Известны еиособы настройки индикаторных устройств для контроля ирямолинейности, заключающиеся в то.м, что индикаторное устройство устанавливают на контрольную линейку и по пей ставят показание всех индикаторОБ.
Предлагаемый способ отличается от известных тем, что индпкаторное устройство устанавливают на неаттесгованную контрольную линейку с отверстиями, иад которыми укренляют нлоскопараллельпые плитки, разность толп1,ин которых не нревышает погрешность измерения. Над плитками устанавливают из.мерительиые наконечники индикаторов, затем снимают показания всех ипдикаторов, нереворачивают линейку на 180°, снимают ноказания и показание каждого индикатора, соответствующее положению всех измерительных наконечников на одной прямой, высчитывают как алгебраическую полусум.му двух показаНИИ. Это позволяет иовыеить точность иастройки.
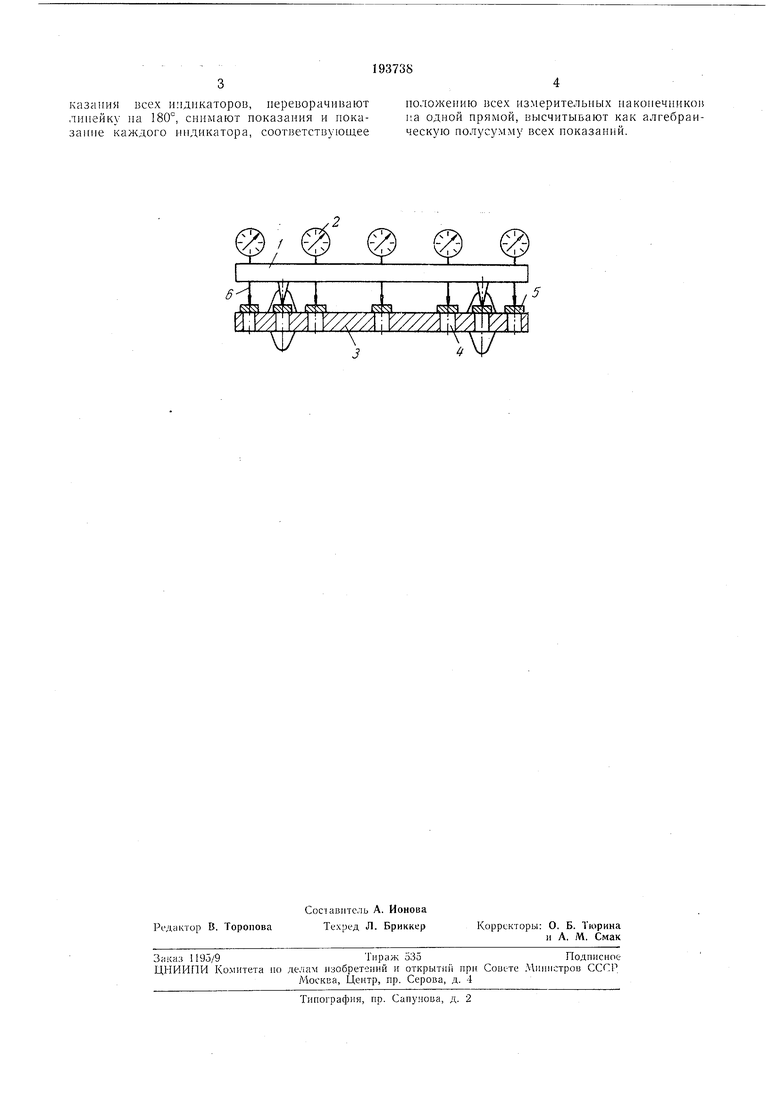
На чертеже приведена схема настройки индикаторного устройства для контроля прямолипейноетн на контрольную линейку.
Для осуществлепия способа индикаторное устройство, состоящее из корпуса / и нрикреплениых к нему нескольких индикаторов 2, устанавливают на неаттестованную контрольную линейку 3, имеющую отверстия 4.
Над отверстиями закренляют нлоскопараллельные плитки 5, разность толщин которых не нреньииает ногреншоеть намерения. Над плитками устанавливают измерительные наконечники 6 индикаторов, затем снимают nt)казания всех индикаторов, нереворачивают линейку на 180° н снимают показания каждого индикатора. Показания каждого иидикатора, соответствующие ноложенню веех измерительных наконечников на нрямой лннии, подсчитываются как алгебраическая полусумма двух показаннй при последовательном нрило/KeiHiH измерительными наконечниками к двум сторонам плоскопараллельных плнток.
Пред .м е т и з о б р е т е н н я
Способ пастройки и 1днкаторных устройств для контроля нрямолинейности, заключаюшнйся в том, что индикаторное устройство устанавливают на контрольную линейку н по ней ставят показанне всех индикаторов, отличающийся тем, что, с целью новыщения точности настройки, устройство устанавливают на неаттестованную контрольную лииейку с отверстиями, иад которыми укрепляют плосконараллельные плнтки, разность толщнн которых не превыщает погрешноеть измерения, а над ними устаиавливают измерительиые наконечники индикаторов, затем еиимают ноказания всех индикаторов, переворачивают линейку на 180°, сннлшют показания и показание каждого индикатора, соответствующее
положению всех измерительиых иакоиечпико1( на одной прямой, высчитывают как алгебраическую полусумму всех показаний.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для настройки индикаторных узлов для контроля прямолинейности | 1974 |
|
SU497462A1 |
| СПОСОБ ИЗМЕРЕНИЯ ОСЕВОГО БИЕНИЯ РАБОЧЕГО ОРГАНА СТАНКА | 2013 |
|
RU2564774C2 |
| СПОСОБ БАЛАНСИРОВКИ ЛОПАТОЧНОГО КОЛЕСА МАШИНЫ И УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ЛОПАТОК ЛОПАТОЧНОГО КОЛЕСА МАШИНЫ | 1994 |
|
RU2082072C1 |
| СПОСОБ ИЗМЕРЕНИЯ НЕСООСНОСТИ ВАЛОВ | 2010 |
|
RU2431113C1 |
| Способ ориентации шатуна на расточном станке | 1991 |
|
SU1816561A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОВЕРКИ ПАРАЛЛЕЛЬНОСТИ УСТАНОВОЧНОЙ ЛИНЕЙКИ К ОСИ НИЖНЕГО ПЕРЕДНЕГО ВАЛЬЦА ЛЕСОПИЛЬНОЙ РАМЫ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 2007 |
|
RU2341368C1 |
| ПРИБОР ДЛЯ КОНТРОЛЯ ПРЯМОЛИНЕЙНОСТИ | 1970 |
|
SU260194A1 |
| Способ контроля профиля зуба колеса | 1985 |
|
SU1427158A1 |
| СПОСОБ ИЗМЕРЕНИЯ НЕСООСНОСТИ ВАЛОВ | 2012 |
|
RU2500981C2 |
| Способ контроля параллельности оси шпинделя | 1972 |
|
SU456711A1 |
V///A V//7AWA YA X
