Известна швейиая машина для стыковки конвейерных лент, содержаодая две головки, в одной из которых расположен механизм крючковых игл, а в другой механизм петленабрасывающих трубок.
Предлагаемая машина обеспечивает получение эластичного и высокопрочного стыка.
Это обеспечивается тем, что голо1вки установлены с возможностью синхронного перемеш,ения вдоль направляющих ферм, верхняя из которых выполнена поворотной вокруг неподвижной оси, а механизм крючковых игл снабжен устройством поэлементного поворота игл, состоящим из кулачка, двуплечего рычага, рейки и шестерен, укрепленных на концах иглодержателей и взаимодействующих с рейкой.
Это обеспечивается также и тем, что механизм петленабрасывающих трубок содержит кулачок, воздействующий на одноплечий рычаг, соединенный с ползуном, осуществляющим переносное движение оси шестерни, обкатываемой по неподвижной рейке, передающей движение подвижной рейке, входящей в зацепление с шестерней, в свою очередь воздействующей на две шестеряи-кривощиюы, шарни-рно соединенные с основанием петленабрасывающих трубок.
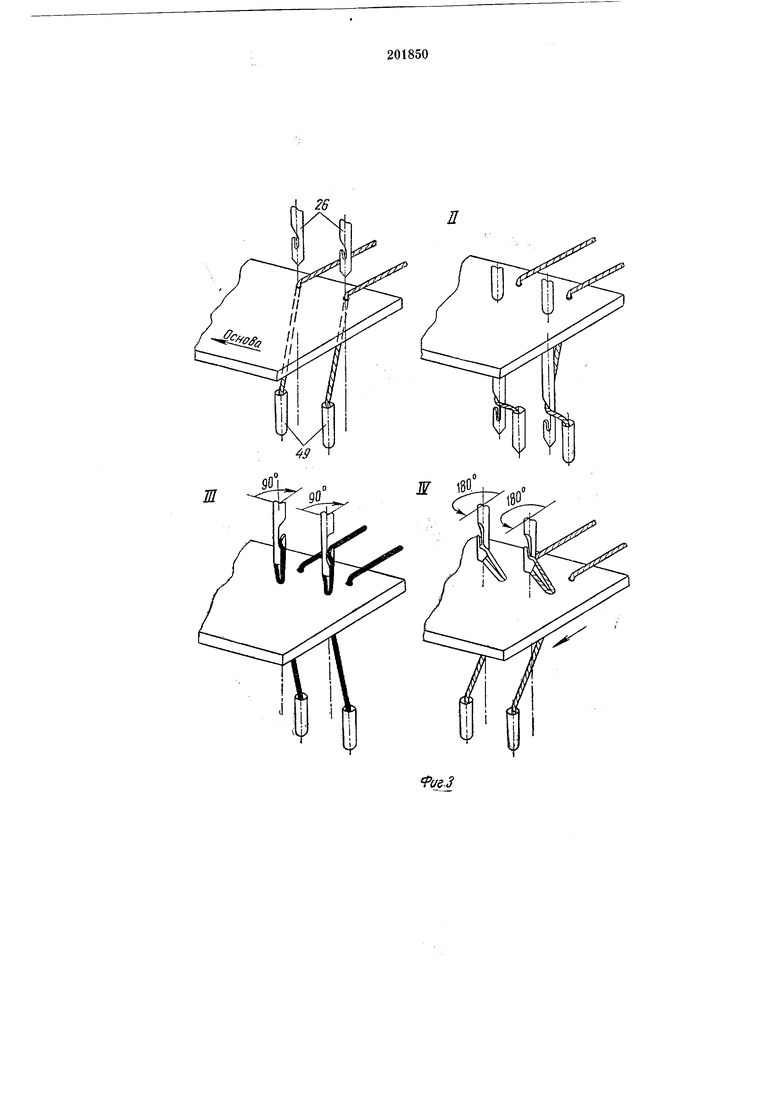
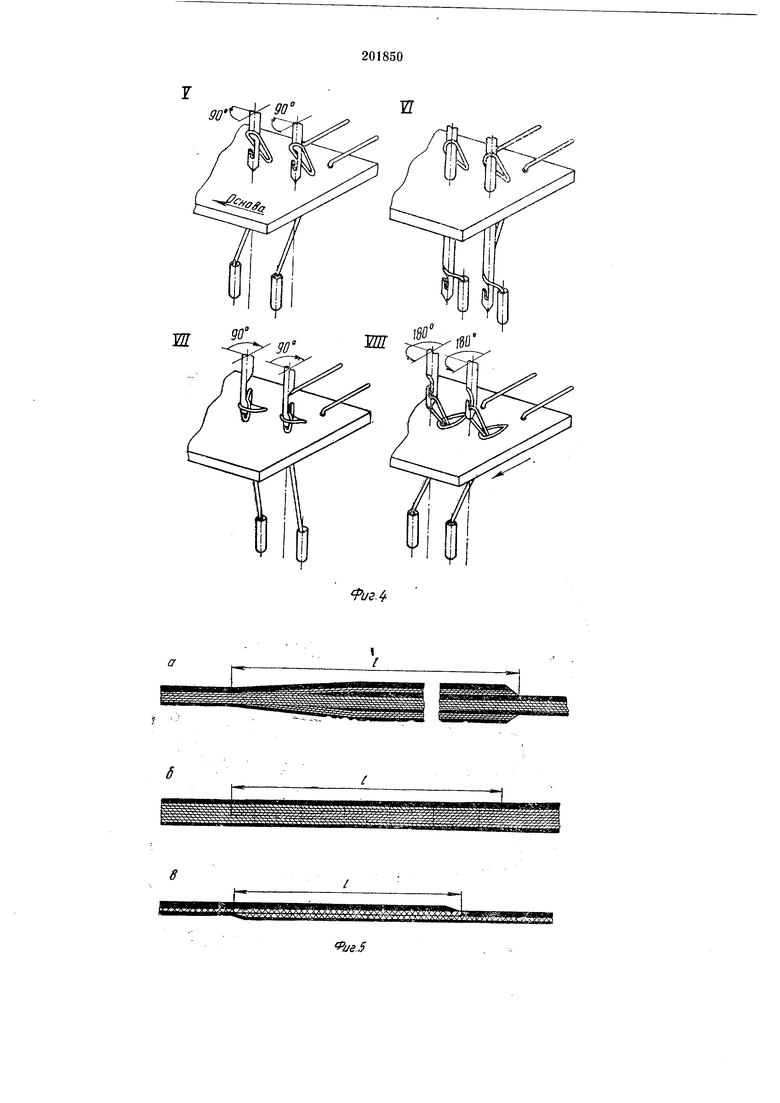
па фиг. 3 и 4 поз. /-VIII - расположение рабочих органов машины в процессе работы; и на фиг. 5 (поз. а, б, в) - схемы подготовки стыкуемых концов лент.
Машина выполнена следующим образом.
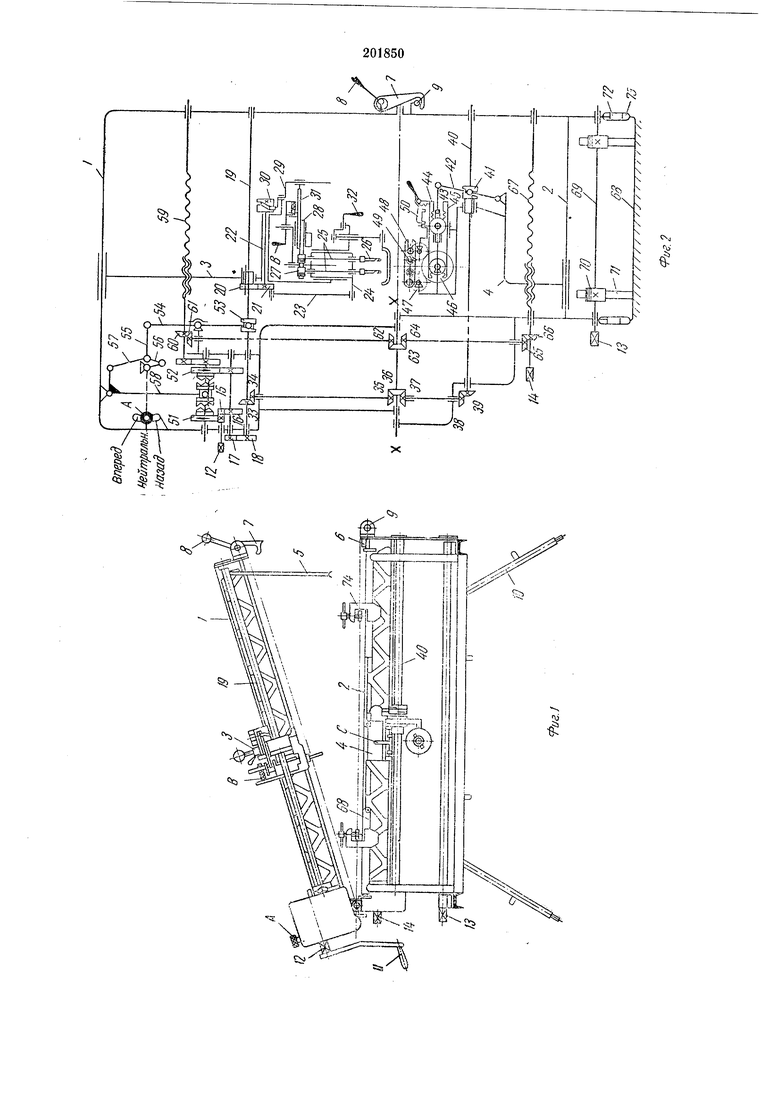
На направляющих фермах У и 2 (фиг. 1) установлены верхняя головка 3 и нижняя / с возможностью синхронного перемещения вдоль ферм. Верхняя направляющая ферма /
выполнена поворотной и удерживается в приподнятом полон ении посредством стержня 5, упирающегося в выступ 6. В рабочем положении свободные концы ферм соединяет зажим, выполненный в виде защелки 7, которая
с помощью рукоятки 8 заводится за упорный палец 9.
При стыковке ленты вие транспортера машина уста.на БЛивается на откидные нолики 10.
