Известны полуавтоматы для прошивки деталей и узлов швейных изделий, которые включают одноигольную челночпую шве11ную машппу. снабженную механизмом останова ее главного вала в верхнем положении иглы и ножницами с подвижным ножом для обрезания нитей, а также транспортирующее устройство для перемеш,ения обрабатываемых деталей или узлов относительно шьюшего механизма.
Описываемый полуавтомат имеет но сравнению с известными ряд отличительных особенностей, позволяюш,их повысить производительность труда путем автоматизации отдельных процессов.
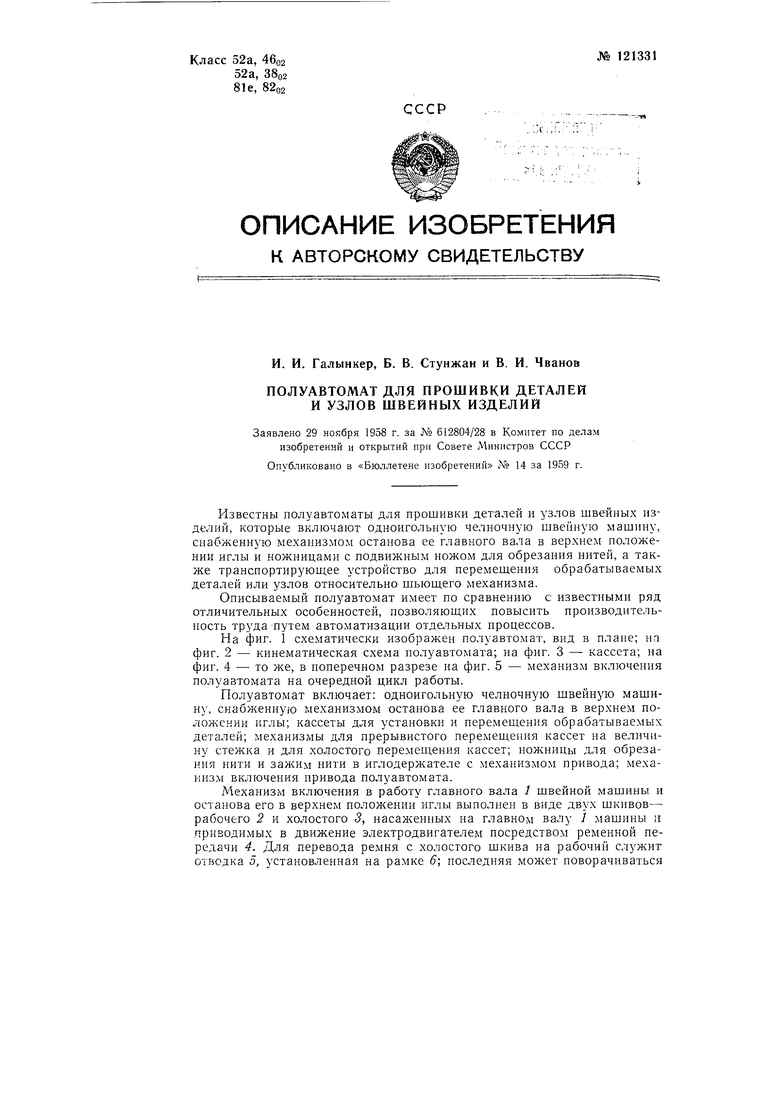
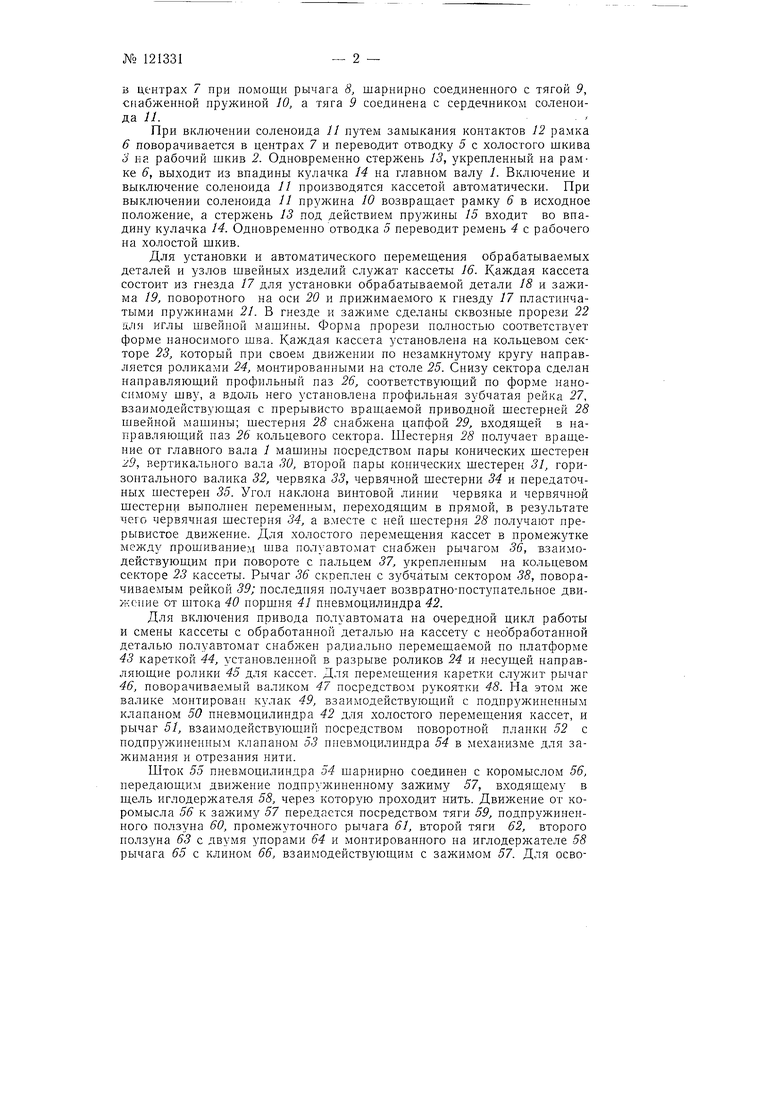
На фиг. 1 схематически изображен полуавтомат, вид в плане; на фиг. 2 - кинематическая схема полуавтомата; на фиг. 3 - кассета; на фиг. 4 - то же, в поперечном разрезе на фиг. 5 - механизм включения полуавтомата на очередной цикл работы.
