Изобретение относится к машиностроению и может быть использовано при доводочных операциях с обеспечением необходимой величины шероховатости, например при электрохимическом шлифовании.
Известны способы контроля шероховатости контактным способом. В одних способах предлагается использовать прямой метод контроля шероховатости профило- метром, в других - используют пластину, переходящую из электропроводящего в неэлектропроводящее состояние при силовом контакте датчика с поверхностью детали. По величине изменения электросопротивления определяют величину шероховатости.
Известен способ оценки шероховатости поверхности, заключающийся в том, что в контакт с контролируемой поверхностью вводят элемент, позволяющий получить интерференционную картину. 8 качестве этого элемента используют жидкость из предварительно подобранного ряда, составленного последовательно от жидкости, дающей интерференционную картину при минимальных значениях шероховатости, до жидкости, дающей такую картину при наибольших значениях шероховатости. Эти жидкости поочередно наносят на контролируемую поверхность до появления интерференционной картины, продолжают их наносить до исчезновения этой картины и
VI ы о
ы
по положению этой картины в подобранном ряду последней и предпоследней жидкостей судят о пределах значений шероховатости контролируемой поверхности. Этот способ позволяет дистанционно в непрерывном режиме следить за величиной шероховатости поверхности.
Однако использование способа при электрохимическом микровыравнивании вызывает технологические трудности реализации данного способа из-за необходимости удаления рабочей среды (электролита) и электрода-инструмента, находящегося над зоной контроля, а также требует качественной подготовки поверхности для контроля (обезжиривания, сушки и т. д.) и тщательного удаления интерференционной жидкости после контроля. Поэтому этот способ требует прерывания процесса микровыравнивания при анодном растворении и усложнения технологии ведения процесса обработки, а следовательно, ограничивает технологические возможности применения.
Целью изобретения является расширение области использования за счет получения поверхности с заданной величиной шероховатости в процессе микровыравнивания с активным контролем величины съема. При этом упрощается процесс контроля при одновременном снижении трудоемкости, а также обеспечивается его непрерывность, позволяющая автоматически получить заданную величину шероховатости в процессе микровыравнивания.
Поставленная цель достигается тем, что перед проведением процесса микровыравнивания определяют в стационарных условиях тарировочную характеристику микровыравнивания в виде зависимости величины шероховатости от припуска. Величину шероховатости при этом определяют традиционными способами. Эту характеристику определяют как семейство кривых, где в качестве определяющего параметра выбирают параметры, влияющие на наклон характеристики микровыравнивания (например, для электрохимический обработки - температура электролита, плотность тока, переменность режима тока, внешние магнитные поля и т. д.). Затем определяют исходную величину шероховатости также обычным способом в контрольной точке на детали партии однотипных деталей, изготовленных по одинаковой технологии. По снятым тарировочным характеристикам микровыравнивания назначают режим проведения обработки и необходимый припуск для получения заданной величины шероховатости. После этого ведут процесс микровыравнивания по одной из известных технологий с применением средств активного контроля за величиной съема металла до получения заданной величины шероховатости поверхности детали.