Привод мащины ручной. Рукоятка 11, установленная на конце валика 12, вращается исполнителем по часовой стрелке независимо от направления шитья. Изменение направления шитья производится путем переключения: а) переключателя направления движения головок А, имеющего три положения - «вперед, «нейтраль, «еазад ; б) переключателя смещения угла поворота петленабрасывающих трубок С, имеюв) переключателя смещения угла поворота игл В, имеющего два положения - «вперед и «назад. Для прокладывания ряда параллельных строчек машину смещают относительно ооноваиия на величину, равлую расстоянию между строчками. Это осуществляется вращением рукоятки и, устано1вленной на коице валика 13. При необходимости переместить головки S и 4 вдоль направляющих ферм / и 2 вхолостую устанавливают переключатель А на «иейТ|раль, рукоятку // устанавливают на конце валика 12 и вращают в нужном направлении. При вращении валика 12 (фиг. 2), на втором конце которого жестко посажена шестерня 15, приводятся во врао ательное движение шестерни в двух направлениях. В направлении механизмов нгл движение передается через группу шестерен 16, 17 и /о на вал 19. Вал 19 имеет длинный шпоночный паз, в который входит шлоика, .имеющаяся на шестерне 20. Шестерня 20 приводит в движение шестерню-кривошип 21, жестко закрепленную на валике 22. Кривошип 21 сообщает с помощью шатуна 23 возвратно-постунательиое движение ползуну-игловодителю 24. Внутри ползуна установлены иглодержатели 25, на нижних концах которых закреплены игль 26. На верхние концы иглодержателей носажеиы шестерни 27, входящие в зацепление с рейкой 28. Рейка 28 получает возвратно-поступательное движеиие от двуплечего рычага 29, который приводится в движеиие в соответствии с циклограммой кулачком 30, жестко закрепленным на конце валика 22. Таким образом иглы получают возвратнопоступательное движение по вертикали и иоворотное движение вокруг своей оси. При изменении направления шитья на угол 180° необходимо также сместить элементы поворотного движения игл также на 180. Это производится поворотом рукоятки переключателя В на 180°, при котором осуществляется смещеиие рейки 28 