Изобретение относится к области сварочного производства и предназначено в качестве источника питания переменного тока преимущественно для аргонодуговой .сварки легких сплавов.
Целью является повышение качества сварки, надежности процесса коммутации и снижение коммутационных потерь в источнике питания.
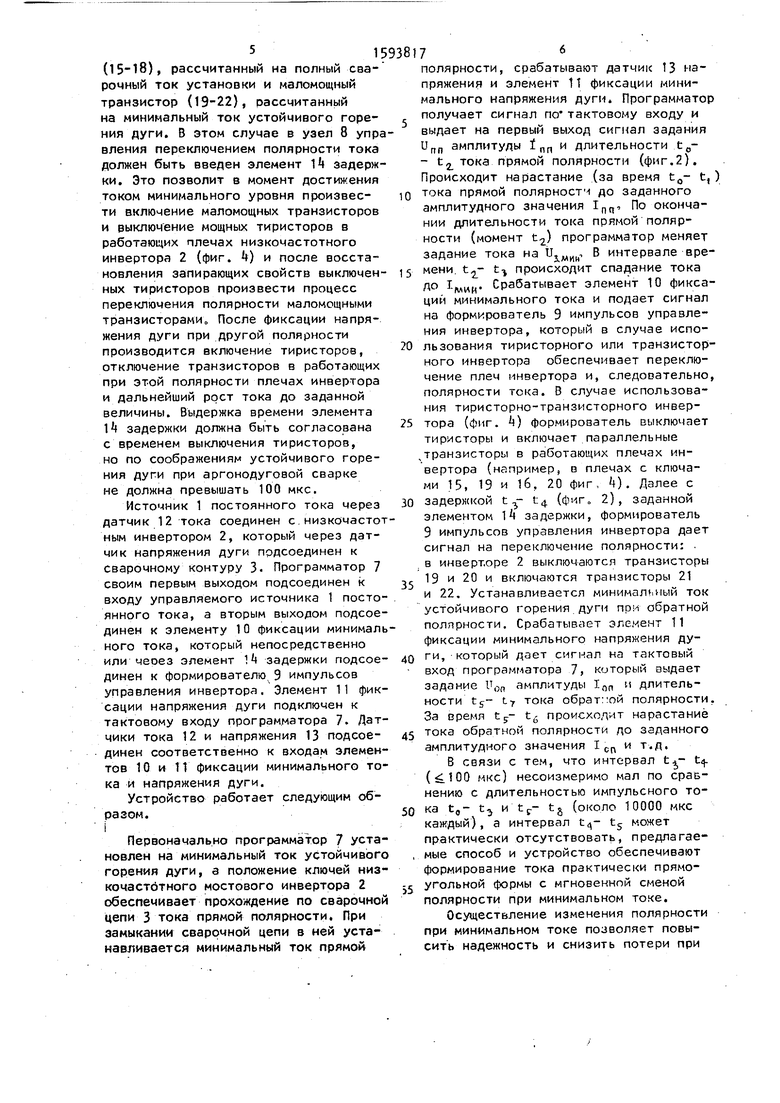
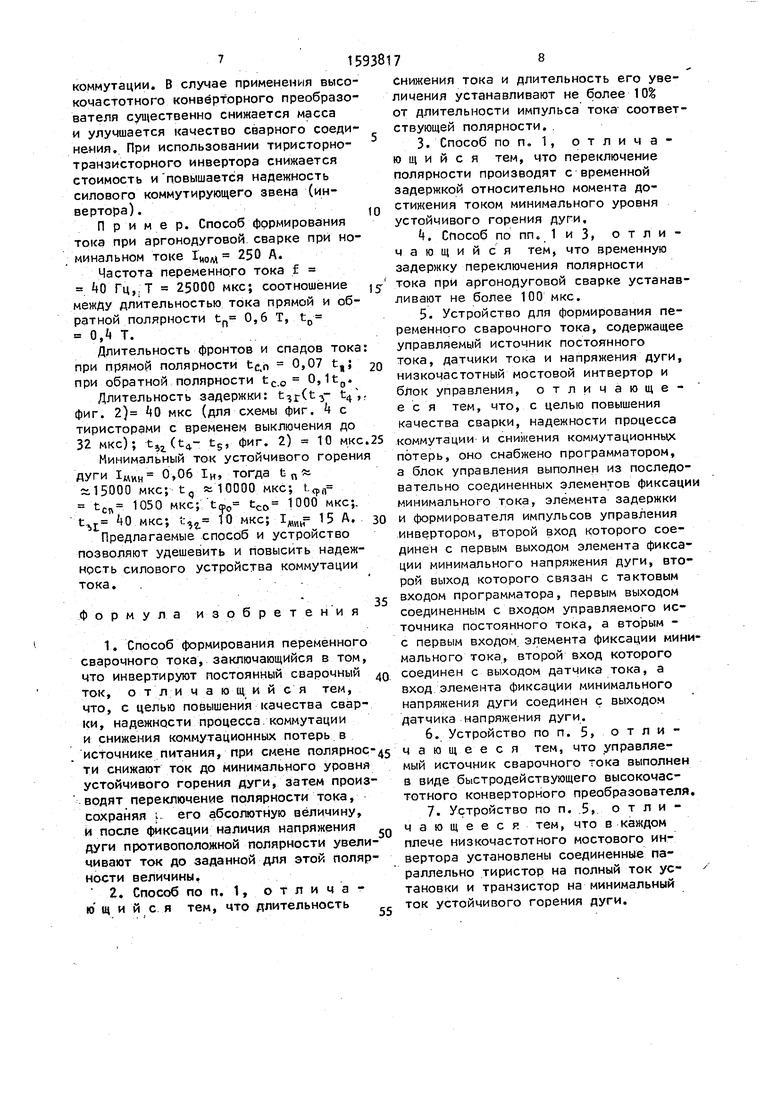
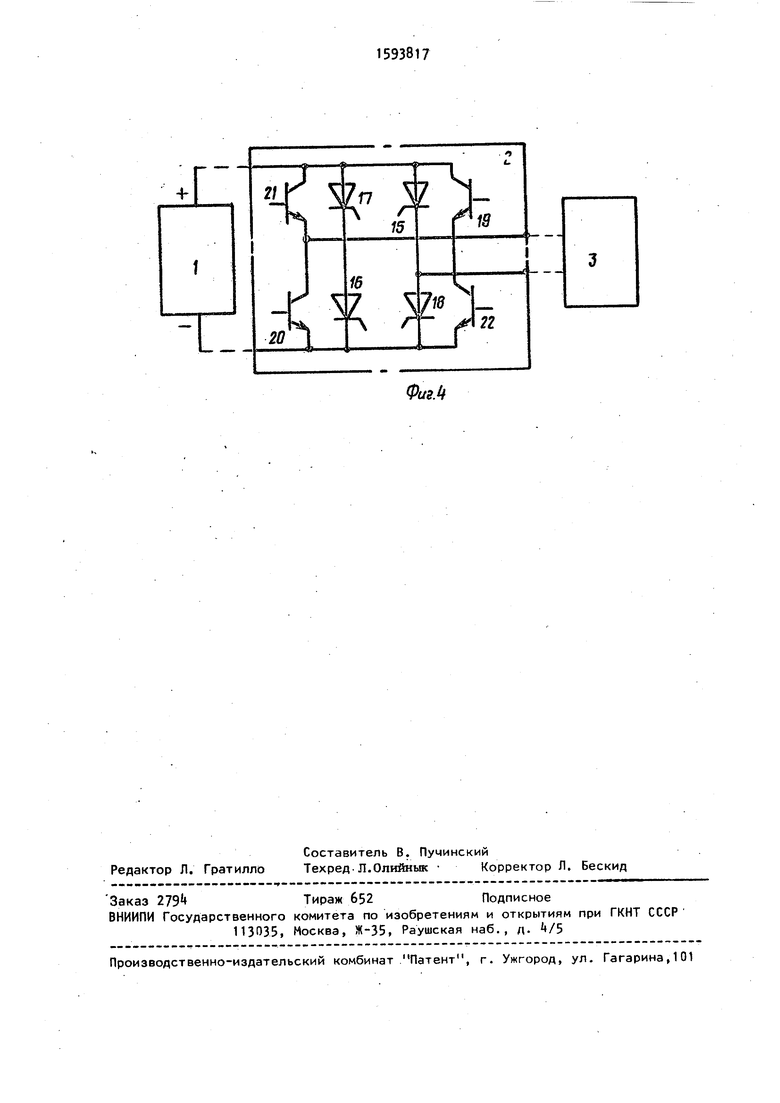
На фиг, 1 представлена блок-схема питания сварочного контура от источника постоянного сварочного то.ка через низкочастотный инвертор; на фиг, 2временные диаграммы напряжения задания Uj.постоянного тока, тока на выходе источника постоянного тока i- и переменного тока практически прямоугольной формы i- в сварочном кон- туре на выходе инвертора; на фиг. 3 - блок-схема устройства для формирования переменного тоКа; на фиг. t - блок- схема устройства с тиристорно-транзис- тррным инвертором.
