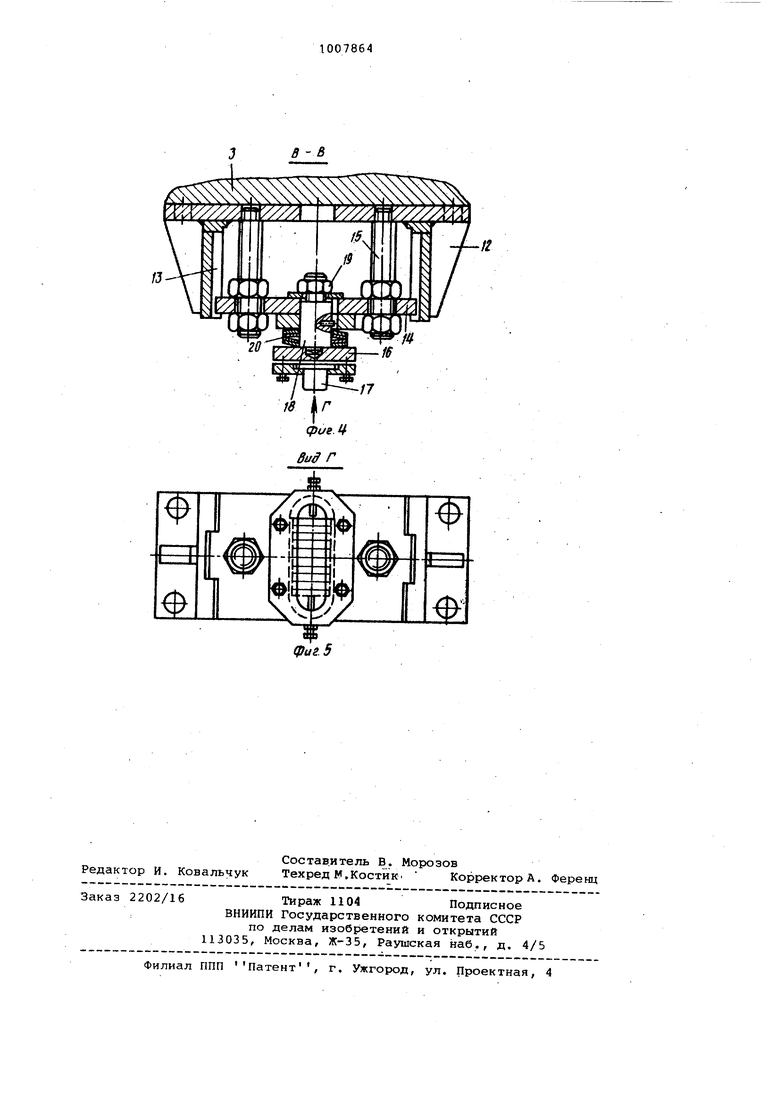
Изобретение относится к обработк металлов давлением и может быть использовано в машиностроении для реэ ки проката с одновременной маркиров кой. Известны ножницы для резки прока та, содержащие,привод и смонтирован ные в корпусе подвижный и неподвижные ножи (Т} .. Недостатком известных ножниц является то, что они не обеспечивают Маркировки проката. Наиболее близкими к предлагаемым по технической сущности и достигаемому результату являются для резки проката, содержащие приво подвижный в вертикальной плоскости суппорт с верхним ножом, нижний нож связанный посредством направляющих с верхним ножом, и установленный на Суппорте механизм маркировки с M кировочным инструментом 2j. Недостатком известных ножниц является то, что инструмент не обес печивает регулирование усилия марки ровки в зависимости от физико-механических свойств маркируемого материала, его толщины и сложности, например, тонкостенного сортового про ката из полосы толщиной 0,5 мм и выше, так как маркируняций инструмен жестко -закреплен к суппорту ножниц может привести в негодность маркиру мый .тонкостенный металл ввиду его деформации. Маркирующий инструмент смонтирован так, что не может обеспечить перемещение и регулирование .положения штампа с маркируемыми эле ментами, в зависимости от расположения элементов сортового проката по отношению к оси технологической лин в пределах ширины этого проката, г кроме этого, известное устройство н может обеспечить маркировки сортово го проката на ходу. Все это снижает производительность ножниц. Цель изобретения - повышение про изйодительности работы ножниц. Поставленная цель достигается тем, что ножницы для резки проката, содержащие привод, подвижный в вертикальной плоскости суппорт с верхним ножом, нижний нож, связанный посредством направлякицих с верхним ножом, и установленный на суппорте механизм маркировки с маркировочным инструментом, имеют механизм маркировки, выполненный в виде корпуса, смонтированного на суппорте с возможностью регулировочного перемещения в горизонтальной плоскости в направлении., перпендикулярном направлению перемещения проката, ползу на, .установленного в направлякнцих корпуса в ; вертикальном направлении и амортизационного узла, установлен ного между ползуном и маркировочным инструментом, при этом суппорт с ножами смонтирован с возможностью перемещения вдоль направления подачу проката. На фиг. 1 изображена кинематическая схема ножни.