Изобретение относится к станкостроеию, а именно к расточным станкам, обраатывающим отверстия шатунов втотракторных двигателей, и может быть спользовано во время операции обработки тверстия верхней головки,
Целью изобретения является упрощеие операции установки межцентрового расстояния на станке и сокращение времени ее выполнения.
Указанная цель достигается за счет тоо, что в предлагаемом способе аналитичеким путем определяют положение оси тверстия нижней головки шатуна относиельно оси базирующей оправки, а затем производят корректировку положения оп равки на величину определенного эксцентриситета оси.
Процесс настройки межцентрового расстояния в предлагаемом способе облегчается за счет использования для определения положения оправки индикаторного измерителя, устанавливаемого на стойке в опорных точках отсчета.
Сопоставительный анализ с прототи- пЬм позволяет сделать вывод, что заявляемый способ отличается от известного-тем, что определяют эксцентриситет оси базируемого отверстия относительно оси оправки и корректируют положение оправки относительно оси расточного инструмента на величину эксцентриситета.
Кроме того, в отличие от прототипа, где для установки межцентрового расстояния используется шкала и нониус, в предлагаемом способе эта операция осуществляется с помощью индикаторного измерителя, отсчитывающего положение базирующей оправки относительно опорных точек на стойке станка, расстояние от которых до оси обрабатывающего инструмента установлено с высокой степенью точности.
Таким образом, заявляемое техническое решение соответствует критерию новизна.
Анализ известных технических решений в исследуемой области позволяет сделать вывод об отсутствии в них признаков, сходных с отличительными признаками в заявляемом способе, что позволяет сделать вывод о соответствии критерию существенные отличия.
На фиг.1 изображена схема установки шатуна на расточном станке во время обработки отверстия верхней головки; на фиг.2 - схема для определения величины вертикального смещения оси отверстия нижней головки шатуна во время регулировки межцентрового расстояния на станке; на фиг.4
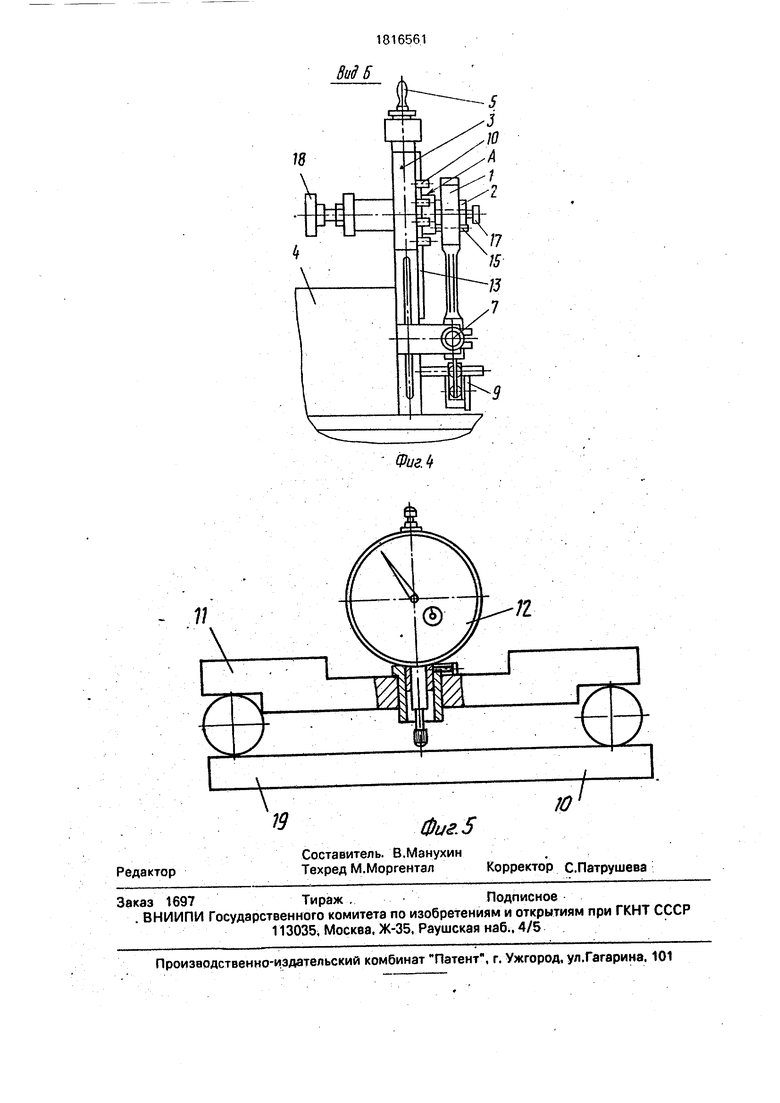
- вид по стрелке Б на фиг.1; на фиг.5 - накладка индикаторного приспособления.
