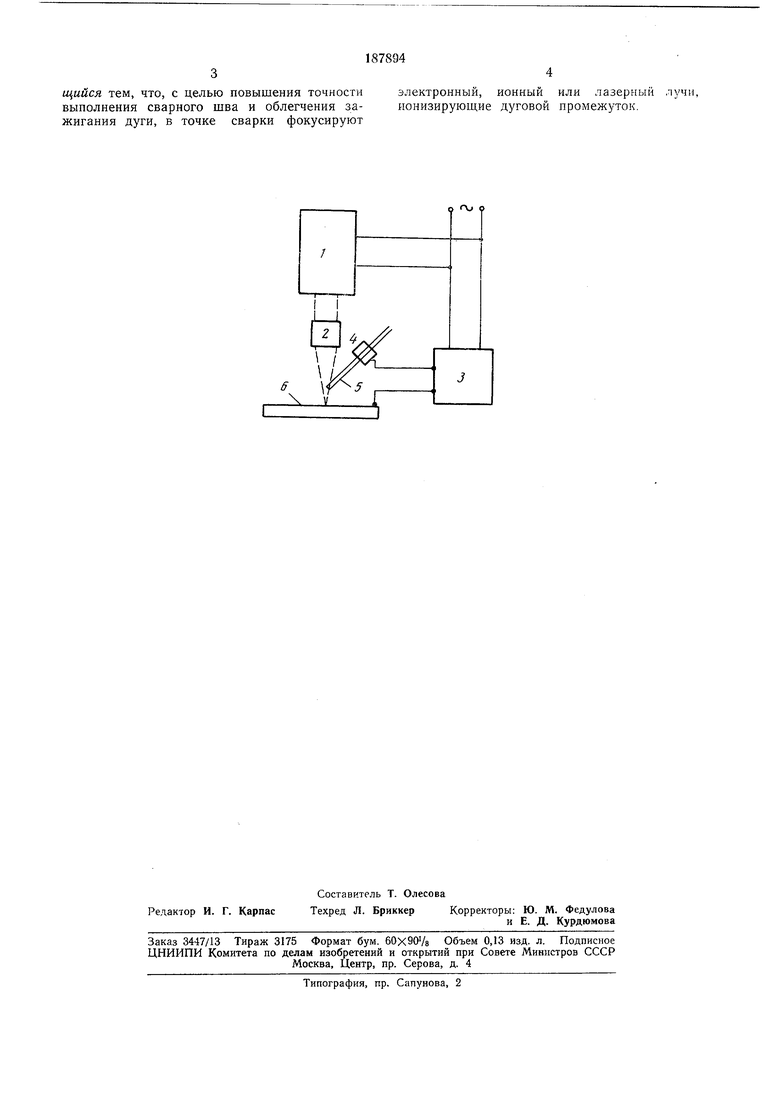
На чертеже изображена схема устройства для осуществления способа.
Для сварки применяются два источника энергии. Источник лучистой энергии / создает необходимые условия для точной установки, образования активного пятна на свариваемом изделии и для возбуждения дуги. Энергия источника / с помощью устройства 2 фокусируется в точку на предполагаемом месте сварки. Благодаря острой фокусировке луча эта энергия локализуется на весьма малой площади (десятые доли кв. мм), что дает возможность при небольщой мощности источника / получить высокий уровень энер1ИИ в луче.
ного слоя металла в пределах сфокусированного пятна. Для снижения действующей мощности этого источника энергия может подаваться в виде импульсов с необходимой для управления дуговым разрядом скважностью. Источник питания 3 подключается к токопроводу 4 сварочного электрода 5 и изделию 6. Электрод ориентируется таким образом, чтобы его рабочий конец был направлен в
точку выделения энергии на изделии от источника }. В момент выделения энергии источником / в пространстве между электродом и изделием образуется ионизированная зона с точечным источником эмиссии в фокусе, которая обеспечивает условия для возбуждения и ориентацию дуги от источника 3. Мощность и параметры источника 3 выбираются в соответствии с требуемым технологическим эффектом.
Для расширения технологических возможностей предлагаемого способа сварки энергия от источника 3 может подаваться в виде импульсов, регулируемых по величине, форме и скважности. Сварка может осуществляться
в различных средах нлавящимся и неплавящимся электродами.
щийся тем, что, с целью повышения точности выполнения сварного шва и облегчения зажигания дуги, в точке сварки фокусируют
электронный, ионный или лазерный
ЛУЧИ, ионизирующие дуговой промежуток.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45 мм | 2017 |
|
RU2660791C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2572671C1 |
| Способ лазерно-дуговой сварки плавящимся электродом в среде защитного газа стыкового соединения сформованной трубной заготовки | 2017 |
|
RU2668625C1 |
| Способ лазерно-дуговой сварки | 2017 |
|
RU2635679C1 |
| Способ сварки сформованной трубной заготовки с индукционным подогревом | 2017 |
|
RU2660540C1 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| Способ пространственной стабилизации дуги | 2019 |
|
RU2713186C1 |
| Способ бездефектной гибридной лазерно-дуговой сварки толстостенных стыковых соединений | 2018 |
|
RU2697754C1 |
| Способ бездефектной гибридной лазерно-дуговой сварки тонкостенных стыковых соединений | 2018 |
|
RU2697756C1 |
| СПОСОБ БЕСКОНТАКТНОГО ВОЗБУЖДЕНИЯ СВАРОЧНОЙ ДУГИ | 1991 |
|
RU2027562C1 |
с о