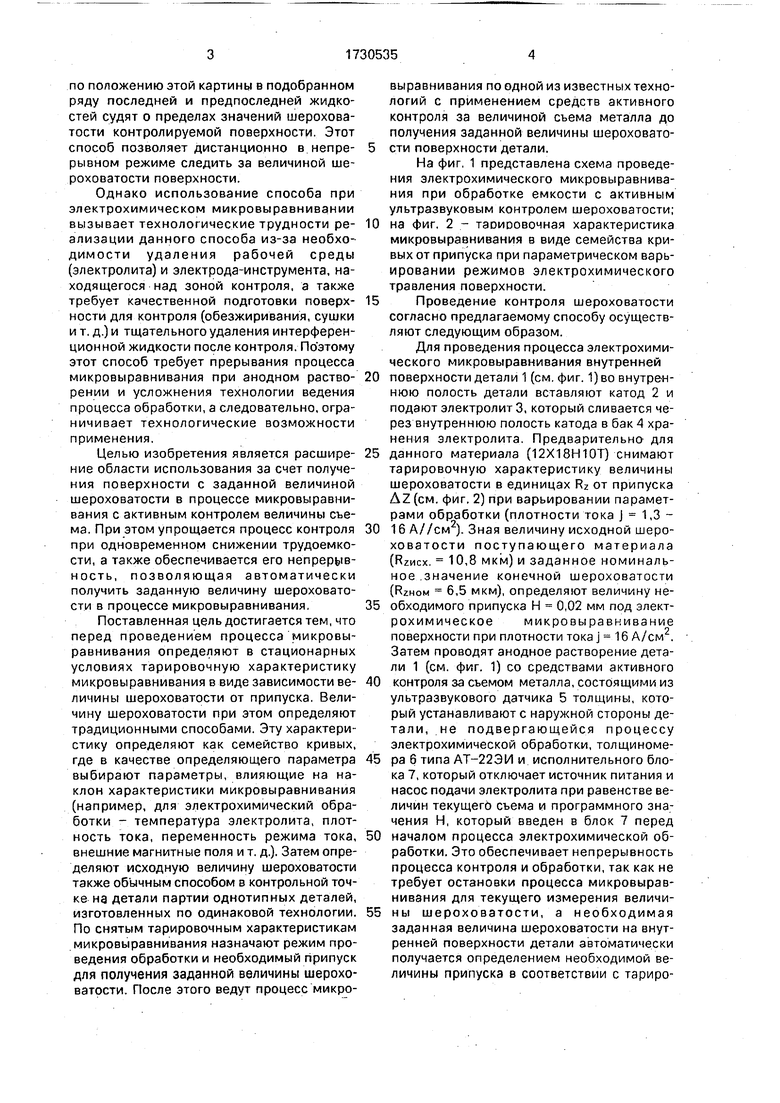
На фиг, 1 представлена схема проведения электрохимического микровыравнивания при обработке емкости с активным ультразвуковым контролем шероховатости;
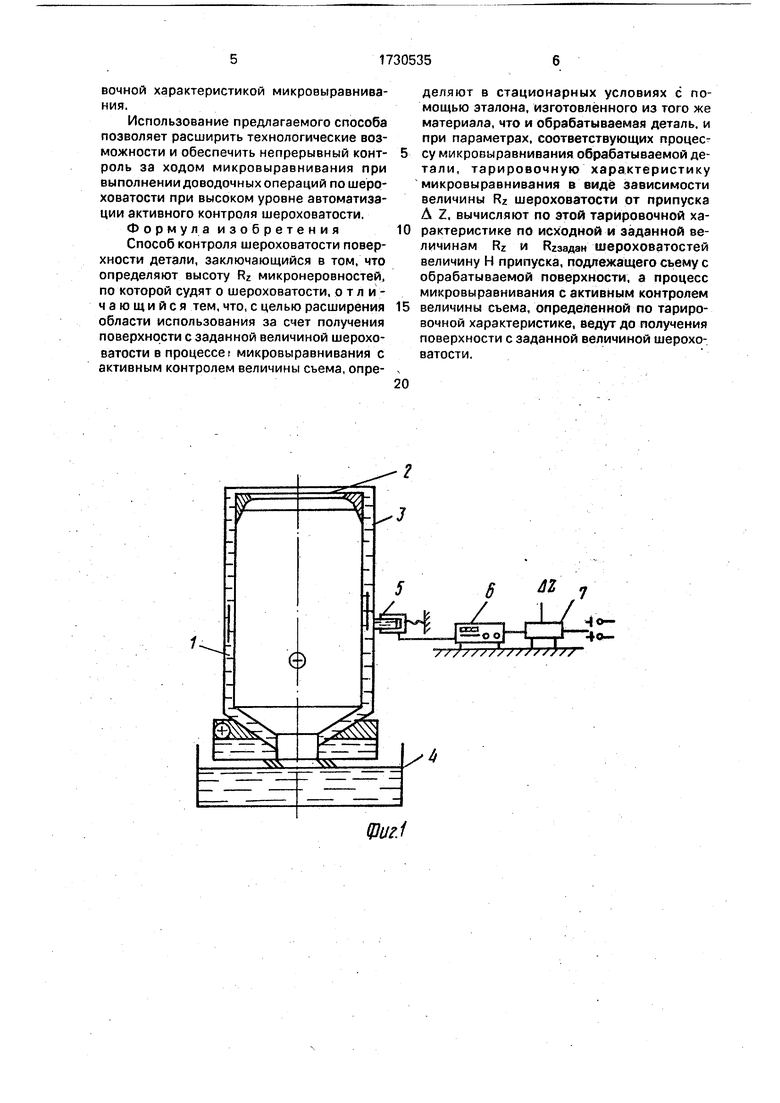
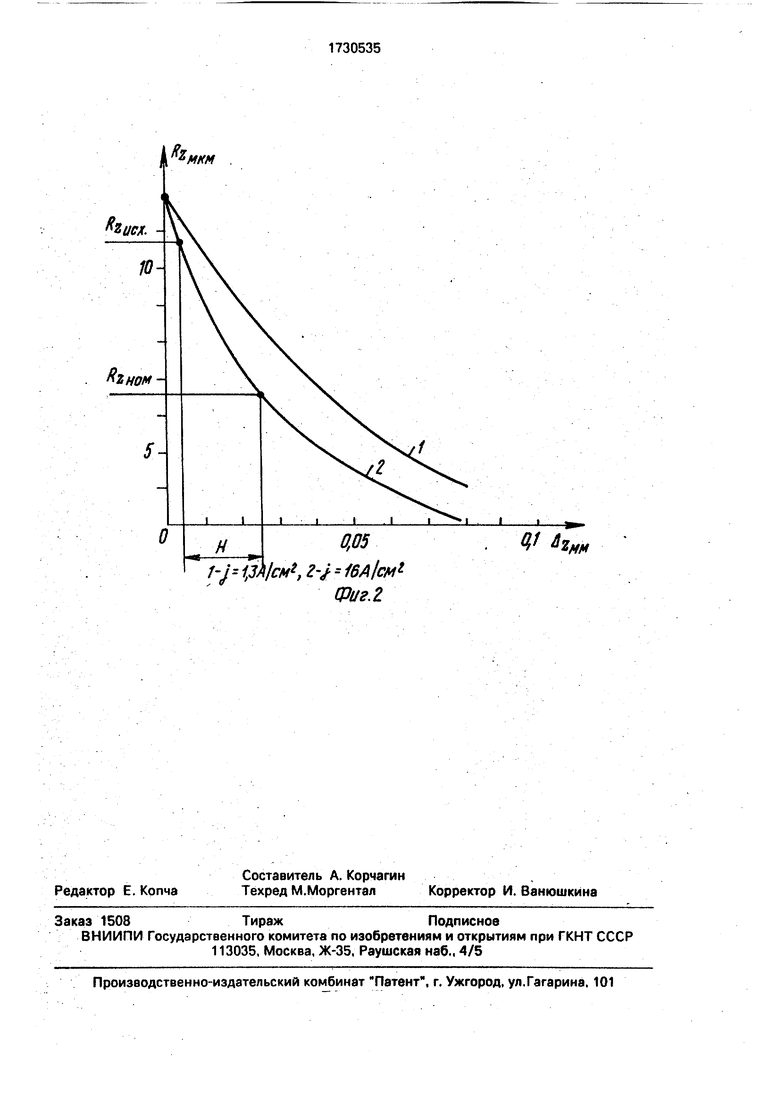
на фиг. 2 - тэоиоовочная характеристика микровыравнивания в виде семейства кривых от припуска при параметрическом варьировании режимов электрохимического травления поверхности.
Проведение контроля шероховатости
согласно предлагаемому способу осуществляют следующим образом.
Для проведения процесса электрохимического микровыравнивания внутренней
поверхности детали 1 (см. фиг. 1) во внутре-н- нюю полость детали вставляют катод 2 и подают электролит 3, который сливается через внутреннюю полость катода в бак 4 хранения электролита. Предварительно для
данного материала (12Х18Н10Т) снимают тарировочную характеристику величины шероховатости в единицах Rz от припуска AZ (см. фиг. 2) при варьировании параметрами обработки (плотности тока j 1,3 16 А//СМ ). Зная величину исходной шероховатости поступающего материала (RZKCX 10,8 мкм) и заданное номинальное значение конечной шероховатости (RZHOM 6,5 мкм), определяют величину необходимого припуска Н 0,02 мм под электрохимическое микровыравнивание поверхности при плотности тока j 16 А/см2. Затем проводят анодное растворение детали 1 (см. фиг. 1) со средствами активного
контроля за съемом металла, состоящими из ультразвукового датчика 5 толщины, который устанавливают с наружной стороны детали, не подвергающейся процессу электрохимической обработки, толщиномера б типа АТ-22ЭИ и исполнительного блока 7, который отключает источник питания и насос подачи электролита при равенстве величин текущегб съема и программного значения Н, который введен в блок 7 перед
началом процесса электрохимической обработки. Это обеспечивает непрерывность процесса контроля и обработки, так как не требует остановки процесса микровыравнивания для текущего измерения величины шероховатости, а необходимая заданная величина шероховатости на внутренней поверхности детали автоматически получается определением необходимой величины припуска в соответствии с тарировочной характеристикой микровыравнивания.