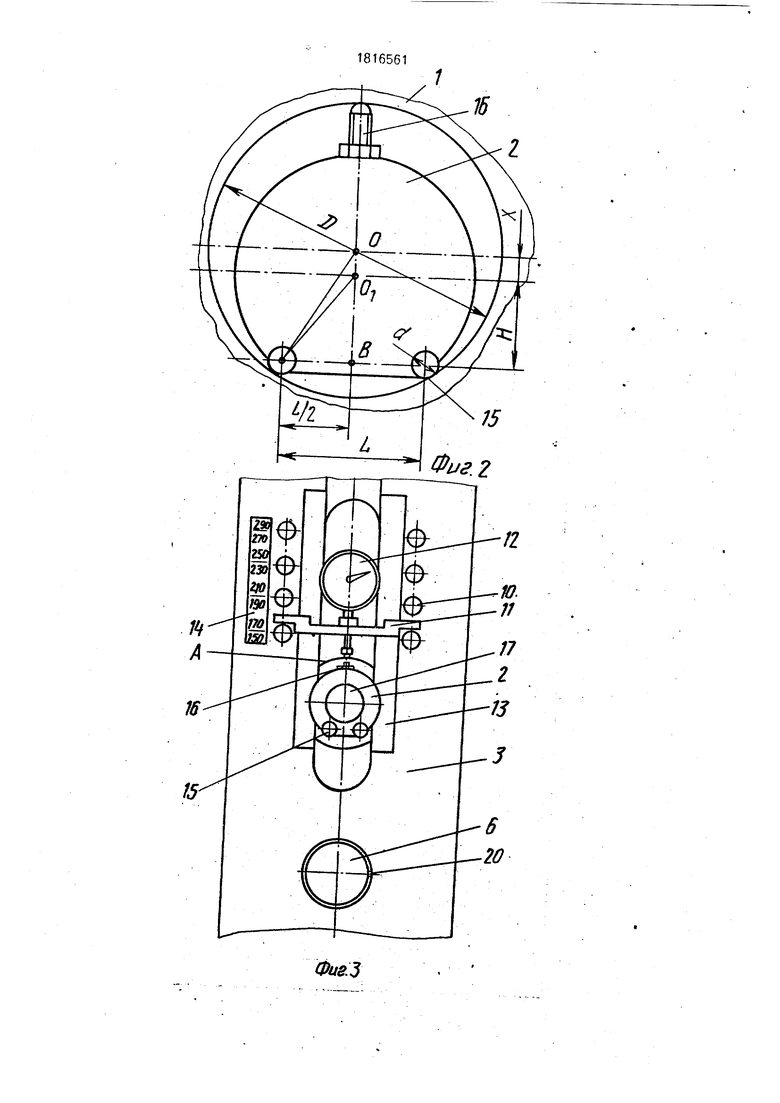
Обрабатываемый шатун 1 устанавливается на оправке 2, которая перемещается
вдоль стойки 3 станка 4 с помощью винта, приводимого в движение маховиком 5. За- жим верхней головки шатуна и перемещение ее в горизонтальной плоскости относительно расточной борштанги 6 производится гидравлическим 7 и винтовым упором 8. Индикаторный измеритель 9 служит для определения перемещения верхней головки и ее центрирования относительно оси борштанги в горизонтальной плоскости.
5 На стойке 3 расположены штифты 10, на которые во время настройки межцентрового расстояния устанавливают индикаторное приспособление, выполненное в виде планки 11 с индикаторным измерителем 12.