ц; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2 ; на фиг. 4 - разрез В-В на фиг. 2; на фиг. 5 - вид Г на фиг. 4. Ножницы для резки проката содержат верхний и нижний .кривошипные валы 1 и 2. С верхним кривошипным валом 1 шарнирно связан суппорт 3 с закрепленным на нем верхним ножом 4. С нижним кривошипным валом 2 шарнирно связан корпус 5. Между суппортом 3 и корпусом 5 расположена балка 6, с нижним ножом 7 посаженная на горизонтальные направляющие 8 с возможностью возвратно-поступательного движения. На суппорте 3 жестко закреплены вертикальные направляющие 9, которые с возможностью скольжения связаны с корпусом 5 и балкой 6. С балкой 6 связана опорная планка 10, которая выполняется по форме разрезаемого проката и имеет возможность перемещения как в перпендикулярном направлении, так и в направлении оси движения разрезаемого проката. Закрепляемый на суппорте 3 механизм 11 маркировки включает корпус 12,в направляющих 13 которого перемещается ползун 14,устанавливаемый в заданное положение стяжками 15,головку 16 с набором маркировочных инструментов 17,ось 18,жестко связанную с головкой- 16 и взаимодействующую с ползуном 14 посредством регулировочной гайки 19. А между головкой 16 и ползуном 14 установлена пружина 20. на суппорте 3 выполнены пазы, вдоль которых корпус 13 имеет возможность перемещения в направлении, перпендикулярном движению разрезаемого проката 21. .. . Устройство для резки проката работает- следуквдим образом. Перед началом работы ножи с режущими кромками, соответствуюцими заданному типу проката 21, устанавливаются на суппорт 3 и балку 6.. Затем производится заправка головки 16 на-, бором маркировочного инструмента 17 и при Помощи гайки 19 регулируется усилие маркировки в зависимости ат физико-механических свойств маркируемого проката 21. При включении в работу ножниц получают вращение кривошипные валы 1 и 2. Совместно с кривошипными валами перемещается суппорт 3 и корпус 5. Вертикальные направляющие 9, жёстко связанные с суппортом 3, перемещаются совместно с ним и препятствуют повороту суппорта 3
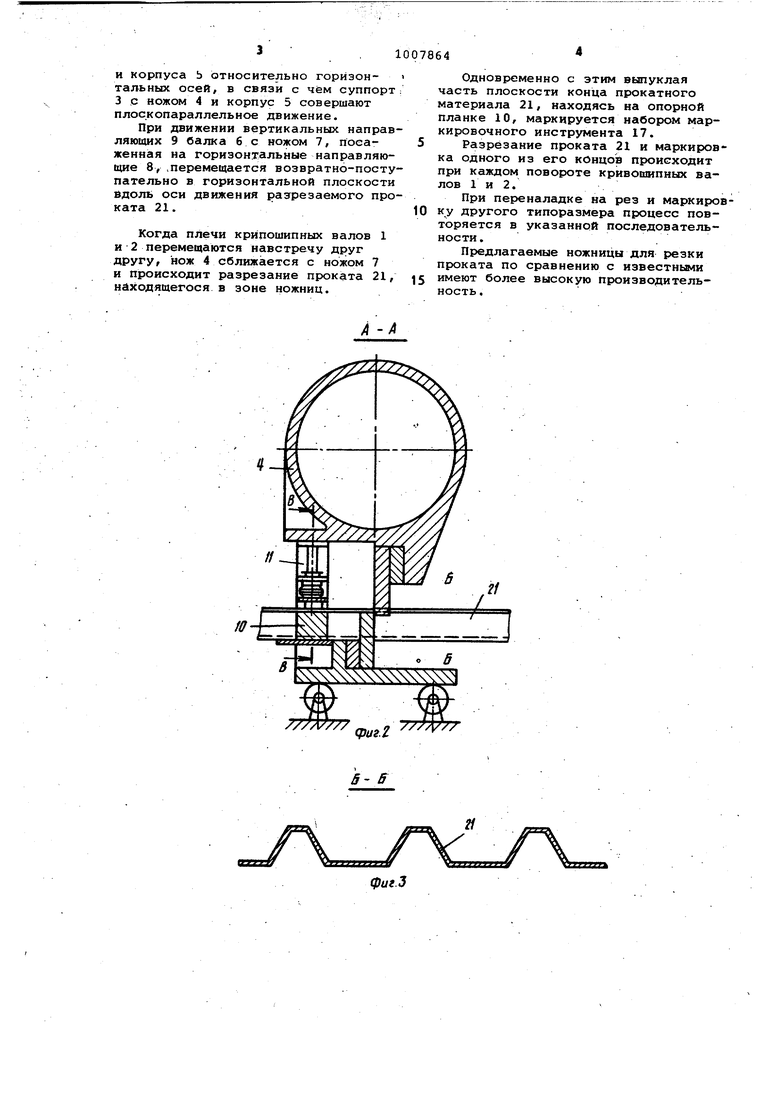
и корпуса Ь относительно гориэонтальных осей, в связи с чём суппорт 3 с ножом 4 и корпус 5 совершают плоскопараллельное движение.