Использование предлагаемого способа позволяет расширить технологические возможности и обеспечить непрерывный контроль за ходом микровыравнивания при выполнении доводочных операций по шероховатости при высоком уровне автоматизации активного контроля шероховатости. Формула изобретения Способ контроля шероховатости поверхности детали, заключающийся в том, что определяют высоту Rz микронеровностей, по которой судят о шероховатости, отличающийся тем, что, с целью расширения области использования за счет получения поверхности с заданной величиной шероховатости в процессе г микровыравнивания с активным контролем величины съема, опре0
5
деляют в стационарных условиях с помощью эталона, изготовленного из того же материала, что и обрабатываемая деталь, и при параметрах, соответствующих процессу микровыравнивания обрабатываемой детали, тарировочную характеристику микровыравнивания в виде зависимости величины Rz шероховатости от припуска A Z. вычисляют по этой тарировочной характеристике по исходной и заданной величинам Rz и Ргзадан шероховатостей величину Н припуска, подлежащего сьему с обрабатываемой поверхности, а процесс микровыравнивания с активным контролем величины съема, определенной по тарировочной характеристике, ведут до получения поверхности с заданной величиной шероховатости.
20
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрохимического формообразования деталей | 1991 |
|
SU1757798A1 |
| СПОСОБ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ЖЕЛЕЗНЫХ ПОКРЫТИЙ В ПРОТОЧНОМ ЭЛЕКТРОЛИТЕ С КРУПНЫМИ ДИСПЕРСНЫМИ ЧАСТИЦАМИ | 2011 |
|
RU2503751C2 |
| СПОСОБ МАГНИТОРЕОЛОГИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ОПТИЧЕСКИХ ДЕТАЛЕЙ МАЛЫМ ИНСТРУМЕНТОМ | 2014 |
|
RU2592337C2 |
| ДОВОДОЧНО-ПРИТИРОЧНЫЙ КОНЦЕНТРАТ С МОДИФИЦИРУЮЩИМИ МИНЕРАЛЬНЫМИ НАПОЛНИТЕЛЯМИ | 2006 |
|
RU2309968C1 |
| Способ электрохимической обработки с последующей электроэрозионной калибровкой | 1978 |
|
SU751552A1 |
| Способ получения инструмента для обработки металлических поверхностей | 1989 |
|
SU1674787A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ВРАЩАЮЩИМСЯ ЭЛЕКТРОДОМ С ЭКСЦЕНТРИСИТЕТОМ РАБОЧЕЙ ПОВЕРХНОСТИ | 2016 |
|
RU2622075C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2347659C2 |
| СПОСОБ ДВУХСТАДИЙНОЙ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2023 |
|
RU2809818C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2005 |
|
RU2301134C2 |
Изобретение относится к машиностроению и может быть использовано при доводочных операциях с обеспечением необходимой шероховатости, например при электрохимическом шлифовании. Целью изобретения является расширение технологических возможностей путем упрощения процедуры контроля шероховатости с обеспечением его непрерывности, что позволяет автоматически получать необходимую величину шероховатости и прекращать процесс обработки. В стационарных условиях определяют тарировочную зависимость шероховатости от припуска при параметрическом задании режимов. Затем определяют исходную величину шероховатости детали или партии листовых заготовок, а микровыравнивание поверхности ведут с активным контролем толщины снятого металла, который соответствует достижению необходимой величины шероховатости в соответствии с тарировочной кривой микровыравнивания для данного материала и вида обработки. 2 ил. W1 Ј
-Г
з
}
О
Г-J 1,ЗА1см, 2-} -- Ш1см1
Фиг. 2
У &ZM
| Патент США № 4434558, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
| Визуальный способ оценки шероховатости плоской поверхности в заданном диапазоне высот микронеровностей | 1985 |
|
SU1265473A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