отиосительно тяги 31, с помощью которой она связана со вторым плечом двуплечего рычага 29. Положение переключателя В фиксируется шариковым фиксатором. В корпусе верхней головки 3 имеется также прилшмная лапка, положение которой цо высоте регулируется с помощью рукоятки 32, фиксируемой ВИитоБЫм зажимом, па схеме на показанном. В иаправлении механизма петленабрасывающих трубок движение передается через группу конических шестереи: 33, 34, 35, 36, 37, 38 и 39 на вал 40. Вал 40 имеет также длинный шлоночный паз, в который входит шпонка, имеющаяся в кулачке 41. Кулачок 41, вращая1сь, приводит в движение в соответствии с циклограММОЙ рычаг 42, который через соединительное звено 43 сообп1ает ноступательное движеиие ползуну. Ползун снабжен свободно вращающейся на 0€и шестерней, которая, обкатываясь по неподвижной рейке 44, сообщает поступательное двнжение рейке 45, причем ход рейки 45 в два раза больше хода ползуна, что необходимо для улучщения профиля и динамических характеристик кулачка 41. Рейка 45 приводит в движение блок шестерен 46, который связан с двумя одинаковыми шестернями 47. Каждая из шестереи 47 представляет собой кривошипы, на пальцах которых располагается планка 48, несущая на себе нетленабрасывающие трубки 49, которые повторяют круговые движения пальцев кривошипов. При из енении направления шитья на 180° необходимо одновременно с переключеиием положения игл изменить или сместить круговое движение нетленабрасывающих трубок. Это осуществляется переключателем С, с помощью которого производится смещеиие неподвижной рейки 44. Положение рейки 44 фиксируется с помощью защелки 50, входящей в отверстия, имеющиеся иа корпусе нижлей головКИ 4. Синхронное движеиие верхней 3 и иижней 4 головок машины обеенечивается следующим образом. Шестерня 15 одновременно приводит в разнонаправленные движения зубчатые полумуфты 51 и 52. При положении рычага регулятора А в положении, иапример, «вперед кулачок 53 в соответствии с циклограммой, воздействуя на двуплечий рычаг 54 с помощью