При движении вертикальных направляющих 9 балка 6 с ножом 7, посаженная на горизонтальные направляющие 8, .перемещается возвратно-поступательно в горизонтальной плоскости вдоль оси движения разрезаемого проката 21.
Когда плечи крипошипных валов 1 и 2 перемещаются навстречу друг другу, нож 4 сближается с ножом 7 и происходит разрезание проката 21, находящегося в зоне ножниц.
Одновременно с этим выпуклая часть плоскости конца прокатного материала 21, находясь на опорной планке 10, маркируется набором маркировочного инструмента 17.
Разрезание проката 21 и маркиров ка одного из его концов происходит при каждом повороте кривошипных валов 1 и 2.
При переналадке на рез и маркиров0ку другого типоразмера процесс повторяется в указанной последовательности.
Предлагаемые ножницы для резки проката по сравнению с известнь№1и имеют более высокую производитель5ность .
| название | год | авторы | номер документа |
|---|---|---|---|
| НОЖНИЦЫ С РЫЧАЖНЫМ МЕХАНИЗМОМ РЕЗАНИЯ | 1990 |
|
RU2057621C1 |
| Ножницы кривошипные для резки сортового проката | 1987 |
|
SU1444096A1 |
| Комбинированные ножницы | 1980 |
|
SU979032A1 |
| Ножницы для резки проката | 1976 |
|
SU745604A1 |
| НОЖНИЦЫ ДЛЯ ГОРЯЧЕЙ РЕЗКИ ПРОКАТА КРУГЛОГО И КВАДРАТНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 1991 |
|
RU2006346C1 |
| ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1991 |
|
RU2019366C1 |
| Устройство для резки проката | 1989 |
|
SU1692770A1 |
| Ножницы для резки сортового проката | 1978 |
|
SU764880A1 |
| НОЖНИЦЫ ДЛЯ ГОРЯЧЕЙ РЕЗКИ ПРОКАТА КРУГЛОГО И ПРЯМОУГОЛЬНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 1990 |
|
RU2006345C1 |
| Летучие ножницы | 1981 |
|
SU994161A1 |
НОЖНИВД ДЛЯ РЕЗКИ ПРОКАТА, содержащие привод, подвижный в вер тикальной плоскости суппорт с верхним, ножом, нижний нож, связанный посредством направляющих с верхним ножом, и установленный на суппорте механизм маркировки с маркировочньлм 1 инструментом, о т л и ч а ю щ- и е с я тем, что, с целью повышения производительности, механизм маркировки выполнен в виде корпуса, смонтированного на суппорте с BOSMOJKностью регулировочного перемещейия в горизонтальной плоскости в направлении, перпендикулярном направ-. лению перемещения проката, ползуна, установленного в направлякадих корпуса в вертикальном направлении, и амортизационного узла, установленного между ползуном и маркировочным инструментом, при этом суппорт с ножами смонтирован с возможностью перемещения вдоль направления подачи проката. W 00 OD 4
В- В
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автомат для мерной резки и маркировки движущегося изделия | 1976 |
|
SU617186A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент СЫА № 3638712, кл | |||
| Способ получения суррогата олифы | 1922 |
|
SU164A1 |
