Известен способ изготовления полых изделий типа труб нз расплавленных материалов, например шлака, путем центробежного литья в форму, кмеюндую кокиль и торцовые крышки.
Однако при таком способе образуются треш,ины, насечки и остекление на торцах полого изделия. Это происходит потому, что во время формования торцы полого изделия охлаждаются более резко по сравнению с его телом.
Предложенный способ исключает неравномерность охлаждения изделия по длине.
Достигается это тем, что кокиль предварительно разделяют на отсеки, крайние из которых примыкают непосредственно к торцовым крышкам. В нроцессе вращения формы отсеки заливают расплавом и но окончании отвердевания расплава из отсеков формы извлекают отливки.
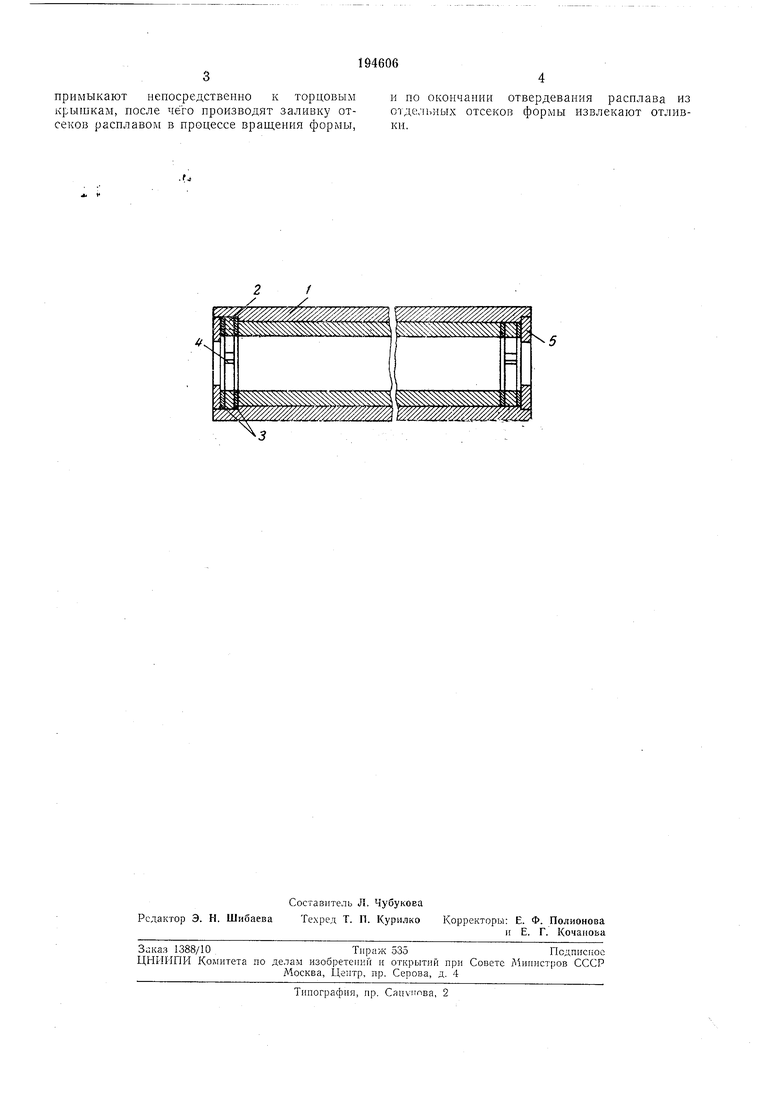
На чертеже показана форма, в которую заливают расплавленный материал согласно описываемому способу.
В кокиль ) с обоих торцов перед каждой заливкой вставляют специальные вкладыши 2. Каждый вкладыш состоит из двух металлических колец 3 толш,иной 2-20 мм (в зависимости от диаметра трубы) и шириной либо равной толщине стенки изготавливаемого нолого изделия, либо несколько меньшей. Кольца соединены между собой металлнческнми стержнями или планками 4 длиной 30- 150 мм. После вставки вкладышей кокиль закрывают торцовыми крышками 5 и в форму заливают раенлав.
При формовании изделий по предложенному способу отливка соприкасается торцами с поверхностью тонкого металлического кольца вкладыша, нагретого до температуры раснлава, из которого отливается труба.
При таких условиях торец изделия получается гладким Н иоявляетея возможность изготовления полых изделий с заданным ирофилем торцов благодаря полному отсутствию остек чення.
После затвердевания изделие выталкивается нз кокиля и подается в нагретую печь для термообработки вмеете с вкладышами или без них.
Предмет изобретения
Способ изготовления полых изделий типа труб из расплавленного материала, например шлака, путем центробежного литья а форму, имеющую кокиль и торцовые крышки, отличающийся тем, что, с целью предотвращения неравномерности охлаждения изделия но длине, кокнль предварительно разделяют на отсекн, крайние нз которых
примыкают непосредственно к торцовым крышкам, после чего производят заливку отсеков расплавом в процессе вращения формы,
и по окончании отвердевания расплава из отдельных отсеков формы извлекают отливки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРОТКОЗАМКНУТОЙ ОБМОТКИ РОТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2018 |
|
RU2682912C1 |
| ПОРИСТОЕ ИЗДЕЛИЕ С ЦЕЛЬНОМЕТАЛЛИЧЕСКОЙ ЧАСТЬЮ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2001 |
|
RU2200074C1 |
| ПОКРЫТИЕ ДЛЯ ЛИТЕЙНЫХ ФОРМ ПРИ ЦЕНТРОБЕЖНОМ ЛИТЬЕ МЕДНЫХ СПЛАВОВ | 2008 |
|
RU2367538C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| Способ изготовления сегментных вставок двухслойной обечайки жаровой трубы, литейная форма для его осуществления, литниковопитающая система к литейной форме, способ получения модели сегментных вставок двухслойной обечайки жаровой трубы и пресс-форма для его осуществления | 1990 |
|
SU1774894A3 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ОТЛИВОК | 2012 |
|
RU2484917C1 |
| Способ формования полых камнелитых изделий с дном | 1991 |
|
SU1790491A3 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ АНАТОМИЧЕСКИХ МОДЕЛЕЙ | 2000 |
|
RU2192207C2 |
| Способ центробежной биметаллизации отливок | 1989 |
|
SU1708508A1 |
5
