Устройство для маркировки с помощью раствора, содержащее основание и маркировочный узел с приводом, известно.
Предлагаемое устройство отличается тем, что оио снабжено механизмом настройки маркировочпого узла, выполненным в виде двух суппортов, один из которых имеет возможность перемещения перпендикулярно оси проката, а другой - вдоль ее оси; при этом маркировочный узел выполнен в виде головки с форсункаЛШ, имеющими регулирующие иглы для распыления раствора, а его привод состоит нз системы рычагов, подвижно соедиHeiiHJjix с регул рующими иглами.
Такое выполнение устройства обеспечивает автоматизацию процесса маркировки проката в потоке.
На фиг. 1 и 2 изображено описываемое устройство.
Маркировщик состоит из механизма настройки / и головки 2. Механизм настройки предназначен для настройки головки маркировщика перпендикулярно и вдоль оси проката.
Механизм состоит из верхнего суппорта 3 и нижнего суппорта 4.
суппорте. Нижний суппорт может перемещаться вдоль оси проката в направляющих с помощью вала-шестерни 7 и реек 8.
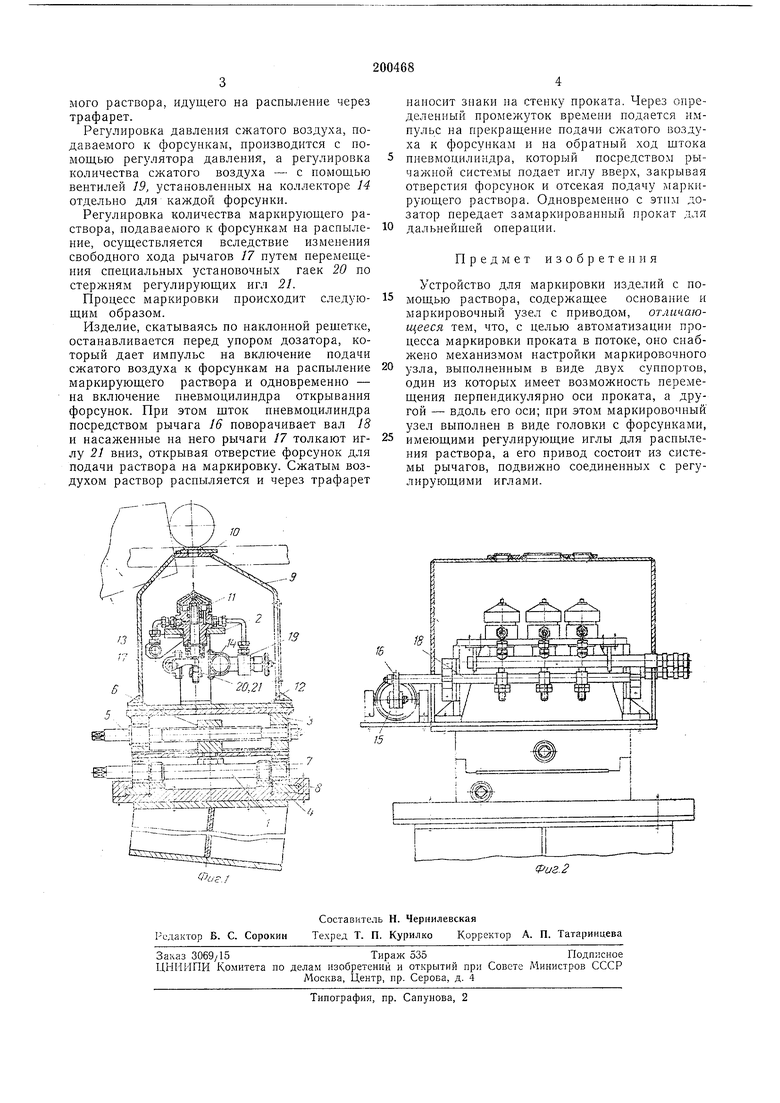
Головка маркировщика предназначена непосредственно для нанесения клейма на стенки проката путем распыления маркирующего раствора через трафарет. Она закреплена на верхнем суппорте и при настройке может перемещаться соответственно в поперечном и продольном направлениях.
Головка состоит из кожуха 9, сменных кассет с трафаретами 10, характеризующими материал заготовки форсунок 11, укрепленных на стойке 12, коллектора 13 подвода маркирующего раствора, коллектора 14 подвода сжатого воздуха, пневматического цилиндра 15, рычагов 16 и 17, насаженных на вал 18.