Управляемый источник 1 постоянного тока через низкочастотный Инвертор
2подключен к сварочному контуру 3. На фиг. 1 обозначены сварочный электрод и изделие 5 В сварочный контур
3после инвертора поступает переменный ток 1.„ Величина постоянного тока на выходе управляемого источника 1 постоянного тока определяется величиной напряжения и.т задания тока (фиГо 2).
Способ осуществляется следующим образом
В момент времени tg (фиг. 2) устанавливают напряжение задания, определяющее величину тока 1г,п в пери од переменного тока прямой полярности/Начинается рост постоянного тока i на выходе источника и соответствующий рост переменного тока i в сварочном контуре. В момент времени t за- канчивается рост тока и в сварочном контуре устанавливается ток с амплитудой . Интервал t,- t(Jзaвиcит от быстродействия источника: чем выше быстродействие, тем меньше интервал, В момент времени tj, после окончания интервала тока прямой полярности устанавливают напряжение U д задания, определяющее величину минимального тока устойчивого горения дуги IMHIC Начинается спад постоянного и переменного токов до величины В момент времени t, когда ток спадает до величины Ifti-да с некоторым запаздыванием (момент tj}) низкочастотным ин вертором производят переключение полярности тока. После фиксации постоянного возбуждения дуги при другой Полярности (момент 15-) устанавливают напряжение UQ задания; определяющее амплитуду тока в период обратной по- .лярности IQ. В интервале tj- tg проиходит рост тока до величины i (,„. После окончания интервала тока обратной
полярности (момент tt) снова устанавливают напряжение задания и4. . Дале процесс переключения полярности тока производят по рассмотренной ранее методике.
Устройство для реализации предлагаемого способа (фиг, 3) содержит управляемый источник 1 постоянного тока низкочастотный инвертор 2, сварочный контур 3, блок 6 управления устройства. Блок 6 управления устройством содержит программатор 7 -и узел 8 управления переключением полярности тока Программатор 7 имеет два выхода и один тактовый вход. На первый выход програ.1матора 7 (Вых. I) выводятся синалы задания амплитуды и длительности тока в периоды прямой и обратной полярности и он соединен с входом управляемого источника 1 постоянного тока, на второй выход (ВыХо 2) - сигнал задания амплитуды минимального тока устойчивого горения дуги и он соединен с входом узла 8 управления переключением полярности тока. Узел 8 управления пер81спючением полярности тока содержит формирователь 9 импульсов управления инвертора, .элементы фиксации минимального тока 10 и напряжения дуги 11 с соответствующими датчиками тока 12 и напряжения 13. Между выходом элемента 10 фиксации минимального тока и входом формирователя 9 импульсов управления инвертора может быть установлен-элемент задержки.
Управляемый источник постоянного тока может быть сварочным выпрямителем, как в известном устройстве или для снижения массы и улучшения качества сварного соединения за счет уменьшения длительности фронтов импульсов тока (t,- tgj t - t , фиг.2) может быть выполнен на основе быстродействующего высокочастотного тирис- торного или транзисторного конверторного сварочного преобразователя.
