Известен прибор для контроля и доводки изделий с криволинейным профилем, на основании которого установлены две каретки, несущие глубиномер и поворотный крепежный элемент, поддерживающий обрабатываемое изделие.
Предлагаемый прибор отличается от известных тем, что поворотный крепежный элемент, представляющий собой синусный ложемент, смонтирован на валике одной из кареток и может поворачиваться в вертикальной плоскости. Каретка, на которой закреплен ложемент вместе с обрабатываемым изделием, прямолинейно перемещается от микрометрического винта по направляющим основания, перпендикулярным к другим направляющим основания. По последним передвигается каретка глубиномера, снабженного измерительными индикатором и ножом.
Конструкция прибора ускоряет измерения при доводке профиля укрепленного в приборе обрабатываемого изделия.
Для ускорения настройки глубиномера на исходное измерительное положение прибор снабжен быстросъемной призмой, устанавливаемой на каретку ложемента.
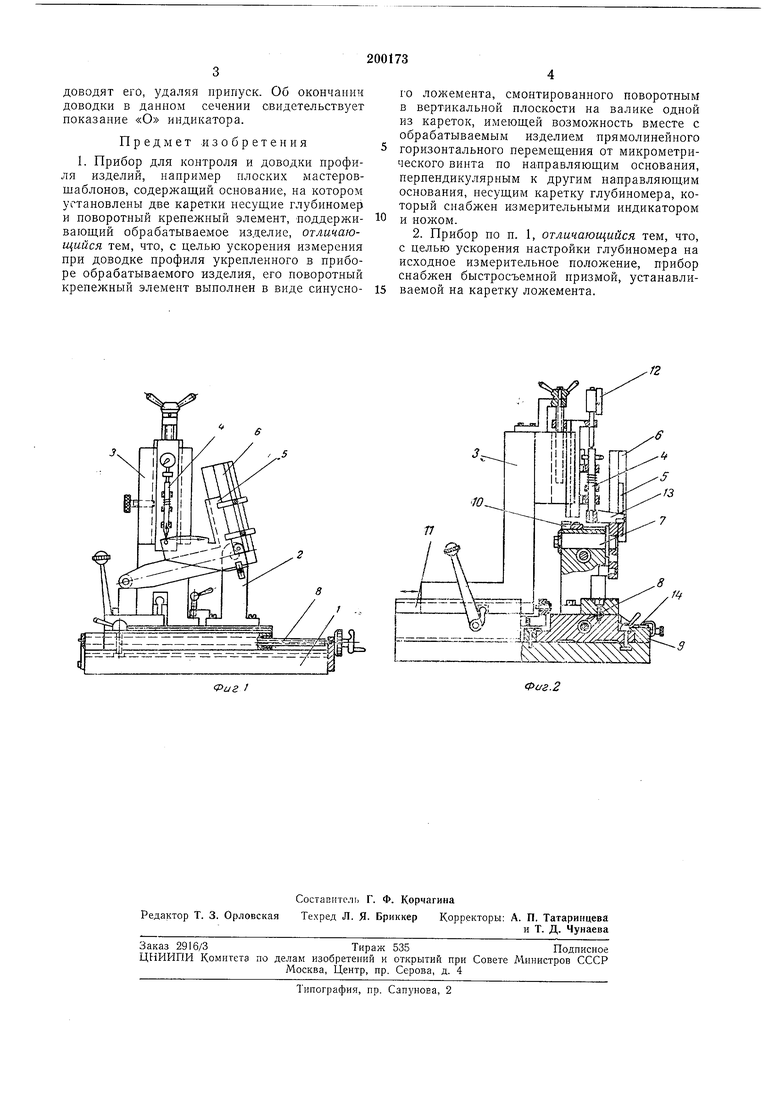
На фиг. 1 изображен описываемый прибор, вид спереди; на фиг. 2 - то же, вид сбоку с частичным разрезом.
2 и 3, несущие глубиномер 4 и поворотный крепежный элемент, поддерживающий обрабатываемое изделие 5. Крепежный элемент, представляющий собой синусный ложемент 6, смонтирован на валике 7 каретки 2 и может поворачиваться в вертикальной плоскости.
Каретка 2 прямолинейно перемещается в горизонтальной плоскости от микрометрического винта 8 по направляющим 9 основания. На каретке устанавливается быстросъемная призма 10. Направляющие 9 основания перпендикулярны направляющим 11 того же основания, по которым перемещается каретка 3 глубиномера, снабженного измерительными индикатором 12 и ножом 13.
Контроль и доводка профиля изделия производятся следующим образом.
Сначала настраивают прибор, т. е. все щкалы устанавливают на ноль. Для этого каретку 3 опускают, измерительный нож заводят в призму для центрирования, индикатор устанавливают на ноль по блоку и нулевое деление каретки 2 совмещают с нулевым делением шкалы 14 основания. После этого каретку 3 поднимают, настраивают синусный ложемент, устанавливают на него изделие и закрепляют.
доводят его, удаляя припуск. Об окончании доводки в данном сечеиии свидетельствует ноказание «О индикатора.
