(54) УСТРОЙСТВО ДЛЯ ДИСТАНЦИОННОЙ УСТАНОВКИ ВЕЛИЧИНЫ СВАРОЧНОГО ТОКА
I
Изобретение относится к сварочному производству, в частности к дистанционному регулированию сварочного тока по сварочной цепи.
Известны устройства для дистанционной установки величины сварочного тока по сварочной цепи.
В этих устройствах решается задача установки величины сварочного тока в аппарате для электродуговой сварки, который снабжен сварочным дросселем, подвижный элемент которого перестанавливается с помощью реверсивного электродвигателя переключаемого реверсивными контакторами.
Управление подвижным элементом дросселя с места сварки без дополнительных проводов осуществляется с помощью секционированного сопротивления, которое включается между сварочным электродом и землей 1.
Известно устройство для дистанционного регулирования тока в цепи сварочного трансформатора, в котором асинхронный двигатель через редуктор перемещает магнитный щунт. В конечных точках перемещения щунта устанавливаются концевые выключатели для отключения двигателя. Установка величины сварочного тока осуществляется касанием электрода на выносное сопротивление (выносной резистор) 2.
Недостатком известных устройств является установка (подбор) величины тока, осуществляемая без визуального контроля установленной величины. В результате подбор величины тока осуществляется вслепую за несколько приемов с обязательными возбуждениями дуги.
Наиболее близким к предлагаемому является устройство для дистанционной уста10новки величины сварочного тока. Оно содержит источник питания сварочной дуги, электрически связанный с балластным реостатом - регулятором сварочного тока, шаговый искатель, блок управления щаговым ис15кателем, электрододержатель с проводом, подключенный к выходному зажиму сварочной цепи и выносной резистор 3.
Конструктивно устройство представляет собой дополнительную приставку к сварочным балластным реостатам. В приставке
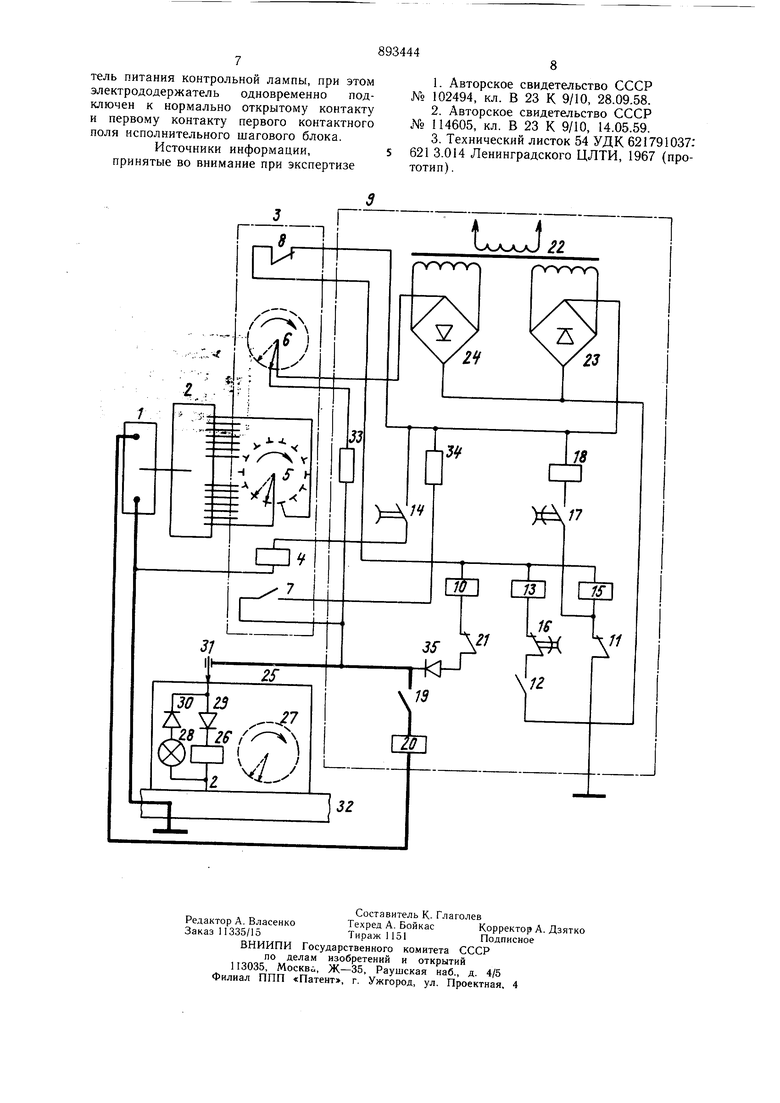
20 смонтированы электромагнитные контакторы, щаговый искатель, реле и другие элементы электрической схемы. Питание электрической схемы осуществляется от источника питания сварочной дуги. В качестве выносного исполнительного блока служит низкоомный резистор. Это устройство работает по принципу работы шагового искателя. Сварщик, замыкая и размыкая определенное число раз электрододержателем сварочную цепь через выносной резистор, заставляет с помощью реле устанавливать щаговый искатель в определенное положение. В свою очередь, щаговый искатель включает соответствующий контактор или группу контакторов, которые замыкают цепи балластного реостата вместо рубильников. Таким образом устанавливается нужная величина сварочного тока. Устройство осуществляет дистанционную установку (регулировку) величины сварочного тока, однако при этом не обеспечивается визуальный дистанционный контроль с места сварки за перемещением и положением регулирующего органа (например, щагового искателя) и возможность проверки с места сварки правильности установки сварочного тока. Цель изобретения - повыщение точности установки сварочного тока путем обеспечения визуального дистанционного контроля правильности установки величины сварочного тока с рабочего места. Поставленная цель достигается за счет того, что в устройство для дистанционной установки величины сварочного тока, содержащем источник питания сварочной дуги с регулятором тока, исполнительный щаговый блок с двумя контактными полями и нормально открытым контактом, и блок управления, подключенный к электрододержателю, введен щаговый регистрирующий блок, содержащий управляющую катушку и контрольную лампу, параллельно включенные между собой через встречно включенные диоды и указатель, и подключенный к электрододержателю, а в блок управления введены реле щагового перемещения и выпрямитель питания контрольной лампы, при этом электрододержатель одновременно подключен к нормально открытому контакту и первому контакту первого контактного поля исполнительного щагового блока. Введение выносного регистрирующего щагового блока и