0 Планки 13, жестко зафиксированные на стойхе станка, служат упорной базой для планки 11ово время регулировки оправки 2 при ее фиксации в выбранном положении. Для удобства в работе на стойке 3 закрепле5 на линейка 14 со значениями межцентровых расстояний в виде дробей, нанесенных.напротив каждого штифта, причем числитель указывает расстояние между осью, расточной борштанги 6 и осью оправки 2 в случае,
0,, когда верхняя точка поверхности А оправки 2 совпадает с горизонтальной плоскостью, проходящей через верхние образующие цилиндрических поверхностей штифтов 10, а знаменатель - через нижние образующие
5 этой же пары штифтов, б качестве базовых поверхностей оправки 2 использованы цилиндры 15, положение которых на оправке точно сориентировано относительно ее оси. Для обеспечения надежного контакта бази0 руемой поверхности отверстия нижней головки с образующими цилиндров 15 служит регулируемый упор 16, приводимый в движение относительно оправки винтом 17. Фиксация оправки 2 на стойке 3 обеспечи5 вается затяжкой винта 18, расположенного с противоположной стороны стойки.
Установка межцентрового расстояния на станке осуществляется следующим образом.
0 Исходя из известного межцентрового расстояния обрабатываемого шатуна определяется пара базовых штифтов 10, относительно которых производится настройка межцентрового расстояния, для чего ис5 пользуют данные шкалы линейки 14.
В качестве примера рассмотрим наладку межцентрового расстояния в диапазоне от 140 до 150 мм. Планку 11 вместе с индикаторным измерителем 12 устанавливают на нижнюю пару штифтов 10. Поскольку регулировка предусматривает получение размера межцентрового расстояния менее 150 мм, то индикаторный измеритель 12 настраивают относительно плоскости, проходящей через нижние образующие штифтов, для чего к штифтам прижимают снизу поверочную планку 19, обеспечивают необходимый запас перемещения измерительного наконечника индикатора, совмещают нулевое деление шкалы с большой стрелкой и запоминают показание малой шкалы. Убрав планку 19 и вращая маховик 5 стойки 3, перемещают оправку 2 до момента, когда показания индикаторной головки, опирающейся измерительным наконечником в поверхность А оправки 2, будут соответствовть показаниям при наладке. Затем, вращая маховик в противоположном направлении, опускают оправку на величину, соответствующую вели- чине отклонения значения устанавливаемого межцентрового расстояния от межцентрового расстояния 150 мм, достигнутого ранее.
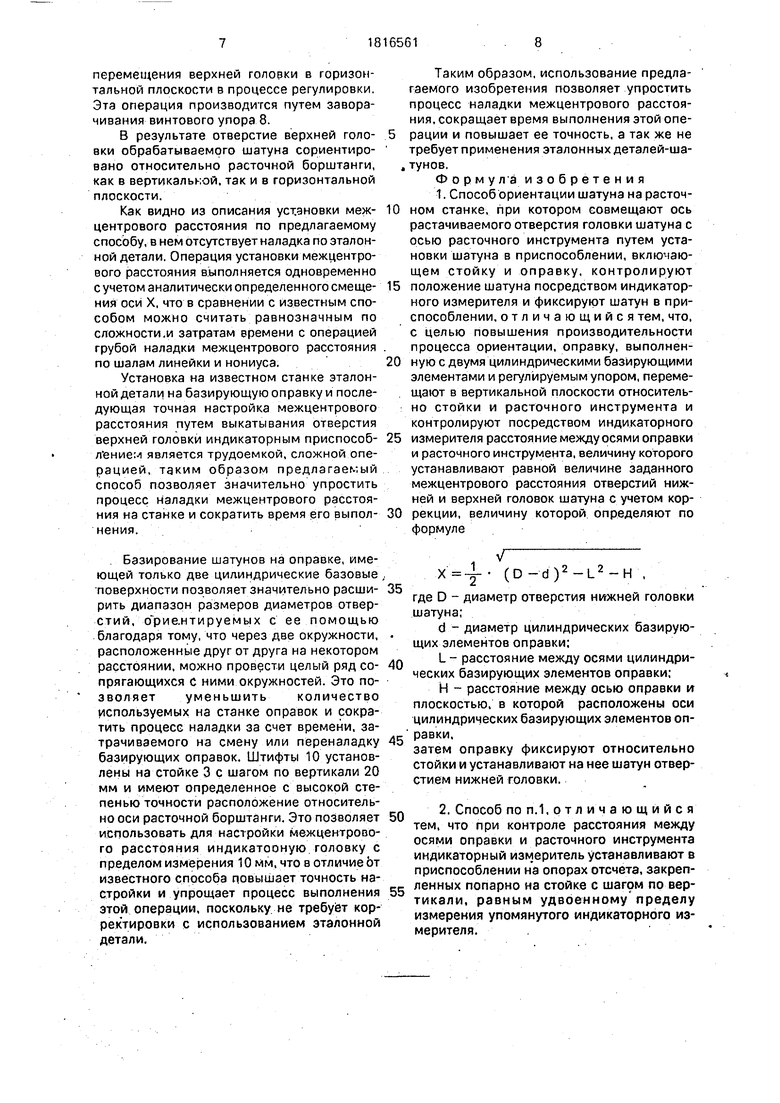
При установке шатуна нижней головкой на оправку 2, ось отверстия смещается в вертикальной плоскости относительно оси оправки на величину, зависящую от диаметра отверстия нижней головки. Для определения зависимости изменения величины смещения X от диаметра базируемого отверстия D шатуна рассмотрим схему/изо- браженную на ф иг.2, где:
X - величина вертикального смещения оси отверстия нижней головки шатуна отно- сительно оси оправки, мм;
D - диаметр отверстия нижней головки шатуна, мм;
d - диаметр базирующих цилиндров. мм;
L - расстояние между осями базирующих цилиндров, мм;
Н - расстояние между осью оправки и плоскостью, проходящей через оси базирующих цилиндров, мм.
Как видно из схемы, вертикальное смещение оси базируемого отверстия равно;
X OB-OiB (1) из ADBC имеем:
V (Р d ч2 о ) ) )
(2) 55
Подставляя найденное выражение ОВ в зависимость для определения величины смещения, получаем законченный вид формулы:
-i
V
( D - d ) 2 - L 2 - Н (3 )
Переменной величиной в данном выражении является D - диаметр отверстия нижней головки. Графическое изображение найденной зависимости представляет собой параболу, которая с соответствующей координатной сеткой может быть нанесена на специальной табличке станка, что позволяет быстро определить величину поправки межосевого расстояния. Поскольку центр отверстия нижней головки шатуна во время его установки на оправке 2 смещается в верх на величину X, то на эту же величину необходимо опустить оправку, ориентируясь по индикаторному приспособлению с измерителем 12, отрегулированному ранее. Обычно операции регулировки межцентрового расстояния и корректировки его на величину смещения оси базируемого отверстия X совмещают.
Достигнутое в процессе регулировки положение оправки 2 фиксируют на стойке с помощью винта 18. Обрабатываемый шатун надевают отверстием нижней головки на оправку 2 и прижимают к базирующим цилиндрам 15 с помощью винта 17, в результате чего отверстие верхней головки, подвергаемое расточке, сориентировано относительно борштанги в вертикальной плоскости.
Ориентацию отверстия верхней головки в горизонтальной плоскости осуществляют следующим образом. Внутрь отверстия вводят расточную борштангу 6 оснащенную упором 20 и ориентируют его вершиной в горизонтальной плоскости по направлению и винтовому упору 8. Воздействуя на шатун винтовым упором 8 поворачивают его на оправке 2, обеспечивая контакт поверхности отверстия с упором 20. К поверхности верхней головки шатуна подводят индикаторный измеритель 9 и отмечают показания на его шкалах. Поворачивая борштангу 6 на 180°, при этом ее упор 20 расположится напротив гидравлического упора 7. Включают гидроупор 7 и отпуская винтовой упор 8 приводят шатун 1 в контакт поверхностью отверстия верхней головки с упором 20. Индикатор 9 при этом отметит перемещение верхней головки в горизонтальной плоскости. Очевидно, что для совмещения оси отверстия верхней головки шатуна 1 с осью борштанги 6 необходимо обеспечить зазор в горизонтальной плоскости между упором 20 и внутренней поверхностью отверстия, равный половине,показаний индикаторного измерителя19, то есть половине величины
перемещения верхней голорки в горизонтальной плоскости в процессе регулировки. Эта операция производится путем заворачивания винтового упора 8.