Низкочастотный мостовой инвертор 2 может быть реализован на различной элементной базе, например на мощных тиристорах с индуктивно-емкостной коммутацией, на мощных транзисторах. Инвертор 2 может быть выполнен на базе более надежной и экономичной тиристорно-транзисторной схемы. В каждом плече мостового низкочастотного инвертора 2 установлены соединенные параллельно мощный тиристор
515
(), рассчитанный на полный сварочный ток установки и маломощный транзистор (19-22), рассчитанный на минимальный ток устойчивого горе- ния дуги. В этом случае в узел 8 управления переключением полярности тока должен быть введен элемент lA задержки. Это позволит в момент достижения током минимального уровня произвес- ти включение маломощных транзисторов и выключение мощных тиристоров в работающих плечах низкочастотного инвертора 2 (фиг. ) и после восстановления запирающих свойств выключен- ных тиристоров произвести процесс переключения полярности маломощными транзисторами; После фиксации напряжения дуги при другой полярности производится включение тиристоров, отключение транзисторов в работающих при этой полярности плечах инвертора и дальнейший рост тока до заданной величины. Выдержка времени элемента 1 задержки должна быть согласована с временем выключения тиристоров, но по соображениям устойчивого горения дуги при аргонодуговой сварке не должна превышать 100 мкс.
Источник 1 постоянного тока через датчик 12 тока соединен с.низкочастотным инвертором 2, который через датчик напряжения дуги подсоединен к Сварочному контуру 3. Программатор 7 своим первым выходом подсоединен к входу управляемого источника 1 постоянного тока, а вторым выходом подсоединен к элементу 10 фиксации минимального тока, который непосредственно или чеоез элемент I задержки подсое- динен к формирователю 9 импульсов управления инвертора. Элемент 11 фиксации напряжения дуги подключен к тактовому входу программатора 7. Датчики тока 12 и напряжения 13 подсое- динен соответственно к входам элементов 10 и 11 фиксации минимального тока и напряжения дуги.
Устройство работает следующим образом. i
Первоначально программатор 7 установлен на минимальный ток устойчивого горения дуги, а положение ключей низ- кочастбтного мостового инвертора 2 обеспечивает прохождение по сварочной цепи 3 тока прямой полярности. При замыкании сварочной цепи в ней устанавливается минимальный ток прямой
0
}
5
0 5 0 5
0
76
полярности, срабатывают датчик 13 напряжения и элемент 11 фиксации минимального напряжения дуги. Программатор получает сигнал по тактовому входу и выдает на первый выход сигнал задания Unn амплитуды t „ длительности t,- - 12 тока прямой полярности (фиг.2). Происходит нарастание (за время t, ) тока прямой полярностм до заданного амплитудного значения Ipj,, По окончании длительности тока прямой полярности (момент t-) программатор меняет задание тока на , В интервале времени, t происходит спадание тока до I,v,n. Срабатывает элемент 10 фиксаций минимального тока и подает сигнал на формирователь 9 импульсов управления инвертора, который в случае использования тиристорного или транзисторного инвертора обеспечивает переключение плеч инвертора и, следовательно, полярности тока. В случае использования тиристорно-транзисторного инвертора (фиг. i) формирователь выключает тиристоры и включает параллельные транзисторы в работающих плечах инвертора (например, в плечах с ключами 15, 19 и 1б, 20 фиг, ). Далее с задержкой t - t (фиг„ 2), заданной элементом lA задержки, формирователь 9 импульсов управления инвертора дает сигнал на переключение полярности: . в инверторе 2 выключаются транзисторы 19 и 20 и включаются транзисторы 21 и 22. Устанавливается минимальный ток устойчивого горения дуги при обратной полярности. Срабатывает элемент 11 фиксации минимального напряжения дуги, который дает сигнал на тактовый вход программатора 7, который выдает задание U,, амплитуды i длительности tj- t-, тока обрат::ой полярности. За время происхолит нарастание тока обратной полярности до заданного амплитудного значения I сп т.д.
В связи с тем, что интервал t (100 икс) несоизмеримо мал по сравнению с длительностью импульсного тока t,- t и tj-- tg (около 10000 МКС каждый), а интервал tj может практически отсутствовать, предлагаемые способ и устройство обеспечивают формирование тока практически прямоугольной формы с мгновенной сменой полярности при минимальном токе.
Осуществление изменения полярности при минимальном токе позволяет повысить надежность и снизить потери при
115
коммутации. В случае применения высокочастотного конверторного преобразователя существенно снижается масса и улучшается качество сварного соеди- немия. При использовании тиристорно- транзисторного инвертора снижается стоимость и повышается надежность силового коммутирующего звена (инвертора) .
