Изобретение относится к области станкостроения и может быть использовано при проверке станков по нормам точности.
Известен способ измерения осевого биения рабочего органа станка, например шпинделя станка, посредством оправки с закрепленным на ее торце шариком, центр которого лежит на оси оправки, прибора для измерения длин и промежуточной пластины с зажимом. В данном способе в отверстие проверяемого рабочего органа устанавливают контрольную оправку с шариком, измерительный прибор устанавливают на неподвижной части станка соосно с проверяемым рабочим органом станка так, чтобы его измерительный наконечник касался промежуточной пластины. Рабочий орган приводят во вращение со скоростью, позволяющей регистрировать показания измерительного прибора, при этом биение рабочего органа равно наибольшей алгебраической разности показаний измерительного прибора /ГОСТ 22267-76. Станки металлорежущие. Схемы и способы измерений геометрических параметров/.
Недостатком этого способа является то, что отверстие, выполненное в рабочем органе, в котором закрепляется контрольная оправка, должно иметь минимальное радиальное биение, чтобы не влиять на результаты измерения осевого биения. Кроме того, технологически сложно выполнить конусную контрольную оправку, которая не должна иметь радиального биения относительно поверхности шарика, большего чем измеряемая величина осевого биения, а в случае применения цилиндрического отверстия рабочий орган должен иметь точную торцовую поверхность, на которую устанавливается контрольная оправка. При этом в планетарных шпинделях координатно-шлифовальных станков выполнение точных по форме и расположению конических или цилиндрических отверстий для крепления контрольных оправок трудноосуществимо. Поэтому проверка осевого биения планетарного шпинделя координатно-шлифовального станка производится после его частичной разборки.
Наиболее близким по технической сущности и принятым за прототип является способ измерения осевого биения проверяемого рабочего органа, например шпинделя станка, имеющего торцовую поверхность, с использованием двух приборов для измерения длин, в котором измерительные приборы устанавливают на неподвижной части станка так, чтобы их измерительные наконечники касались торцовой поверхности проверяемого рабочего органа в диаметрально противоположных точках, расположенных на одинаковом расстоянии от оси вращения и перпендикулярны к торцовой поверхности. Рабочий орган последовательно поворачивают на 45° и для каждого углового положения фиксируют показания измерительных приборов в точках касания с торцовой поверхностью проверяемого рабочего органа. Осевое биение рабочего органа равно наибольшей разности средних арифметических показаний измерительных приборов /ГОСТ 22267-76. Станки металлорежущие. Схемы и способы измерений геометрических параметров/.
Недостатком этого способа является трудность обеспечения пересечения оси вращения рабочего органа и линии, проходящей через точки касания измерительных наконечников приборов для измерения длин с торцовой поверхностью рабочего органа, в результате чего снижается точность измерения осевого биения. Применение двух приборов для измерения длин, их настройка и выполнение требования расположения их на одинаковом расстоянии от оси вращения для вертикального или горизонтального расположения подвижных органов технологически сложно и связано с использованием дополнительных приспособлений, что вызывает увеличение трудоемкости измерения. Недостатком данного способа также является необходимость обеспечения минимального торцового биения поверхности, контактирующей с измерительными наконечниками двух приборов для измерения длин, так как осевое биение является составляющей частью торцового биения, поэтому возникает сложность в оценке доли осевого биения в результатах измерения.
Сущностью предлагаемого изобретения является повышение точности измерений осевого биения при вращении рабочего органа станка, упрощение способа получения результатов измерений и их подсчетов, а также исключение требований к форме и точности расположения торцовой поверхности проверяемого рабочего органа.
Техническим результатом изобретения является повышение точности измерений осевого биения рабочего органа станка при его вращении, снижение трудоемкости процесса измерения и упрощение обработки полученных результатов.