указанная взаимосвязь его с исполнительным щаговым блоком, блоком управления и источником питания сварочной дуги обеспечивает по сварочной цепи дистанционную установку необходимой величины сварочного тока, визуальный контроль (регистрацию установки тока), и проверку правильности установки тока (соответствие положений между щаговыми исполнительным и выносным регистрирующим бло ками) . На чертеже изображено устройство для дистанционной установки величины сварочного тока, электрическая схема. Устройство для дистанционной установки величины сварочного тока включает в себя источник 1 питания сварочной дуги, электрически связанный с регулятором 2 тока, исполнительный щаговый блок 3, состоящий из контактных полей 5 и 6, катушки 4, нормально открытого контакта 7 и закрытого контакта 8, электрододержатель 31, блок 9 управления, состоящий из реле 10 установки тока с контактами И и 12, реле 13 щагового перемещения с контактом 14 (выдержка времени на отключение 0,3- 0,5с), реле 15 времени с контактами 16 и 7 (выдержка времени на включение 0,1-0,15 с, на отключение 1-2 с), контактор 18 с контактом 19, реле 20 тока с контактом 21, трансформатор 22 питания цепей управления, выпрямитель 23 питания схемы управления, выпрямитель 24 питания контрольной лампы 28, резисторы 33 и 34, диод 35, выносной щаговый регистрирующий блок 25 с катущкой 26, указателем 27, контрольной лампой 28 и диодами 29 и 30, при этом вход регистрирующего блока 25 соединен с электрододержателем 31, выход через изделие 32 - с источником 1 питания сварочной дуги, а электрододержатель 31 с проводом одновременно подключен к нормально открытому контакту 7 и первому контакту первого контактного поля 6 исполнительного щагового блока 3. Таким образом, управляющая катущка 26 и контрольная лампа 28 «начало отсчета выносного регистрирующего блока 25 имеет непосредственную электрическую связь с исполнительным блоком 3 через его нормально открытый контакт 7 и первый контакт первого контактного поля 6. Перед выполнением сварки или установки необходимой величины сварочного тока подается питание на трансформатор 22. При этом включается реле 15 времени и контактом 16 разрывает цепь питания катушки реле 13 щагового перемещения, а контактом 17 включает контактор 18, который контактом 19 замыкает сварочную цепь. Для нормальной работы выносного регистрирующего блока 25 напряжение его срабатывания выбрано в 1,3-1,5 раза больщи.м, чем напряжение холостого хода источника 1 питания сварочной дуги. В связи с этим регистрирующий блок 25 от сварочного напряжения не включается. Установка необходимой величины сварочного тока на дистанции осуществляется следующим образом. Электрододержатель 31 заправленным концом электрода замыкается на вход регистрирующего блока 25, а выходом соединяется через изделие 32 с источником 1 питания сварочной дуги. Включается реле 10 и контактом 11 разрывает цепи питания реле 15 времени и контактора 18, а контактом 12 подготавливает к включению реле 13 щагового перемещения. Регистрирующий
блок 25 при этом не включается, так как питание катушки 26 мало для срабатывания. Сварочная цепь разрывается контактом 19 и не оказывает влияния на работу устройства. Через выдержку времени реле 15 контактом 16 включает реле 13 шагового перемещения, которое своим контактом 14 подает напряжение питания на катушку 4 шагового исполнительного блока 3. Блок 3 включается и перемещает подвижные контакты контактных полей 5 и 6 на один шаг, автоматически изменяя и параметры регулятора 2 тока на определенную величину. При этом контактом 7 исполнительного блока 3 подается питание на катушку 26 выносного шагового регистрирующего блока 25, которое включается и перемешает подвижной контакт с указателем 27 на один шаг. Контактом 8 исполнительного блока 3 размыкается цепь питания катушек реле 10, 13 и 15. Спустя выдержку времени (0,3- 0,5 с) реле 13 контактом 14 снимает напряжение с катушки 4 исполнительного блока 3. Последний, отключаясь, разрывает свой контакт 7 и замыкает контакт 8. Вторично включается реле 10. Реле 15 не