Пример. Способ формирования тока при аргонодуговой сварке при номинальном токе IHOM 250 А.
Частота переменного тока f iiOТц,.Т 25000 мкс; соотношение
между длительностью тока прямой и обратной полярности tf, 0,6 Т, tp O. i Т.
Длительность фронтов и спадов тока при прямой полярности tc.n ti|J при обратной полярности .o 0,1tp.
Длительность задержки: tijrCt,- Ц , фиг. 2) «О МКС (для схемы фиг. с тиристорами с временем выключения до 32 мкс); t,j(t4- tg, фиг. 2) 10 мкс
Минимальный ток устойчивого горени дуги IMHH 0,06 1„, тогда t „ « CilSOOO мкс; tq t 10000 мкс; t(p,-, tcn 1050 мкс; tmo 0 ЮОО мкс;.
- 10 мкс; 1м„н 15 А.
tO мкс;
Ч.
Предлагаемые способ и устройство позволяют удешевить и повысить надежность силового устройства коммутации тока.
формула изобретения
1. Способ формирования переменного сварочного тока, заключающийся в том, что инвертируют постоянный сварочный о ток, о т л и ч а ющ и и с я тем, что, с целью повышения качества сварки, надежности процесса.коммутации и снижения коммутационных потерь в источнике питания, при смене полярнос-45 ти снижают ток до минимального уровня устойчивого горения дуги, затем производят переключение полярности тока, сохраняя I. его абсолютную величину, И после фиксации наличия напряжения дуги противоположной полярности увеличивают ток до заданной для этой полярности величины.
2. Способ по п. 1, о т л и ц а - ю щ и и с я тем, что длительность
8
0
5
0
5
о 45
снижения тока и длительность его увеличения устанавливают не более 10 от длительности импульса тока соответствующей полярности..
3. Способ поп, 1, отличающийся тем, что переключение полярности производят с временной задержкой относительно момента достижения током минимального уровня устойчивого горения дуги.
t. Способ попп.1иЗ, отличающийся тем, что временную задержку переключения полярности тока при аргонодуговой сварке устанавливают не более 100 мкс.
5. Устройство для формирования переменного сварочного тока, содержащее управляемый источник постоянного тока, датчики тока и напряжения дуги, низкочастотный мостовой интвертор и блок управления, отличающееся тем, что, с целью повышения качества сварки, надежности процесса коммутации и снижения коммутационных потерь, оно снабжено программатором, а блок управления выполнен из последовательно соединенных элементов фиксации минимального тока, элемента задержки и формирователя импульсов управления инвертором, второй вход которого соединен с первым выходом элемента фиксации минимального напряжения дуги, второй выход которого связан с тактовым входом программатора, первым выходом соединенным с входом управляемого источника постоянного тока, а вторым - с первым входом, элемента фиксации минимального тока, второй вход которого соединен с выходом датчика тока, а вход элемента фиксации минимального напряжения дуги соединен с выходом датчика напряжения дуги.
6.Устройство по п. 5,отли- чающееся тем, что управляемый источник сварочного тока выполнен в виде быстродействующего высокочастотного конверторного преобразователя.
