Известно устройство для вулка1 изацин иолосовых резиновых и резинотканевых заготовок, включающее ноэтажно расположенные в кожухе два подающих ленточных транспортера с бесконечными стальными лентами, между ветвями которых смонтированы рама, нодвижиая ио вертикалн от силовых цилиндров, и оиоры с обогреваемыми средствами передачи на ленты уси. прессования. В таком устройстве усилия прессования передаются через обогрегзаемые подпружиненные плиты, периодически фиксируемые силовыми цилиндрами при формовании заготовки, что ие позволяет вести процесс вулканизации иеггрерывно, поэтому производительность устройства недостаточио высокая.
Предлагаемое устройство отличается от известного тем, что средства для передачи усилий прессования выполнеиы в виде обогреваемых роликов, взаимодействующих со стальиыми леитами, надетыми иа вращаемые от пригодных звездочек бесконечные цени, жестко связанные с леитами. Благодаря такому конструктивному отличию процесс вулканизации, иаппимер, нродольных и поперечных швов поТОТПИ1Ц, соединяемых ио кромкам через сырую резииовую ленту, при изготовлении круппогабарнтиых трубчатых замкнутых резииовых и резииоткаиевых оболочек ведется неирерывио, что иовышает нроизводнтельность труда.
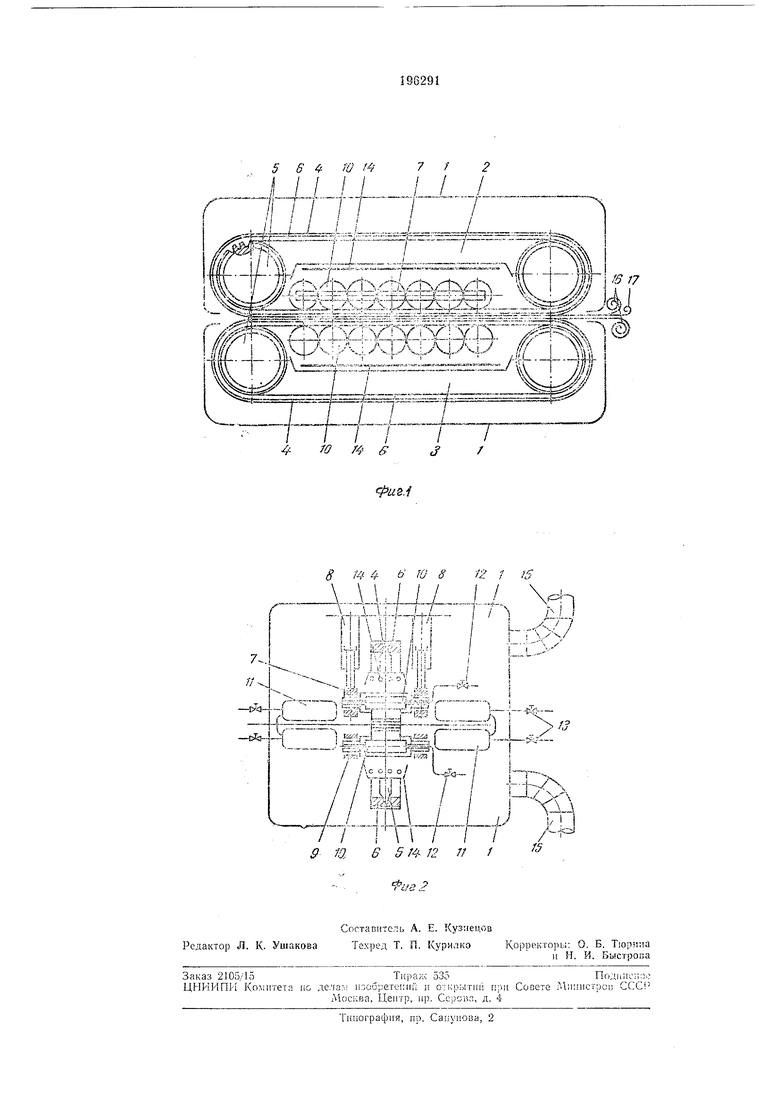
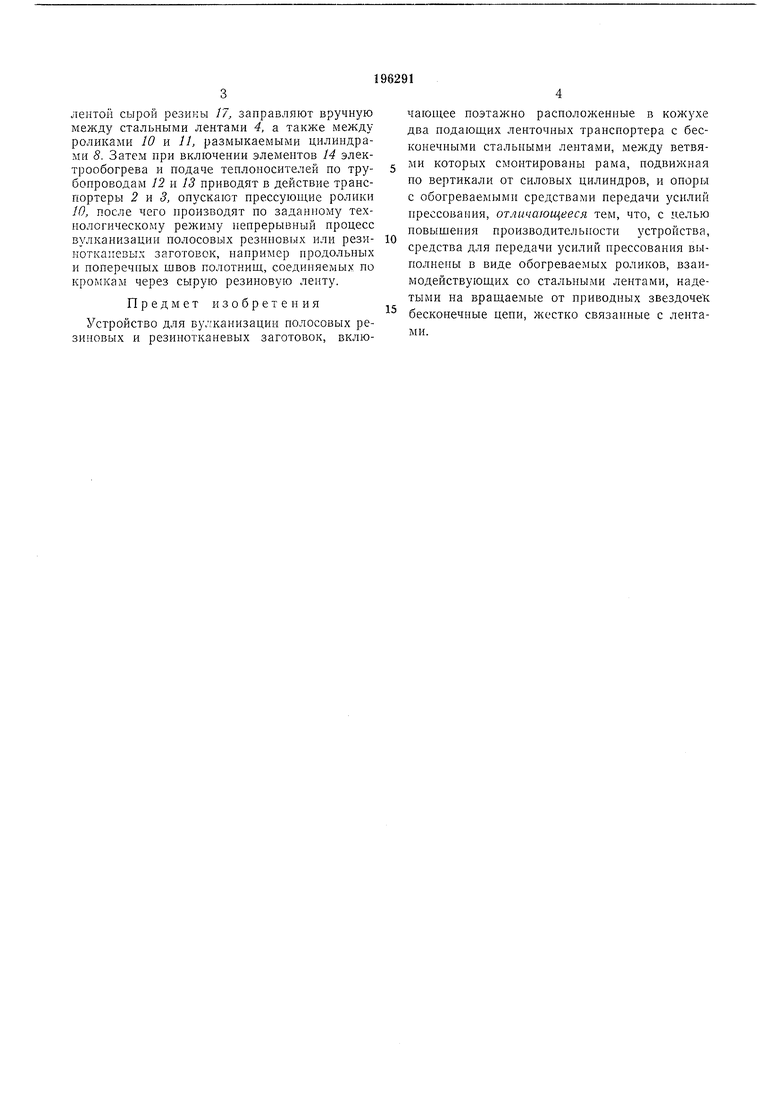
На фиг. 1 изображено иредлагаемое устройство с частичным разрезом; иа фиг. 2 - поиеречиый разрез устройства.
Устройство включает ноэтажно расноложениые в кожухе / два нодающих траиеиортера 2 и 3 с бесконечными стальиыми лентами 4, надетыми на враидаемые от приводных звездочек 5 бесконечные цепи 6, жестко связанные с лентами 4. Между ветвями лент 4 транспортера 2 смонтирована рама 7, перемещающаяся по вертикали от силовых цилиндров 8. На paiie 7 и иа иеиодвнжиой оноре 9 смонтированы обогреваемые ролики 10, взаимодействующие в процессе прессования с леитами 4, иенрерывно подающими леиту сырой резииы между кромками полосового свулканизоваиного ГЛатериала, края которого для исключеипя тепловой обработки перемещаются иа охлаждаемых роликах //. Обогрев и охлажденне роликов W и // осуществляется от системы паропровода 12 и водопровода 13, а нагрев лент 4 от элементов 14 электроиагрева.
Для обесиечеиия газоотвода продуктов вулкаиизации кожух 1 соедииеи с систелюй ириточио-вытяжной вентиляции 15. Стальные ленты 4, вращаемые с цеиями 6 с задаииой скоростью, предиазначены для перекрытия зазоров между звеньями цепей 6.