Технический результат достигается тем, что в известном способе измерения осевого биения рабочего органа станка посредством измерительного прибора и концевой меры длины, расположенной на неподвижной рабочей поверхности стола станка путем последовательных поворотов рабочего органа вокруг своей оси на заданный угол поворота, фиксации показаний измерительного прибора для каждого углового положения рабочего органа станка и обработки результатов измерений, рабочий орган станка дополнительно снабжают коленчатой оправкой, один конец которой закрепляют на торцовой части проверяемого рабочего органа станка, а на ее другом конце устанавливают измерительный прибор, при этом рабочий орган, совместно с коленчатой оправкой и измерительным прибором, имеет возможность менять плоскость измерения относительно неподвижной рабочей поверхности стола станка. Осевое биение рабочего органа станка определяют как наибольшую, в пределах одного оборота рабочего органа, алгебраическую полусумму показаний измерительного прибора в исходном положении и после поворота коленчатой оправки на 180° относительно рабочего органа.
В заявленном способе в отличие от аналога для измерения осевого биения рабочего органа станка применяют коленчатую оправку и используют вместо двух только один измерительный прибор. Коленчатая оправка устанавливается на торцовую поверхность рабочего органа и имеет возможность поворачиваться, относительно рабочего органа на любой заданный угол.
Использование предлагаемого способа измерения осевого биения рабочего органа станка позволяет:
- производить измерения технически просто и исключить влияния точности формы и расположения торцовой поверхности на результаты измерения осевого биения;
- устранить влияние радиального биения рабочего органа станка на осевое биение;
- исключить необходимость выполнения высокоточных отверстий, например конусных, для базирования и установки контрольной оправки;
- исключить необходимость изготовления высокоточной контрольной оправки, применяемой при измерении осевого биения;
- исключить частичную разборку проверяемого рабочего органа для осуществления измерения;
Сущность предлагаемого способа измерения осевого биения рабочего органа станка поясняется чертежами.
На фиг.1 показана схема измерения осевого биения планетарного шпинделя, находящегося в перпендикулярном положении, по отношению к поверхности стола станка, совпадающего с продольной плоскостью измерения.
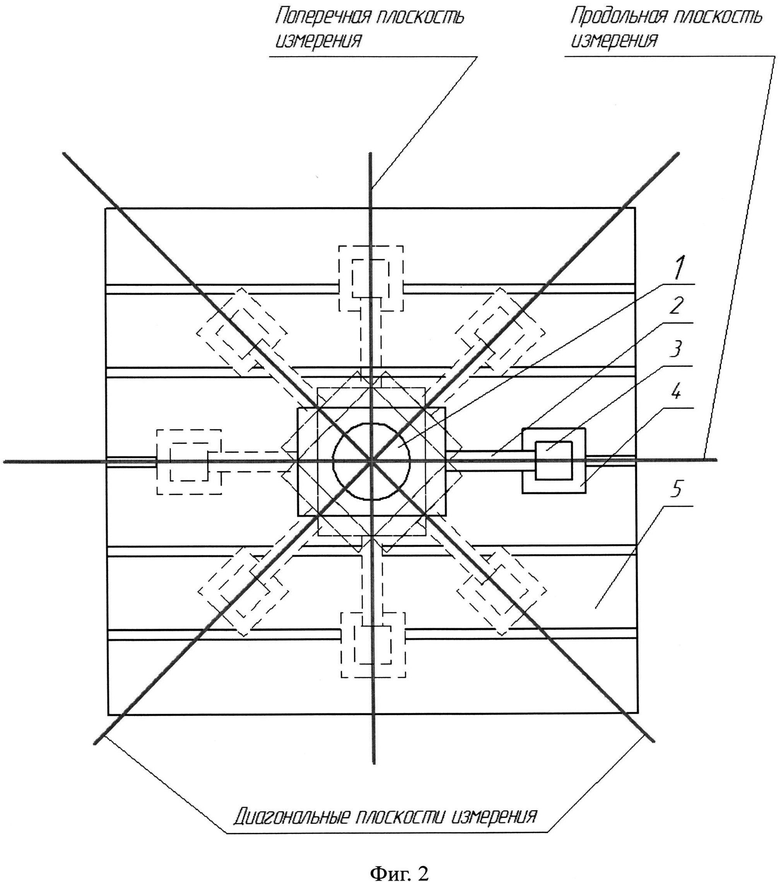
На фиг.2 показаны расположения плоскостей (продольной, поперечной, диагональных) измерения осевого биения планетарного шпинделя, находящихся под заданным углом по отношению к рабочему органу станка.