7.Устройство по п. 5, отличающееся тем, что в каждом плече низкочастотного мостового инвертора установлены соединенные параллельно тиристор на полный ток установки и транзистор на минимальный ток устойчивого горения дуги.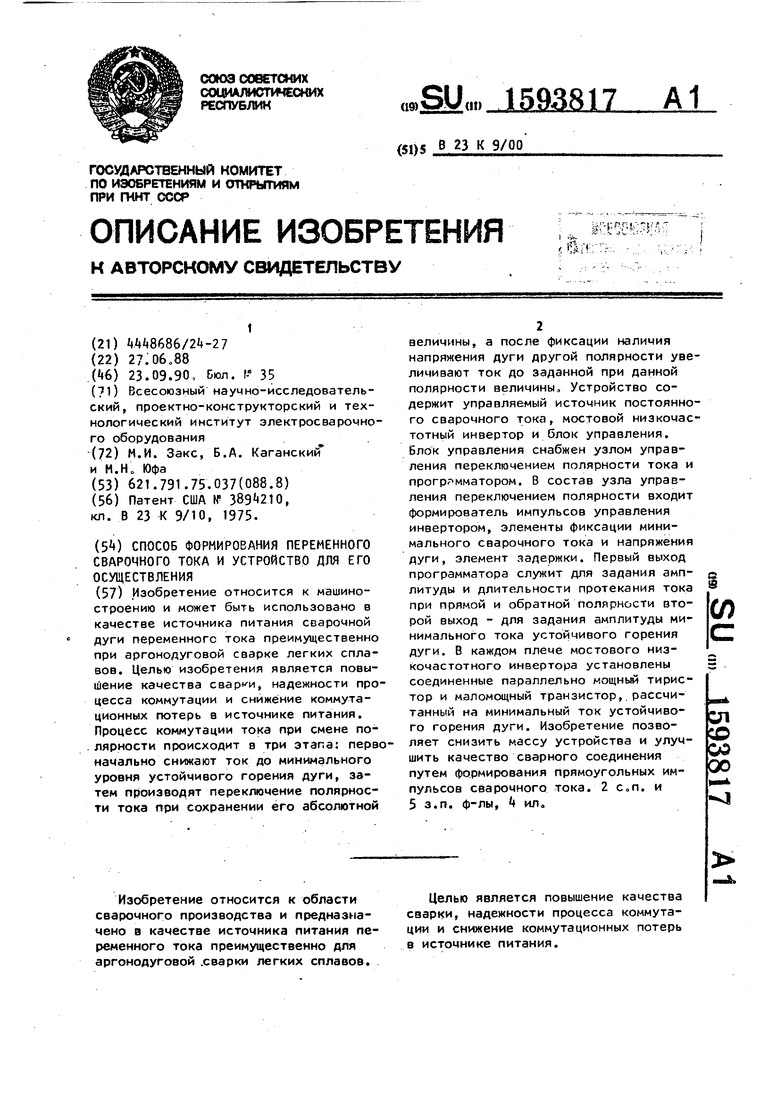

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки прямоугольными разнополярными импульсами тока | 1987 |
|
SU1551484A1 |
| Источник сварочного тока | 1985 |
|
SU1291321A1 |
| Источник питания для электродуговой сварки | 1984 |
|
SU1255333A1 |
| СПОСОБ ФОРМИРОВАНИЯ ИМПУЛЬСОВ СВАРОЧНОГО ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2498885C2 |
| Источник питания для дуговой сварки | 1990 |
|
SU1738521A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| Устройство для сварки переменным прямоугольным током | 1983 |
|
SU1100056A1 |
| СПОСОБ УПРАВЛЕНИЯ ДУГОВОЙ СВАРКОЙ ИЗДЕЛИЙ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2481929C2 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1984 |
|
SU1168367A1 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2441734C1 |
Изобретение относится к машиностроению и может быть использовано в качестве источника питания сварочной дуги переменного тока преимущественно при аргонодуговой сварке легких сплавов. Целью изобретения является повышение качества сварки, надежности процесса коммутации и снижение коммутационных потерь в источнике питания. Процесс коммутации тока при смене полярности происходит в три этапа: первоначально снижают ток до минимального уровня устойчивого горения дуги, затем производят переключение полярности тока при сохранении его абсолютной величины, а после фиксации наличия напряжения дуги другой полярности увеличивают ток до заданной при данной полярности величины. Устройство содержит управляемый источник постоянного сварочного тока, мостовой низкочастотный инвертор и блок управления. Блок управления снабжен узлом управления переключением полярности тока и программатором. В состав узла управления переключением полярности входит формирователь импульсов управления инвертором, элементы фиксации минимального сварочного тока и напряжения дуги, элемент задержки. Первый выход программатора служит для задания амплитуды и длительности протекания тока при прямой и обратной полярности, второй выход - для задания амплитуды минимального тока устойчивого горения дуги. В каждом плече мостового низкочастотного инвертора установлены соединенные параллельно мощный тиристор и маломощный транзистор, рассчитанный на минимальный ток устойчивого горения дуги. Изобретение позволяет снизить массу устройства и улучшить качество сварного соединения путем формирования прямоугольных импульсов сварочного тока. 2 с.п. и 5 з.п. ф-лы, 4 ил.
| Патент США № , кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