В результате отверстие верхней головки обрабатываемого шатуна сориентировано относительно расточной борштанги, как в вертикальной, так и в горизонтальной плоскости.
Как видно из описания установки межцентрового расстояния по предлагаемому способу, в нем отсутствует наладка по эталонной детали. Операция установки межцентрового расстояния выполняется одновременно с учетом аналитически определенного смещения оси X, что в сравнении с известным способом можно считать равнозначным по сложности .и затратам времени с операцией грубой наладки межцентрового расстояния по шалам линейки и нониуса.
Установка на известном станке эталонной детали на базирующую оправку и последующая точная настройка межцентрового расстояния путем выкатывания отверстия верхней головки индикаторным приспособлением является трудоемкой, сложной операцией, таким образом предлагаемый способ позволяет значительно упростить процесс наладки межцентрового расстояния на станке и сократить время его выполнения.
Таким образом, использование предлагаемого изобретения позволяет упростить процесс наладки межцентрового расстояния, сокращает время выполнения этой операции и повышает ее точность, а так же не требует применения эталонных деталей-ша- тунов.
Формул а изобретения
1. Способ ориентации шатуна на расточном станке, при котором совмещают ось растачиваемого отверстия головки шатуна с осью расточного инструмента путем установки шатуна в приспособлении, включающем стойку и оправку, контролируют
положение шатуна посредством индикаторного измерителя и фиксируют шатун в приспособлении, отличающийся тем, что. с целью повышения производительности процесса ориентации, оправку, выполненную с двумя цилиндрическими базирующими элементами и регулируемым упором, переме- щают в вертикальной плоскости относительно стойки и расточного инструмента и контролируют посредством индикаторного
измерителя расстояние между осями оправки и расточного инструмента, величину которого устанавливают равной величине заданного межцентрового расстояния отверстий нижней и верхней головок шатуна с учетом коррекции, величину которой определяют по формуле

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ориентации блока цилиндров в горизонтальной плоскости на расточном станке | 1981 |
|
SU1034850A1 |
| Стенд для измерения | 1985 |
|
SU1263497A2 |
| Расточной станок | 1979 |
|
SU850323A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СООСНЫХ ОТВЕРСТИЙ | 1999 |
|
RU2173242C2 |
| Расточная оправка для многошпиндельного вертикального агрегатного станка | 1984 |
|
SU1230754A1 |
| Стенд для измерения радиального перемещения инструмента | 1978 |
|
SU781026A1 |
| АЛМАЗНО-РАСТОЧНОЙ СТАНОК (• '^^*•ti^-ib/ИО. :}:КА | 1973 |
|
SU368941A1 |
| Расточной патрон | 1987 |
|
SU1484453A1 |
| Расточной станок | 1989 |
|
SU1632644A1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ КРЫШКИ НИЖНЕЙ ГОЛОВКИ ШАТУНА | 2000 |