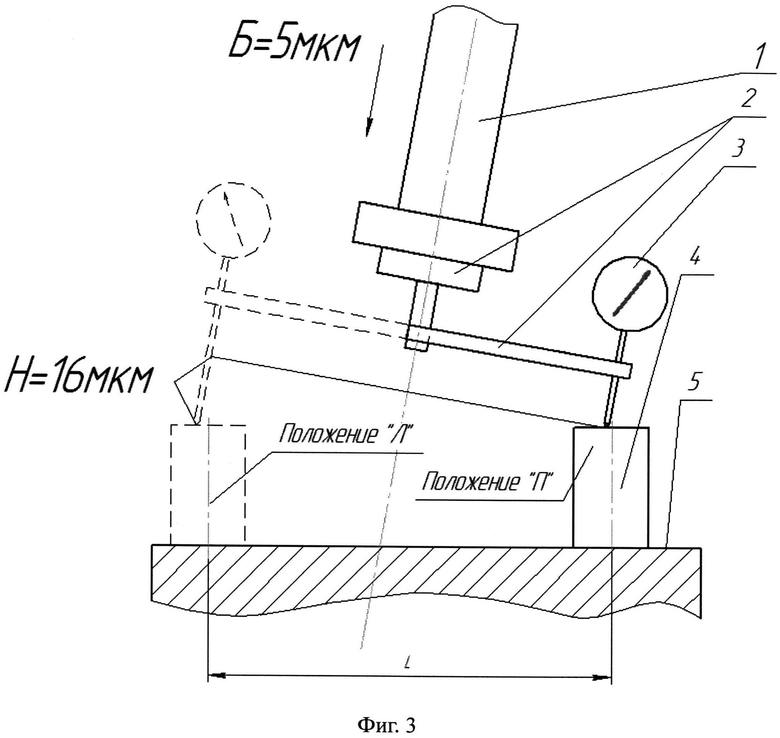
На фиг.3 показана схема измерения осевого биения планетарного шпинделя, находящегося в неперпендикулярном положении, по отношению к поверхности стола станка, совпадающего с продольной плоскостью измерения.
На чертежах приняты следующие обозначения: проверяемый рабочий орган - 1, коленчатая оправка - 2, измерительный прибор - 3, концевая мера длины - 4, рабочая поверхность стола станка - 5, Б - осевое биение рабочего органа, Н - неперпендикулярность рабочего органа к поверхности стола станка, L - длина измерения.
Проверяемый рабочий орган 1 совместно с коленчатой оправкой 2 и измерительным прибором 3 имеет возможность поворачиваться на любой заданный угол вокруг своей оси вращения и устанавливаться в любой плоскости измерения. Коленчатая оправка 2 в свою очередь имеет возможность поворачиваться вместе с измерительным прибором 3 относительно проверяемого рабочего органа 1 на 180°. Концевая мера длины 4 устанавливается на рабочей поверхности стола станка 5, имея возможность перемещаться по его поверхности, и контактирует с наконечником измерительного прибора 3 для измерения длин, например Микатора 0,5-ИПМ ГОСТ 14712-79.