тяги 55 и изменяя положение соедииительных звеньев 56 и 57, поворачивает двуплечий рычаг 58. Второе плечо рычага 58 переместит сидящую на скользящей шпонке двустороннюю зубчатую муфту до соедииения с полумуфтой, например 51, вращающейся всегда в одну сторону. Это вращение через пару цилиндрических шестереи передается на винт 59 и одновременно через грунну конических шестерен 60, 61, 62, 63, 64, 65 и 66 на винт 67. Винты 59 и 67, взаимодействуя с гайками, имеющимися в верхней 3 и нижней 4 головках машины, производят перемещение головок по верхней У и нижней 2 направляющим фермам. При установке рычага регулятора А в положение «назад зубчатая двусторонняя муфта будет включаться и разъединяться только с зубчатой полумуф.той, наиример 52, врашающейся в другую сторону, и головки 3 и 4 бздут перемещаться в другую сторону. При необходимости произвести перемещение головок 3 и 4 вдоль направляющих 1 и 2 вхолостую рычаг регулятора устаиавливают в положение «нейтраль и, установив рукоятку П иа квадратное окончание 14 винта 67, приводят его во вращение. При этом через группу конических шестереи 66, 65, 64, 63, 62, 61 и O будет вращаться также и винт 59. Одноременно будет вращаться и зубчатая двустоцспления с полумуфтами 5/ и 52, то вращение ее холостое.
При устаиовке рычага переключателя /1 в положение «нейтраль, можно, вращая валик 12, привести в двнженпе шьющпс механизмы верхней 5 и нижней 4 головок машины без неремещеиия их вдоль иапразляющих. Это необходимо при уетаповке игл, нрн заправке в лташияу нити, а также при чиетке и емазке мехаиизмов.
Для прок.тадывания параллельных етрочек п.роизводитея смещение манлшы отиооитель.чо основания 68 в направлении иорисндИКуляриом линин етрочек на величину расстояния между строчками. Это смещение осуп,сствляетея поворотом валика 69, на котором жестко закренлены шестерни 70, взаимодействующие с зубчатымН рейками 71, жестко закрепленными в основаиии машниы. Машина соедииена с основанием с помондью ползунов 72, входящих в назы 73.
