Изобретение относится к способам контроля параллельности оси вращения шпиндели относительно направляющих металлорежущего станка, а также рабочих поверхностей столов или планщайб, несущих обрабатываемую деталь, и может быть использовано в мащгнюстроительной и станкостроительной промьпиленности предприятиями, изготавливающими и эксплуатирующими металлорежущие станки различного технологического назначения,
Известен способ контроля параллельности оси шпинделя направляющим поверхностям станка путем перемещения измерительного стержня индикатора вдоль образующей контрольной оправки, закрепленной на шпинделе с последующим повторением операцин после поворота шпинделя на 180°.
Недостатком известного способа является влияние конусности контрольной оправки на результаты измерений.
С целью исключения влияния конусности контрольной оправки на результаты измерений по предлагаемому способу на направляющие станка устанавливают второй индикатор, вводят его измерительный стержень в контакт с контрольной оправкой в точке, диаметрально противоположной точке контакта с измерительным стержнем первого индикатора, и определяют действительное значение отклонения от параллельности как алгебраическую
иолуразность результатов измерений, выполненных двумя индикаторами.
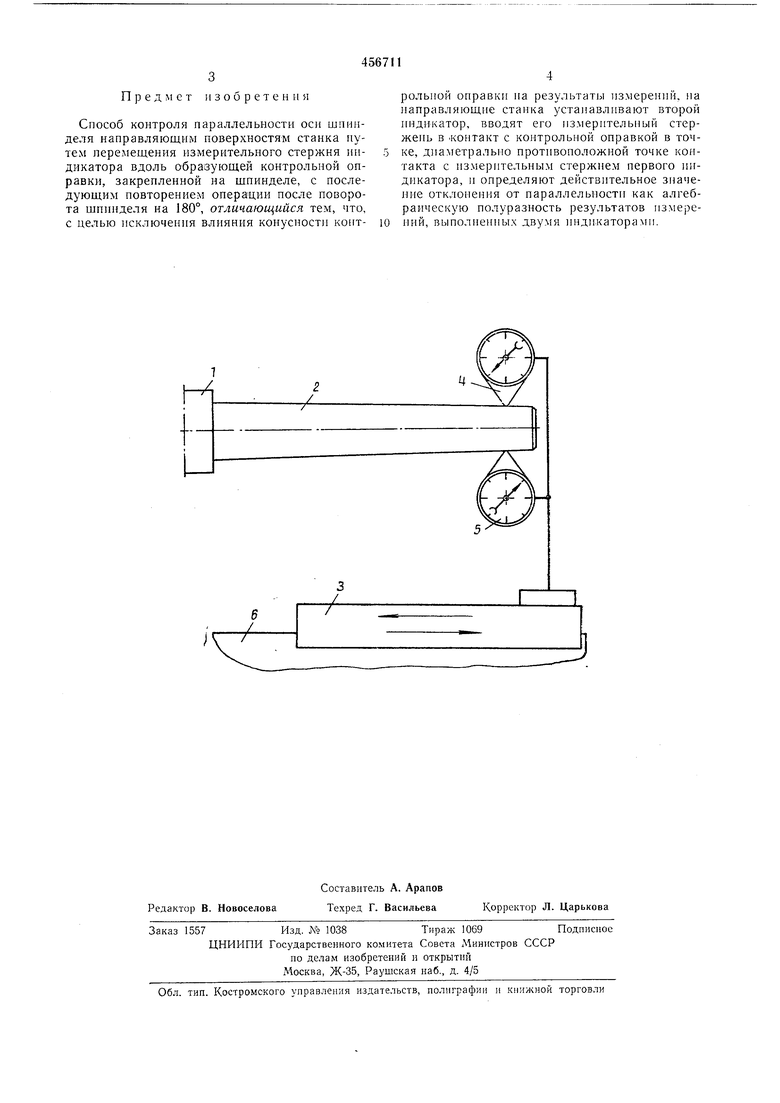
Предлагаемый способ иллюстрируется че,ртежом.
На шнииделс 1 стайка закренляют контрольную оправку 2. На рабочей поверхности узла 3 станка устанавливают индикаторы 4 и 5, измерительные стержни которых вводят в контакт с контрольной оправкой в диаметрально противоположных точках, расположенных в плоскости проверки параллельности. Узел 3 перемещают по направляющим 6 станка. Отсчитывают разность предельных показаний каждого )3 индикаторов 4 и 5 (Al и А2) на длине перемещения узла. Контрольную оправку со шпинделем новорачивают на 180°, ироизводят повторный контроль и определяют значения и . Подсчитывают алгебраические полусуммы результатов двух измерений для каждого из индикаторов
Al+A
Л .:
(А,
Ло
И онределяют действительное значение отклонения от параллельности как алгебраическую полуразность результатов измерений, выполненных двумя индикаторами () .
Предмет изобретения
Способ контроля параллельности оси шпинделя направляющим поверхностям станка путем перемещения нзмерительного стержня индикатора вдоль образующей контрольной оправки, закрепленной на шпинделе, с последующим повторением операции после поворота шпинделя на 180°, отличающийся тем, что, с целью исключения влияния коиусиости контрольной оправкн на результаты измерений, на направляющие стайка устанавливают второй индикатор, вводят его измерительный стержеиь в .контакт с контрольной оправкой в точке, диаметрально противоположной точке контакта с измернтельиым стержнем первого нидикатора, и определяют действительное значение отклонения от параллельностн как алгебраическую полуразиость результатов измерений, выполиеииых двумя индикаторами.