Измерения осуществляются следующим образом: проверяемый рабочий орган 1 вместе с закрепленной на нем коленчатой оправкой 2 и измерительным прибором 3, устанавливают в одной из заданных точек измерения, например, в правом положение «П». Перемещая концевую меру длины 4 по рабочей поверхности стола станка 5 до контакта с наконечником измерительного прибора 3, настраивают прибор на нулевые показания и фиксируют их в протоколе измерений в графе: положение «П». Затем проверяемый рабочий орган 1 устанавливают в левом положении «Л» или на 180°, перемещают в эту точку концевую меру длины 4 и вновь вводят в контакт с наконечником измерительного прибора 3. Фиксируют показания измерительного прибора в протоколе измерений в графе: положение «Л». После этого проверяемый рабочий орган 1 возвращают в исходное правое положение «П». В этом положении коленчатую оправку 2 поворачивают относительно проверяемого рабочего органа 1 на 180° и вводят концевую меру длины 4 в контакт с наконечником измерительного прибора 3 и настраивают прибор на нулевые показания, фиксируют показания измерительного прибора 3 в протоколе в графе: положение «Л» - левое. Затем проверяемый рабочий орган 1 вместе с закрепленной на нем коленчатой оправкой 2 и измерительным прибором 3 поворачивают на 180° и в этом положении опять концевую меру длины 4 вводят в контакт с наконечником измерительного прибора 3 и фиксируют показания измерительного прибора 3 в протоколе в графе: положение «П». После этого производят обработку результатов измерений, зафиксированных в протоколе.
Осевое биение в заданной плоскости измерения равно алгебраической полусумме показаний измерительного прибора 3 в исходном положении и после поворота на 180° коленчатой оправки 2 относительно проверяемого рабочего органа 1.
Ниже приведены примеры, поясняющий сущность предлагаемого способа измерения осевого биения и порядок обработки результатов измерения.
Пример 1
Ось вращения проверяемого рабочего органа находится в перпендикулярном положении по отношению к поверхности стола станка, совпадающего с продольной плоскостью измерения, то есть неперпендикулярность Н рабочего органа на длине измерения L к поверхности стола станка равна 0 (Н=0 мкм). Осевое биение рабочего органа направлено, как показано на фиг.1, и составляет 5 мкм (Б=5 мкм).
В таблице 1 приведены показания измерительного прибора.
Осевое биение для этого случая в указанной плоскости равно алгебраической полусумме показаний измерительного прибора

Пример 2
Ось вращения проверяемого рабочего органа находится в неперпендикулярном положении по отношению к поверхности стола станка, совпадающим с продольной плоскостью измерения, осевое биение рабочего органа Б направлено, как на фиг.3, и равно 5 мкм (Б=5 мкм), неперпендикулярность рабочего органа Н на длине измерения L к поверхности стола станка равна 16 мкм (Н=16 мкм).
В таблице 2 приведены показания измерительного прибора.
Осевое биение для этого случая в указанной плоскости равно алгебраической полусумме показаний измерительного прибора:
Таким образом, предлагаемый способ измерения осевого биения проверяемого рабочего органа позволяет определить осевое биение как алгебраическую полусумму показаний измерительного прибора в исходном положении и после поворота на 180° коленчатой оправки в заданном угловом положении проверяемого рабочего органа или в соответствующей этому положению плоскости измерений.
Меняя угловое положение рабочего органа или ставя его в другие плоскости измерения, равномерно расположенные в пределах оборота проверяемого рабочего органа, по указанному выше способу находят максимальное значение осевого биения и принимают его за результат измерения.
Применение предлагаемого способа измерения осевого биения рабочего органа дает возможность повысить точность проверки, позволяет упростить технологию измерения осевого биения, сократить время проверки, применяя для этого более доступную оснастку, а также упростить обработку полученных результатов.
