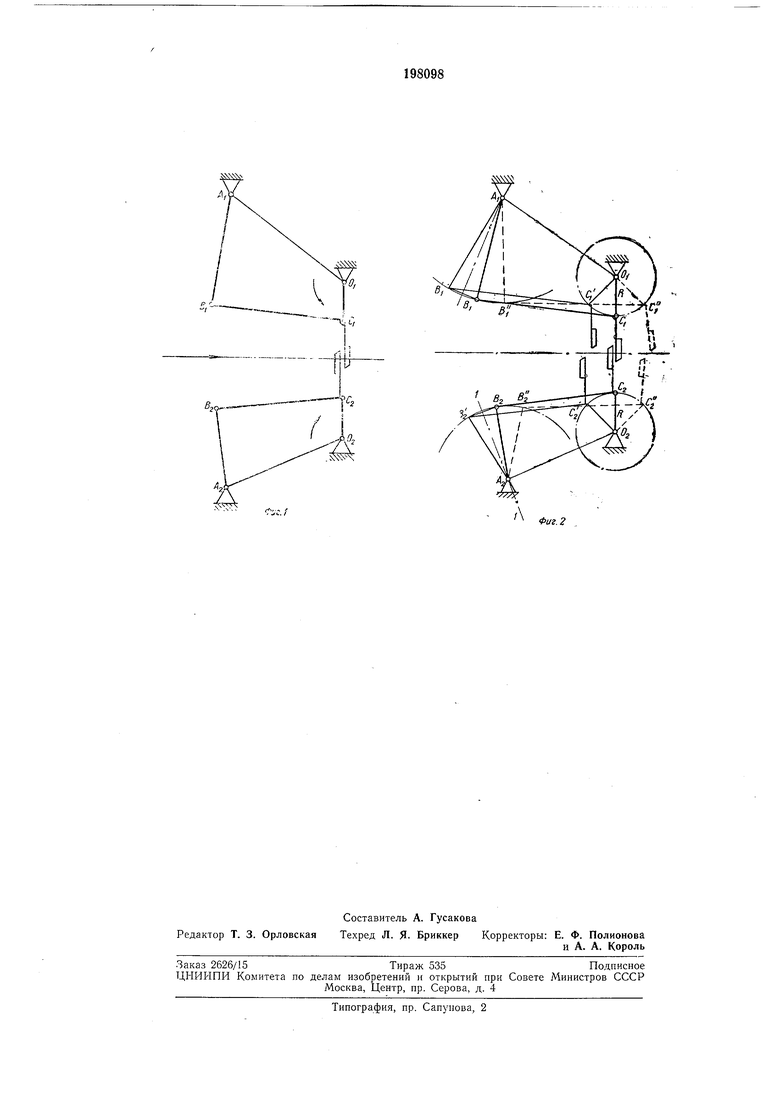
Известны летучие кривошипные ножницы для резания движущегося проката, содержащие режущий механизм из двух шарнирных коромысловых четырехзвенников с ножами, закрепленными на шатунах, и с кривошипом, длину которого можно изменять. Все длины звеньев четырехзвенников равны и расположены симметрично относительно оси прохождения разрезаемого материала. Однако эти ножницы нельзя использовать при резке тонкостепных профилей проката, так как их ножи нельзя установить с необходимым для резки зазором. Предлагаемые летучие кривошипные ножпицы отличаются от известных тем, что размеры коромысла, стойки и шатуна одного из двух шарнирных коромысловых четырехзвенников больше, чем другого, причем размеры звеньев верхнего и нижнего механизмов резания таковы, что дважды в процессе резания ножи устанавливаются перпендикулярно оси разрезаемого проката. Конструкция ножниц позволяет получить минимальное отклонение реза от .параллельного при резании проката с большими перекрытиями и малыми зазорами между ножами. Кроме того, снижаются динамические нагрузки и увеличивается быстроходность ножниц за счет увеличения длин коромысел при сохранении заданного зазора между ножал и при резании сортового проката. На фиг. 1 показана структурная схема предлагаемых летучих кривошипных ножниц; на фиг. 2 - способы определения размеров звеньев ножниц. Летучие кривошипные ножницы состоят из верхнего ifiiQOi и нижнего AzB.2C.2Oz четырехзвенных коромысловых режущих механизмов. Длина коромысла ЛоВо, стойки ОоЛа, шатуна ВоСг ннжнего четырехзвенника меньше, чем длина коромысла , стойки , шатуна fiiCj верхнего рел ущего механизма. На шатунах SiCj и В.2С.2 закреплены ножи. Звенья OiCjt и ОяСу являются ведущими кривошипами. Они соединяются между собой зубчатыми колесами (на чертеже не показаны) с передаточным отношением, равным-1, одно из которых, ведущее, приводится в движение от электродвигателя (на чертеже не показан). В зависимости от числа пропусков резания ножи будут разрезать прокат через число оборотов ведущих кривошипов, равное количеству пронусков резания плюс единица. Число пропусков резания зависит от длины ведущих кривошипов и от положения осей Ai и Лз .подвески коромысел. При резке на каждый оборот, т. е. без нропусков, длины ведущих кривошипов постоянны, а оси подвесок коромысел неподвижны.
