Предлагаемое устройство для автоматической подачи сварочного электрода относится к уже известному типу таких устройств, в которых, вместо электродвигателя, для подачи электрода используется система электромагнитов.
Согласно изобретению, зажатие и подача электрода осуществляются с помощью двух параллельных колодок, щарнирно установленных на поворотном коромысле, концы которого связаны с сердечниками электромагнитов, управляемых минимальным и максимальным реле; последние включены на напряжение дуги.
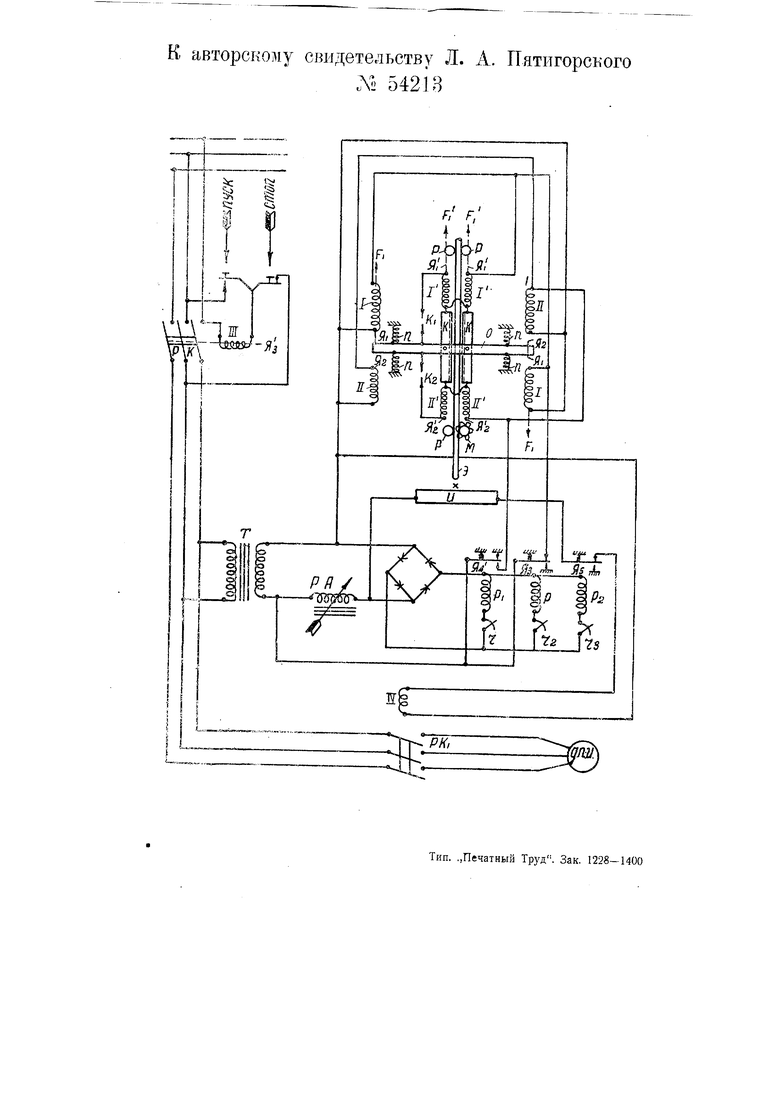
На чертеже изображена электрическая схема предлагаемого устройства.
Для пуска этого устройства, перед нажатием пусковой кнопки, электрод Э должен быть приведен в соприкосновение с изделием И при помощи маховичка М.
После нажима пусковой кнопки ток проходит по катущке /// пускового контактора, вледствие чего якорь Я последнего замыкает рубильник РК и вся схема автомата оказывается включенной. Вследствие отсутствия
напряжения в обмотках реле цепь якоря Яз минимального реле Р оказывается замкнутой и по обмоткам зажимных электромагнитов /-/ будет проходить ток. При этом якори Я: последних вследствие возникшей пары сил FI-f/ ( тяжения электромагнитов) повернут коромысло О на некоторый угол в направлении часовой стрелки; колодки Я зажмут электрод 5 и цепь контакта К, окажется замкнутой, так как коромысло О через колодки К электрически связано с электродом Э. Поэтому, по обмоткам электромагнитов /-/ подачи электрода Э вверх пройдет ток и, вследствие возникших сил тяжения F/-f/, якори Я этих электромагнитов потянут всю подвижную систему (колодки К, коромысло о, электрод 3) кверху по направляющим роликам Р. При этом произойдет возбуждение дуги и автомат начнет работать.
Когда напряжение на дуге нарастет до некоторого значения, меньшего, чем рабочее, -- нижнего критического, отвечающего настройке минимального реле, цепь якоря Я минимального реле Р окажется выключенной, обмотки зажимных электромагнитов /-/ и электромагнитов /-/ подачи электрода Э вверх окажутся без тока, коромысло О займет, благодаря наличию пружин /7, нейтральное положение и подача электрода Э вверх прекратится.