При подъеме верхней направляющей / вокруг оси X-X неразрывность кинематической цепи обеспечивается обкатыванием копнческих шестерен 35 и 62 по коническим шестерням 36 и 63.
Работа машины заключается в следующее.
Машина устанавливается па лати конвейера так, чтобы нанравлеине движеш-ш головок соответствовало направлению расноложения уточпой нити тканого каркаса ле1ггы. Оба конца стыкуемой ленты зажимаются но обе стороны машины двумя винтовыми струбцикаМН 74 так, чтобы место стыка располагалось посредине трубчатого каркаса основания машины. Затем производят прошивку места стыка в одном направлении, нанример от себя. После смещения машины относительно основания прошивают стык в обратном, параллельно первой строчке, направлении и т. д.
Место стыка прошивается за три - четыре лоохода.
Закончнв шитье, поднимают верх-нюю натравляющую вверх и снимают машину с конвейера или снимают лепту с машн1ны нрч скреплении концов лент вне конвейера. Прошивке предшествует подготовка концов ленты (фиг. 5, поз. а, б, в).
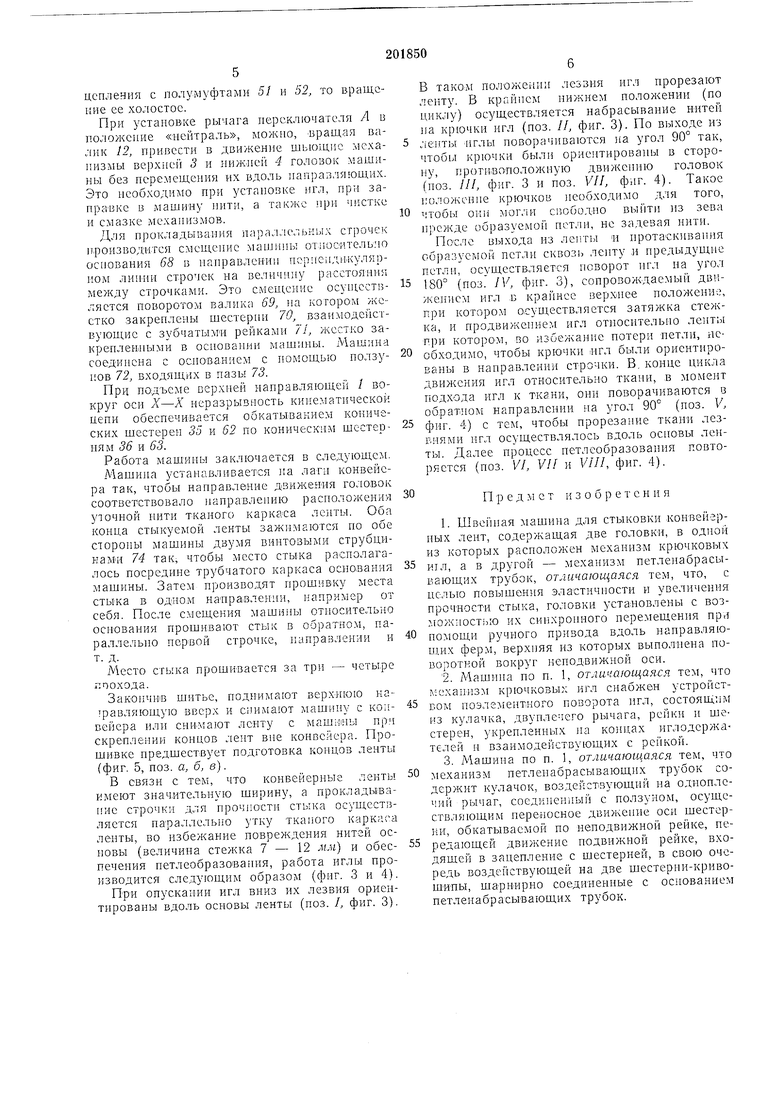
В связи с тем, что конвейерные ленты имеют значительную ширину, а прокладывание строчки для проч1ЮСти стыка осун,ествляется нараллельно утку тканого каркаса ленты, во избежание повреждения нитей основы (величина стежка 7 - 12 мм) и обеспечения петлеобразования, работа иглы производится следуюшим образом (фиг. 3 и 4).