лентой сырой резины 17, заправляют вручную между стальными лентами 4, а также между роликами 10 и 11, размыкаемыми цилиндрами 8. Затем при включении элементов 14 электрообогрева и подаче теплоносителей по трубопроводам 12 и 13 приводят в действие транспортеры 2 и 5, опускают прессующие ролики 10, после чего производят по заданному технологическому режиму непрерывный процесс вулканизации полосовых резииовых или резиноткакевых заготовок, иапример продольных и поиеречпых швов полотниш,, соединяемых но кромкам через сырую резиновую ленту.
Предмет изобретения
Устройство для вулканизации полосовых резиновых и резинотканевых заготовок, включающее поэтажно расположенные в кожухе два подающих ленточных транспортера с бесконечными стальными лентами, между ветвями которых смонтированы рама, подвижная по вертикали от силовых цилиндров, и опоры с обогреваемыми средствами передачи усилий прессования, отличающееся тем, что, с целью повышения производительности устройства, средства для передачи усилий прессования выполнены в виде обогреваемых роликов, взаимодействующих со стальными лентами, надетыми на вращаемые от приводных звездочек
бесконечные цепи, жестко связанные с лентами.
6 Ю l
Т / i
I
h
,,,Лй.4-Ш
4 /1: - г&г1: 1:ь,л % M
-5fcj; b 4:.d::d :t±: - rirH- %...4 i i..L..i.,;..;b;..j,
жяда/р1
ТГГ-/1 I
-f
7 f2
L/L
5 17
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ПОЛОСОВЫХ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1967 |
|
SU191098A1 |
| Устройство для маркировки изделий | 1973 |
|
SU498186A1 |
| Способ изготовления фигурных строительных изделий из стружечно-клеевой массы и устройство для его осуществления | 1990 |
|
SU1794663A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ОБЕЗВОЖИВАНИЯ ТВОРОЖНОГО СГУСТКА | 1991 |
|
RU2035856C1 |
| ТРАНСПОРТЕР-ПЕРЕКЛАДЧИК ШТУЧНЫХ ЗАГОТОВОК | 1969 |
|
SU244605A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧЕХЛОВ | 2005 |
|
RU2300656C2 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ ЗАГОТОВОК | 1968 |
|
SU212514A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ПОЛИМЕРНЫХ ЗАГОТОВОК | 1969 |
|
SU255538A1 |
| Вулканизатор для ленточных изделий | 1979 |
|
SU825334A1 |
| Установка для вырубки деталей из полосовых эластичных заготовок | 1984 |
|
SU1333589A1 |