Размеры звеньев четырехзвенников следующие;.
1.Ведущие кривошипы равны между собой
п каждый момент времени .
2.Шатуны могут быть (в зависимости от общей компоновки) равными или не равными между собой или .
3.Размеры коромысел и и стоек 0,Hi и 0-Л.2 неравны между собой:
к ОИ Л 2.
Такое соотношение размеров необходимо для того, чтобы обеспечить в одии из моментов резания и максимального перекрытия ножей их перпендикулярность оси разрезаемого .проката, а также искотючить в послерезовой зоне удар ножа о иож.
Так как угол поворота ножа зависит от попорота , то синтез режущего механизма определяется по двум параллельным положениям шатунов и
а)в один из моментов резания,
б)при максимальном перекрытии ножей. Порядок построения четырехзвенника для
нижнего режущего механизма .при заданных параллельных положениях шатуна
в момент максимального перекрытия ножей и в один из моментов резания следующий.
Находят положение точки Ло. Точки В и В должны лежать на окружности с центром в точке А.2. Геометрическим местом центров окружностей, проходящих через точки В и В, является прямая /-/, перпендикулярная к отрезку .2 и проходящая через середину этого отрезка.
Точка AZ помещается на прямой /-/ в любом месте, которое выбирается по кинематическим и динамическим соображениям.
После выбора размера коромысла . четырехзвенника нижнего режущего механизма аналогично .проводится синтез четырехзвенника A-iB- C O верхнего режущего механизма, причем длина коромысла больше, чем длииа коромысла нижнего режущего механизма 2 20202. Это необходимо для того, чтобы в зоне после реза нож верхнего режущего механизма поворачивался более интенсивно, чем нож нижнего режущего механизма.
При различных числах пропусков реза длины ведущих кривошипов будут изменяться но определенному закону, поэтому нож будет пернендикулярен к оси разрезаемого проката в зоне резания после определенного числа пропусков резания при выбранных размерах.
Предмет изобретения
Летучие кривошипные ножницы для резания движущегося проката, содержащие режущий механизм, выполненный в виде двух коромысловых шарнирных четырехзвенников с ножами, закрепленными на шатунах, н с кривошипом, выполненным с возможностью изменения его длины, отличающиеся тем, что, с целью получения минимального отклонения реза от нараллельного при резке нроката с большими перекрытиями и малыми зазорами между ножами, один из двух коромысловых шарнирных четырехзвенников выполнен с размерами коромысла, стойки и шатуна большими, чем другой, причем размеры всех звеньев механизма выполнены обеспечивающими дважды в процессе резания установку ножей в положение, перпендикулярное оси разрезаемого проката.
.
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕТУЧИЕ КРИВОШИПНЫЕ НОЖНИЦЫ | 1968 |
|
SU212012A1 |
| Летучие ножницы | 1972 |
|
SU468715A1 |
| ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ТОНКОСТЕННЫХ ФАСОННЫХ ПРОФИЛЕЙ | 1966 |
|
SU186832A1 |
| ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА!1Л'Е^Г[Н9^ТГХНГ!Е"КАБИБЛИОТ^ГКА | 1972 |
|
SU323203A1 |
| ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1971 |
|
SU305967A1 |
| Летучие ножницы | 1986 |
|
SU1348089A1 |
| ЛЕТУЧИЕ НОЖНИЦЫ12 | 1973 |
|
SU405672A1 |
| Устройство для улавливания обрезков движущегося проката | 1975 |
|
SU526461A1 |
| ПОЧВООБРАБАТЫВАЮЩЕЕ ОРУДИЕ | 1995 |
|
RU2088061C1 |
| Комбинированные ножницы | 1985 |
|
SU1286350A1 |