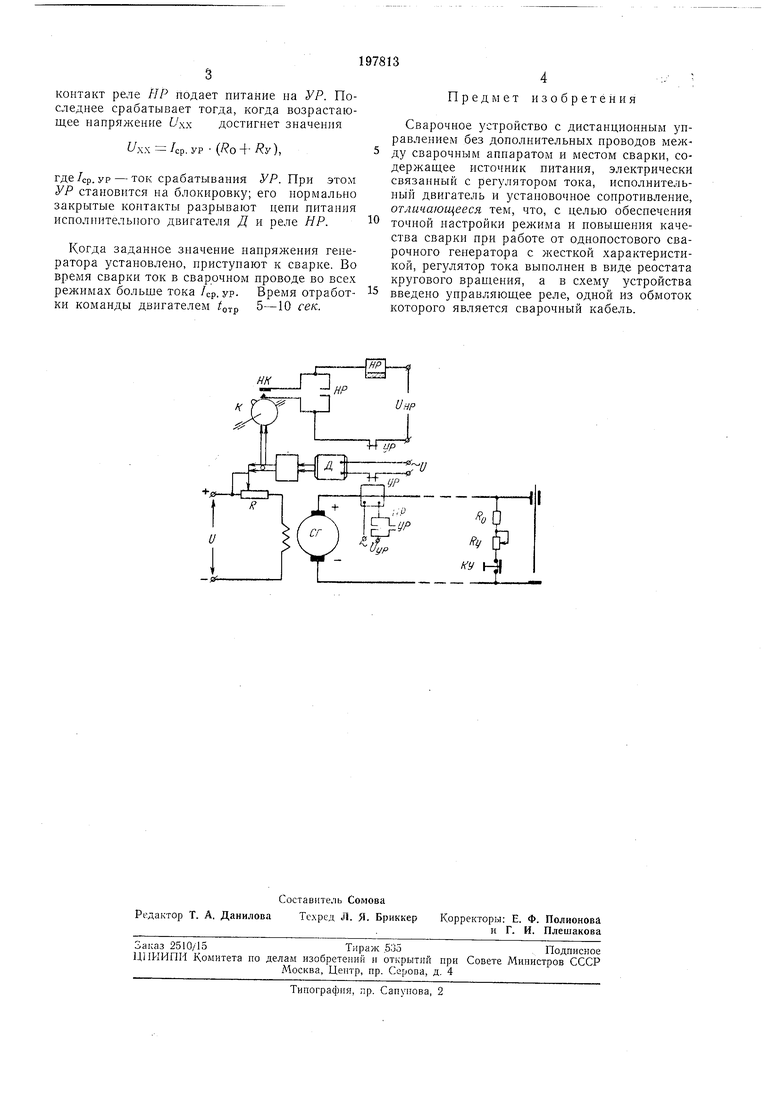
Известны устройства с дистанционным управлением режимами работ при сварке, не содержащие дополнительных проводов между сварочным аппаратом и местом сварки. Так, напрнмер, устройство по авт. св. N° 102494 содержит исполнительный двигатель, связанный с ИСТОЧ1П-1КОМ питания. Включение двигателя осуществляется с номощью реверсивного пускателя, причем нанра вление вращения зависит от величины установочного сопротивления, подключенного параллельно нромежутку электрод-деталь. В предлагаемом устройстве в отличие от известных регулирование тока нронзводится без реверсирования исполиительного двигателя. С этой целью регулятор тока сварочного апнарата выполнен в виде реостата кругового вращения, что обеспечивает скачкообразный переход от максимального напряжения холостого хода генератора к минимальному. Такое выполнение позволяет производить точную установку сварочного режима с места сварки. Остановка исполнительиого двигателя осуществляется при достижении генератором заданного значения наиряжения холостого хода,что достигается с помощью управляющего реле, одной из обмоток которого является сварочный кабель. Предложенное устройство схематически изображено на чертеже. По сварочному проводу, который является обмоткой управляющего реле УР, FO время сварки и в ее отсутствие протекает ток I ,. ур. При этом нормально замкнутый контакт УР разомкнут, исполнительный двнгатель пенодвижен, напряжение генератора соответствует определенной крнвой семейства внешних характеристик. Для того чтобы перейти на другой режим сварки, сварщик должен прекратить сварку поворотом ручки сопротивления Ry (его шкала проградуирована в единицах папряжепия), установить необходимое значение XX напряжения сварочного генератора СГ, нажать и отпустить кпопку К.У. Управляющее реле отпустит, а затем замкнет свой контакт. Р1сполнительный двигатель Д начнет неремещать ползунок реостата R в цепи возбуждения генератора в сторону возрастания напряжения последнего. Реостат освобожден от ограничительного щтифта, поэтому за минимальной величиной введенного сопротивления следует максимальная, т. е. напряжение УХХ , достигнув своего максимального значения, скачком надает до минимального. В момент, когда 6хх xxmin, кулачок К, установленный па осн реостата R, замыкает нормально открытую контактную пару ///С. Цепь ннтания реле ИР с задержкой на отпускание замыкается, реле срабатывает и становится на блокировку через свой нормально открытый контакт. Другой нормально открытый
контакт реле ИР подает питание иа УР. Последнее срабатывает тогда, когда возрастающее напряжение Lxx достигнет значения
f/xx /cp.yp-(),
где/ср. УР - ток срабатывания УР. При этом УР становится на блокировку; его нормально закрытые контакты разрывают цепи питания исполнительного двигателя Д и реле HP.
Когда заданное значение напряжения генератора установлено, приступают к сварке. Во время сварки ток в сварочном проводе во всех режимах больше тока /ср. УР. Время отработки команды двигателем 5-10 сек.
Предмет изобретения
Сварочное устройство с дистанционным управлением без дополнительных проводов между сварочным аппаратом и местом сварки, содержащее источник питания, электрически связанный с регулятором тока, исполнительный двигатель и установочное сопротивление, отличающееся тем, что, с целью обеспечения точной настройки режима и цовьшшния качества сварки при работе от однопостового сварочного генератора с жесткой характеристикой, рег лятор тока выполнен в виде реостата кругового вращения, а в схему устройства введено управляющее реле, одной из обмоток которого является сварочный кабель.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ДИСТАНЦИОННОГО УПРАВЛЕНИЯ | 1967 |
|
SU200072A1 |
| Устройство для дистанционного управления сварочным током по сварочному кабелю | 1981 |
|
SU1009666A1 |
| Устройство для дистанционной установки величины сварочного тока | 1980 |
|
SU893444A1 |
| Устройство для подачи сварочной проволоки | 1985 |
|
SU1269937A1 |
| Устройство дистанционного управления сварочным током по сварочному кабелю | 1984 |
|
SU1260132A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ состояния СВАРОЧНОЙ ЦЕПИ | 1971 |
|
SU295628A1 |
| УСТРОЙСТВО для ДИСТАНЦИОННОГО РЕГУЛИРОВАНИЯ | 1972 |
|
SU350609A1 |
| СПОСОБ ФОРМИРОВАНИЯ ВНЕШНЕЙ ВОЛЬТ-АМПЕРНОЙ ХАРАКТЕРИСТИКИ СВАРОЧНОГО ГЕНЕРАТОРА ПОСТОЯННОГО ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2189892C2 |
| Устройство для дистанционного регулирования сварочного тока | 1980 |
|
SU863230A1 |
| Устройство для автоматической подачи сварочного электрода | 1938 |
|
SU54213A1 |
- я
UHP
л
0
А Р