При опускании игл вниз их лезвия ориентированы вдоль основы ленты (поз. /, фиг. 3).
В таком положении лезвия игл нрорезают лепту. В крайпем нижнем положении (по циклу) осуществляется набрасывание нитей па крючки игл (поз. //, фиг. 3). По выходе из ленты иглы поворачиваются на угол 90° так, чтобы крючки были ориентированы в сторону, нроти1ВОТ10ложпую движению головок (поз. ///, фиг. 3 и поз. VII, ф11г. 4). Такое ноложепне крючков пеобходнмо для того,
чтобы они могли С15ободно выйти из зева прежде образуемой нетли, не задевая нити.
После выхода из ленты и протаскивания образуемой петли сквозь лепту и предыдупл,ие петли, осуществляется поворот игл на угол
180° (поз. IV, фиг. 3), сопровождаемый движением игл .в крайнее верхнее положение, при котором о.суи;ествляется затяжка стежка, и продвижением игл отпосительио ленты при котором, во избежание потери петли, неооХОДимо, чтооы крючки игл оыли ориентированы в направлении строчки. В. конце цикла движения игл относительно ткани, в момент подхода игл к ткани, они поворачиваются в обратном направленпи на угол 90° (поз. V, фиг. 4) с тем, чтобы нрорезапие ткани лезвиями игл осуществлялось вдоль основы ленты. Далее процесс петлеобразования повторяется (поз. VI, VII и VII, фиг. 4).
30
П р е д м е т и з о б р е т е н и я
1. Швейная машина для стыковки конвейерных лент, содержащая две головки, в одной из которых расположен механизм крючковых
И1Л, а в другой - механизм петленабрасывающих трубок, отличающаяся тем, что, с целью повышения эластичности и увеличения прочности стыка, головки установлены с возможностью их сипхронного перемещения при
номощи ручного привода вдоль направляюШ.ИХ ферм, верхияя из которых выполнена новороткой вокруг неподвижной оси.
2.Машина по п. 1, отличающаяся тем, что механизм крючковых игл снабжен устройстпом поэлементного поворота игл, состоящим из кулачка, двуплечего рычага, рейки и шеетерен, укреиленных на концах иглодержателей н взаимодействующих с рейкой.
3.Машина по п. 1, отличаюишяся тем, что механизм петленабрасывающих трубок содержит кулачок, воздействующий на одноплечий рычаг, соединенный с нолзуном, осуществляющим переносное движеиие оси шестерни, обкатываемой по неподвижной рейке, передающей движение подвижной рейке, входящей Б зацепление с шестерней, в свою очередь воздействующей на две шестерни-кривощнпы, щарнирпо соединенные с основанием петленабрасывающих трубок. iTi
ex iilM,
26
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для прошивки деталей и узлов швейных изделий | 1958 |
|
SU121331A1 |
| БЫТОВАЯ СТАЧИВАЮЩЕ-ОБМЕТОЧНАЯ МАШИНА | 1995 |
|
RU2078165C1 |
| МЕХАНИЗМ ИГЛ ШВЕЙНОЙ МАШИНЫВСЕСОЮЗНАЯПАТЕЯШ-ШШ\1ГШ1БИБЯИО*?НЛ | 1972 |
|
SU348659A1 |
| ШВЕЙНАЯ МАШИНА ДЛЯ ВЫПОЛНЕНИЯ ПОТАЙНОЙ СТРОЧКИ | 1972 |
|
SU360419A1 |
| ШВЕЙНАЯ МАШИНА ЗИГЗАГ | 2010 |
|
RU2415209C1 |
| ШВЕЙНАЯ МАШИНА | 1969 |
|
SU255764A1 |
| ШВЕЙНАЯ МАШИНА «ЗИГ-ЗАГ» ДЛЯ ДВУХНИТОЧНОГО ЦЕПНОГО СТЕЖКА | 1968 |
|
SU231445A1 |
| КРАЕОБМЕТОЧНАЯ ШВЕЙНАЯ МАШИНА | 2011 |
|
RU2493302C2 |
| Приспособление к швейным машинам для подачи сшиваемых изделий | 1940 |
|
SU68268A1 |
| Швейный полуавтомат для выполнения контурных строчек | 1982 |
|
SU1082882A1 |