Предмет изобретения
1. Прибор для контроля и доводки нрофиля изделий, например плоских мастеровшаблонов, содержащий основание, на котором установлены две каретки несущие глубиномер и поворотный крепежный элемент, поддерживающий обрабатываемое изделие, отличающийся тем, что, с целью ускорения измерения при доводке профиля укрепленного в приборе обрабатываемого изделия, его поворотный крепежный элемент выполнен в виде синусного ложемента, смонтированного поворотным в вертикальной плоскости на валике одной из кареток, имеющей возможность вместе с обрабатываемым изделием прямолинейного горизонтального перемещения от микрометрического винта по направляющим основания, перпендикулярным к другим направляющим основания, несущим каретку глубиномера, который снабжен измерительными индикатором и ножом.
2. Прибор по п. 1, отличающийся тем, что, с целью ускорения настройки глубиномера на исходное измерительное положение, прибор снабжен быстросъемной призмой, устанавливаемой на каретку ложемента.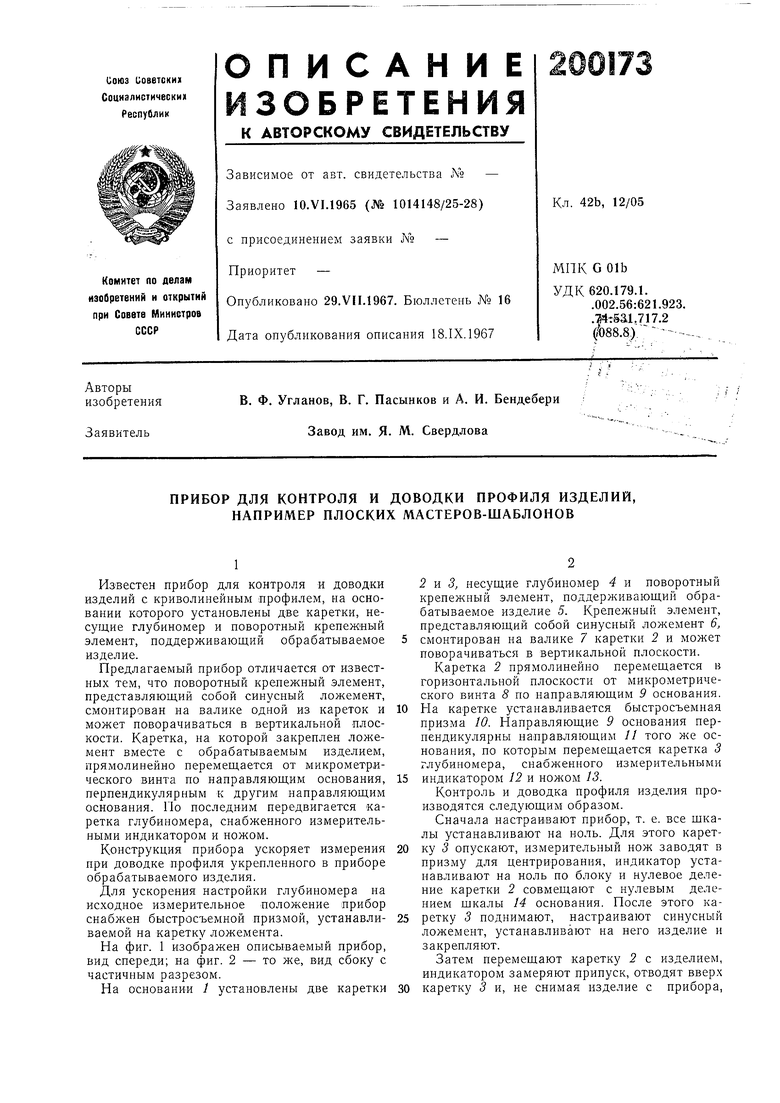
| название | год | авторы | номер документа |
|---|---|---|---|
| СФЕРОМЕТР УНИВЕРСАЛЬНЫЙ МОТОРИКИНА Г.П. | 2001 |
|
RU2198378C2 |
| Станок для обработки конусных изделий | 1982 |
|
SU1189660A1 |
| Прибор для контроля профиля зубьев червячной шлицевой фрезы | 1956 |
|
SU124636A1 |
| Прибор для контроля профиля зубьев червячной шлицевой фрезы | 1960 |
|
SU141637A1 |
| Устройство для измерения основного шага червячных резьб | 1980 |
|
SU895295A3 |
| СТАНОК ДЛЯ ЗАТОЧКИ НОЖЕЙ | 2003 |
|
RU2240221C1 |
| ПОВЕРОЧНЫЙ КОМПЛЕКС КООРДИНАТНЫХ ПРИБОРОВ И ИЗМЕРИТЕЛЬНЫХ СИСТЕМ | 2012 |
|
RU2494346C1 |
| Устройство для обработки контактных линз | 1974 |
|
SU618196A1 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ РЕЗКИ | 1996 |
|
RU2108898C1 |
| КООРДИНАТНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2074081C1 |
да.
77