срабатывает изза наличия выдержки времени на включение (0,1-0,15 с), а цепь его за это время разрывается контактом 11, т. е. контактор 18 остается в выключенном состоянии. Контактом 12 включается реле 13 шагового перемещения и своим контактом 14 подает напряжение на катущку 4 исполнительного блока 3. Устройство включается и перемещает подвижные контакты контактных полей 5 и 6 на 2-ой шаг, изменяя далее параметры регулятора 2 тока. Контактом 7 блока 3 включается регистрирующий блок 25, который перемешает подвижный контакт с указателем 27 также на 2-ой шаг и т. д. до снятия электрододержателя 31 с входа регистрирующего блока 25. Таким образом, с места сварки по сварочной цепи обеспечивается установка необходимой величины сварочного тока и визуальный дистанционный контроль за установкой тока с автоматическим отсчетом его устанавливаемой величины.
Проверка места сварки соответствия положений между исполнительным и выносным регистрирующим блоками 3 и 25 (контроль правильности установки тока) осуществляется следующим образом.
При переходе подвижных контактов контактных полей 5 и 6 исполнительного блока 3 на первый контакт, на контрольную лампу 28 «начало отсчета выносного регистрирующего блока 25 подается питание по цеПи: плюс выпрямитель 24 - земля (изделие) - контрольная лампа 28 - диод 30 - электрододержатель 31 с проводом - резистор 33 - первый контакт контактного поля 6 - минус выпрямителя 24.
Загорание сигнальной лампы 28, когда указатель 27 регистрирующего блока 25 находится в первом положении означает, что исполнительное и выносное регистрирующие блоки занимают однозначные положения, а в случае загорания сигнальной лампы в любом другом положении указателя 27 - неоднозначные. В этом случае сварщик должен снять электрододержатель 31 со входа блока 25 и переместить указатель 27 в первое положение, т. е. фактически в то положение, в котором находятся подвижные контакты полей 5 и 6 исполнительного блока 3.
При снятии электрододержателя 31 со входа регистрирующего блока 25 реле 10 отключается и контактом 11 включает реле 15, которое контактом 17 включает контактор 18 и сварочная цепь контактом 19 подготовлена к сварке. При выполнении сварки (возбуждение сварочной дуги) включается реле 20 тока и своим контактом 21 разрывает Цепь питания катущки реле 10 установки тока. Таким образом шаговый исполнительный блок 3 в процессе сварки не работает.
Технико-экономические показатели предлагаемого устройства более высокие, чем у известных, так как повышена точность установки сварочного тока и значительно облегчены условия труда сварщика при установках на дистанции необходимых величин сварочного тока, обеспечен визуальный дистанционный контроль с места сварки за устанавливаемой величиной сварочного тока.
В случае сбоя (отказа) в работе исполнительного или регистрирующего шаговых блоков сбои фиксируются сваршиком и им же устраняются непосредственно на месте выполнения сварки.
Это позволяет уменьшить величину брака от выполнения сварки на ином от требуемого значения тока.
Формула изобретения
Устройство для дистанционной установки величины сварочного тока, содержащее источник питания сварочной дуги с регулятором тока, исполнительный шаговый блок с двумя контактными полями и нормально открытым контактом, и блок управления, подключенный к электрододержателю, отличающееся тем, что, с целью повыщения точности установки сварочного тока путем обеспечения визуального дистанционного контроля правильности установки величины сварочного тока с рабочего места, в устройство введен шаговый регистрирующий блок, содержащий управляющую катушку и контрольную лампу, параллельно включенные между собой через встречно включенные диоды и указатель, и подключенный к электрододержателю, а в блок управления введелы реле шагового перемещения и выпрямитель питания контрольной лампы, при этом электрододержатель одновременно подключен к нормально открытому контакту и первому контакту первого контактного поля исполнительного шагового блока.
Источники информации, принятые во внимание при экспертизе