|
RU2191100C2 |
Использование: в станкостроении в частности при обработке отверстий головок шатунов. Сущность изобретения: при ориентации шатуна 1 на расточном станке используют приспособление, включающее стойку 3 и оправку 2, выполненную с двумя цилиндрическими базирующими элементами 15 и регулируемым упором 16. Оправку2 перемещают в вертикальной плоскости относительно стойки 3 и расточного инструмента и контролируют посредством индикаторного измерителя 9 расстояние между осями оправки 2 и расточного инструмента, величину которого устанавливают равной величине заданного межцентрового расстояния отверстий нижней и верхней головок шатуна 1 с учетом коррекции, величину которой определяют по формуле х 1 2 (Д - d)2 - L 2 - Н , где D - диаметр отверстия нижней головки шатуна 1; d - диаметр цилиндрических базирующих элементов 15 оправки 2; L - расстояние между осями цилиндрических базирующих элементов 15 оправки 2; Н - расстояние между осью оправки 2 и плоскостью, в которой расположены оси цилиндрических базирующих элементов 15 оправки 2. Затем оправку 2 фиксируют относительно стойки 3. устанавливают на нее шатун 1 отверстием нижней головки и фиксируют шатун 1 в приспособлении. 1 з.п.ф-лы. 5 ил. fe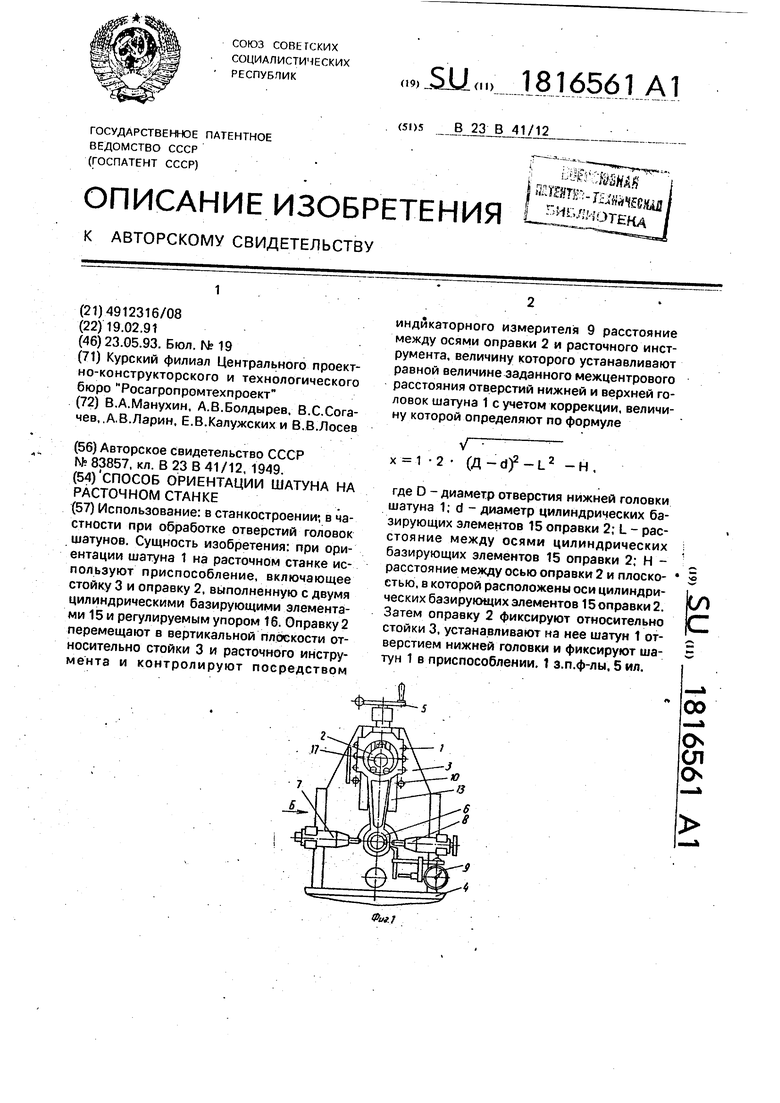
. Базирование шатунов на оправке, имеющей только две цилиндрические базовые поверхности позволяет значительно расши- рить диапазон размеров диаметров отверстий, .нтируемых с ее помощью благодаря тому, что через две окружности, расположенные друг от друга на некотором расстоянии, можно провести целый ряд со- прягающихся с ними окружностей. Это позволяет уменьшить количество используемых на станке оправок и сократить процесс наладки за счет времени, затрачиваемого на смену или переналадку базирующих оправок. Штифты 10 установлены на стойке 3 с шагом по вертикали 20 мм и имеют определенное с высокой степенью точности расположение относительно оси расточной борштанги. Это позволяет использовать для настройки межцентрового расстояния индикатооную головку с пределом измерения 10 мм, что в отличие от известного способа повышает точность настройки и упрощает процесс выполнения этой операции, поскольку не требует корректировки с использованием эталонной детали.
V --
-J-- (D-d)2-L2-H ,
где D - диаметр отверстия нижней головки шатуна;
d - диаметр цилиндрических базирующих элементов оправки;
L - расстояние между осями цилиндрических базирующих элементов оправки;
И - расстояние между осью оправки и плоскостью, в которой расположены оси цилиндрических базирующих элементов оправки,
затем оправку фиксируют относительно стойки и устанавливают на нее шатун отверстием нижней головки.
| Станок для расточки вкладышей коренных и шатунных подшипников двигателей | 1949 |
|
SU83857A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