Перед пуском в работу маркировщик настраивается перпендикулярно оси проката с помощью винта 5 и гайки 6, а вдоль оси проката - с помощью реечного зацепления. В зависимости от марки стали маркируемого проката устаиавливаются кассеты с трафаретами, набор знаков которых характеризует даиный матернал. С целью получения качественного клейма, регулируются давление и количество сжатого воздуха, подаваемого к форсункам на распыление маркирующего раствора, а также регулируется количество са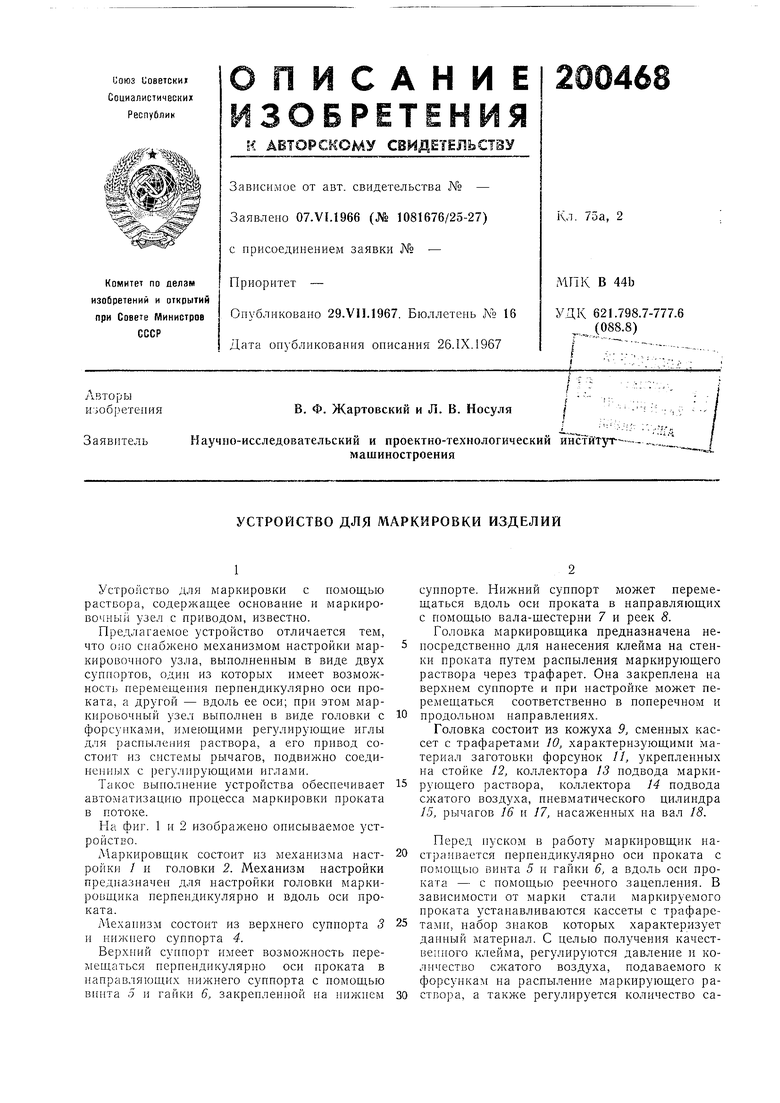
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для маркировки горячекатаных рулонов | 1961 |
|
SU144139A1 |
| УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ НЕПРЕРЫВНОЛИТОГО СЛИТКА | 1996 |
|
RU2111832C1 |
| Устройство для маркировки | 1972 |
|
SU440247A1 |
| Ножницы для резки проката | 1981 |
|
SU1007864A1 |
| Устройство для контроля и сортировки сердечников | 1980 |
|
SU895552A1 |
| Устройство для набора знаковМАРКиРОВщиКА | 1979 |
|
SU844095A1 |
| Клеймовочная головка | 1977 |
|
SU733769A1 |
| Устройство для клеймения изделий | 1977 |
|
SU733767A1 |
| Устройство для маркирования проката | 1985 |
|
SU1353552A1 |
| УСТРОЙСТВО ДЛЯ МАРКИРОВКИ ДЕТАЛЕЙ | 1999 |
|
RU2175284C2 |