Через некоторое время напряжение на дуге возрастет до значения, большего, чем рабочее, - верхнего критического, якорь 4 максимального реле PI, настроенного на это напряжение, замкнет цепь обмоток зажимных электромагнитов //-//, последние притянут якори Я, коромысло О повернется на некоторый угол в направлении, обратном часовой стрелке, контакт /fg замкнет цепь обмотки электромагнитов /-// подачи электрода вниз и якорь Я потянет всю подвижную систему вниз. Это движение будет продолжаться до тех nopi пока напряжение на дуге не станет несколько меньшим верхнего критического, после чего обмотки зажимных электромагнитов //-// и электромагнитов //-// подачи электрода Э к изделию окажутся без тока и подача электрода Э вниз прекратится.
Таким образом, будет продолжаться вся дальнейшая работа автомата.
Регулировка длины дуги может производиться реостатами г, и Гз в цепях максимального и мини ального реле.
В случаях внезапного короткого замыкания или чрезмерного сокращения длины дуги цепь якоря Я- минимального реле Р окажется замкнутой и произойдет подача электрода Э вверх до напряжения на дуге, соответствующего нижнему критическому.
В случаях внезапного обрыва дуги или чрезмерного увеличения дугового промежутка сработает максимальное реле PI, цепь якоря Я максимального реле окажется замкнутой и произойдет подача электрода Э вниз до напряжения на дуге, соответствующего несколько меньшему значению по сравнению с верхним критическим.
Рабочее напряжение на дуге во время установившегося режима будет находиться в диапазоне между нижним и верхним критическими, колеблясь около верхнего критического напряжения.
Для большей четкости в работе обмотки всех трех реле должны питаться постоянным напряжением.
Работа двигателя подачи изделия дпи связана с электрическим режимом дуги при помощи реле Pj и контактора двигателя подачи изделия дпи.
При коротком замыкании подачи изделия не будет, так как напряжение на дуге в этом случае будет равно нулю. Катушка IV контактора двигателя подачи изделия дпи окажется невозбужденной и разомкнет рубильник PKi.
При обрыве дуги, т. е. при напряжении холостого хода, подачи изделия также не будет, так как в этом случае реле Р2 двигателя подачи изделия, настроенное на это напряжение, разомкнет катушку /V контактора двигателя, и последний отключится. В цепь реле РЗ включено регулировочное сопротивление г.
Таким образом, двигатель подачи изделия дпи может работать лишь при нормальном режиме дуги, чем обеспечивается надлежащее выполнение сварки.
Нажатием кнопки „стоп вся схема автомата выключается, работа ее прекращается и возобновление ее оказывается возможным после нажатия пусковой кнопки управления автомата.
В случае использования предлагаемого устройства для автоматической подачи сварочного электрода при сварке переменным током, как это изображено на чертеже, минимальное и максимальное реле Р, Pj, а также реле Pg подачи изделия питаются от сварочного трансформатора Т через выпрямитель, например, купроксный, включенный на напряжение дуги. В цепь вторичной обмотки сварочного трансформатора Т включен реактор РА.
Для перевода описанного автоматического устройства на постоянный ток необходимо заменить сварочный трансформатор машиной постоянного тока, а реактор - балластным реостатом и упразднить купроксный выпрямитель.
Двигатель подачи изделия дпи может быть как постоянного, так и переменного тока и, в соответствии
с этим, питаться от общей или отдельной сети постоянного или переменного напряжения.
Предмет изобретения.
1. Устройство для автоматической подачи сварочного электрода при помощи системы электромагнитов и управляющих ими реле, отличающееся тем, что для зажатия и подачи электрода применены две параллельные колодки Я, шарнирноустановленные на коромысле О и автоматически зажимающие электрод при небольшом наклоне коромысла О в ту или другую сторону, для чего концы коромысла О связаны с сердечниками электромагнитов / и //, управляемых минимальным и максимальным реле, включенными на напряжение сварочной дуги, причем колодки связаны с сердечниками электромагнитов / и //, включаемых при наклоне коромысла О и служащих для осуществления подачи.
2.В устройстве по п. 1,для подачи изделия только при нормальном горении дуги, применение реле, присоединенного параллельно дуге и управляющего включением катушки контактора двигателя, служащего для подачи изделия.
3.В устройстве по п. 1, в случае сварки переменным током, применение выпрямителя, например, купроксного, включенного на напряжение дуги, для питания катушек максимального и минимального реле и реле подачи изделия. к авторскому свидетельству Л. А. Л 54213 Пятигорского
| название | год | авторы | номер документа |
|---|---|---|---|
| Аппарат для автоматической дуговой сварки | 1945 |
|
SU69807A1 |
| Устройство для автоматической подачи электродной проволоки при дуговой сварке | 1939 |
|
SU57620A1 |
| Устройство для автоматического регулирования мощности дуговой печи | 1936 |
|
SU48916A1 |
| Устройство для подачи сварочной проволоки | 1985 |
|
SU1269937A1 |
| Устройство для автоматической подачи электродной проволоки при дуговой сварке | 1936 |
|
SU48929A1 |
| Устройство для подачи сварочной проволоки | 1983 |
|
SU1119800A1 |
| Устройство для автоматической подачи электрода при дуговой сварке | 1936 |
|
SU48931A1 |
| Устройство для сварки электрозаклепками | 1957 |
|
SU108344A1 |
| Полуавтомат для сварки в среде защитного газа | 1991 |
|
SU1814601A3 |
| СПОСОБ И СИСТЕМА ДЛЯ ЗАПУСКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2003 |
|
RU2233989C1 |
S
сг
гп
.
ЗР