Изобретение относится к области станкостроения и может быть использовано при проверке станков по нормам точности. Для измерения осевого биения рабочего органа станка на торцовую поверхность рабочего органа устанавливают коленчатую оправку с возможностью поворота относительно этой поверхности на угол 180° в любом положении рабочего органа, при этом на другой конец коленчатой оправки устанавливают измерительный прибор, который настраивают относительно концевой меры длины на нулевое значение в первоначальной точке измерения. Затем производят измерения для начального положения коленчатой оправки относительно рабочего органа станка и для ее положения после поворота оправки на 180°, а осевое биение рабочего органа определяют как наибольшую в пределах одного оборота рабочего органа алгебраическую полусумму отклонений показаний измерительного прибора от нулевого значения. Применение изобретения дает возможность повысить точность и сократить время проверки, а также упростить технологию измерения осевого биения. 3 ил., 2 табл.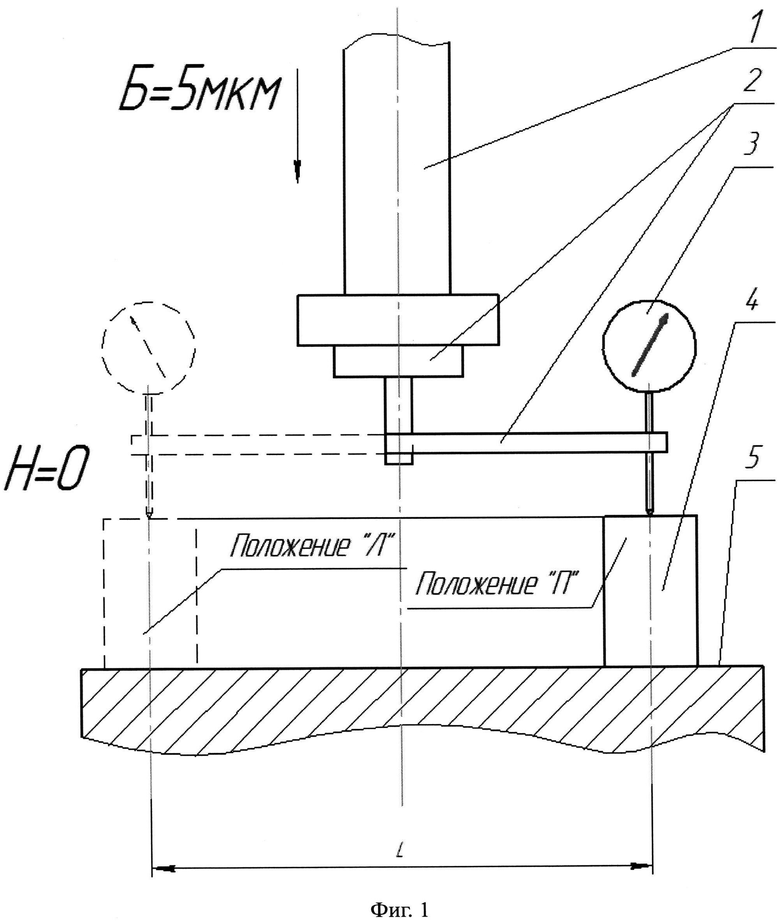
Способ измерения осевого биения рабочего органа станка, включающий размещение на неподвижной рабочей поверхности стола станка концевой меры длины, последовательные повороты рабочего органа станка вокруг своей оси на заданный угол, фиксацию показаний измерительного прибора относительно концевой меры длины для каждого углового положения рабочего органа станка и обработку результатов измерений для определения осевого биения, отличающийся тем, что на торцевую часть рабочего органа станка закрепляют одним концом коленчатую оправку с возможностью поворота относительно него на 180° в любом положении рабочего органа, при этом на другой конец коленчатой оправки устанавливают упомянутый измерительный прибор, который настраивают на нулевое значение в первоначальной точке измерения, производят упомянутые измерения для начального положения коленчатой оправки относительно рабочего органа станка и для ее положения после поворота оправки относительно рабочего органа станка на 180°, а осевое биение рабочего органа определяют как наибольшую в пределах одного оборота рабочего органа алгебраическую полусумму отклонений показаний измерительного прибора от нулевого значения.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТВЕРДЫХ СПЛАВОВ | 1930 |
|
SU22267A1 |
| Пуговица | 0 |
|
SU83A1 |
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| черт | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Способ измерения осевого биения шпинделя и положения оси его вращения | 1974 |
|
SU504071A1 |
| Способ контроля соосности валов машин | 1988 |
|
SU1613843A1 |
| CN 102032848 A, 27.04.2011 | |||
| US 6460261 B1, 08.10.2002. | |||