Полуавтомат включает: одноигольную челночную швейную машину, снабженную механизмом останова ее главного вала в верхнем положении кглы; кассеты для установки и перемещения обрабатываемых деталей; механизмы для прерывистого перемещения кассет на величину стежка и для холостого перемещения кассет; ножницы для обрезания нити и зажим нити в иглодержателе с механизмом привода; механизм включения привода полуавтомата.
Механизм включения в работу главного вала 1 швейной машины и останова его в верхнем положении иглы выполнен в виде двух шкивов- рабочего 2 и холостого 5, насаженных на главном валу 1 машины л приводимых в движение электродвигателем посредством ременной передачи 4. Для перевода ремня с холостого шкива на рабочий служит отводка 5, установленная на рамке 6; последняя поворачиваться
N° 121331- 2 -
в центрах 7 при помощи рычага 8, шарнирно соединенного с тягой 9, снабженной пружиной 10, а тяга 9 соединена с сердечником соленоида 11.
При включении соленоида 11 путем замыкания контактов 12 рамка 6 поворачивается в центрах 7 и переводит отводку 5 с холостого шкива j ка рабочий шкив 2. Одновременно стержень 13, укрепленный на рамке 6, выходит из впадины кулачка 14 на главном валу /. Включение и выключение соленоида // производятся кассетой автоматически. При выключении соленоида // пружина 10 возвращает рамку 6 в исходное положение, а стержень 13 под действием пружины 15 входит во впадину кулачка 14. Одновременно отводка 5 переводит ремень 4 с рабочего на холостой шкив.
Для установки и автоматического перемещения обрабатываемых деталей и узлов щвейных изделий служат кассеты 16. Каждая кассета состоит из гнезда 17 для установки обрабатываемой детали 18 и зажима 19, поворотного на оси 20 и прижимаемого к гнезду 17 пластинчатыми пружинами 21. В гнезде и зажиме сделаны сквозные прорези 22 цля иглы швейной машины. Форма прорези нолностью соответствует форме наносимого шва. Каждая кассета установлена на кольцевом секторе 23, который при своем движении по незамкнутому кругу направляется роликами 24, монтированными на столе 25. Снизу сектора сделан направляющий профильный паз 26, соответствующий по форме наносимому шву, а вдоль него установлена профильная зубчатая рейка 27, взаимодействуюшая с прерывисто вращаемой приводной шестерней 28 швейной машины; шестерня 28 снабжена цапфой 29, входящей в направляющий наз 26 кольцевого сектора. Шестерня 28 получает вращение от главного вала 1 машины посредством пары конических шестерен 2.9, вертикального вала 30, второй пары конических шестерен 31, горизонтального валика 32, червяка 33, червячной шестерни 34 и передаточных шестерен 35. Угол наклона винтовой линии червяка и червячной щестерни выполнен переменным, переходящим в прямой, в результате чего червячная щестерня 34, а вместе с ней шестерня 28 получают прерывистое движение. Для холостого перемещения кассет в промежутке между прошиванием щва полуавтомат снабжен рычагом 36, взаимодействующим при повороте с пальцем 37, укрепленным на кольцевом секторе 23 кассеты. Рычаг 36 скреплен с зубчатым сектором 38, поворачиваемым рейкой 39; последняя получает возвратно-поступательное движение от штока 40 поршня 4 пневмоцилиндра 42.
Для включения привода полуавтомата на очередной цикл работы и смены кассеты с обработанной деталью на кассету с необработанной деталью полуавтомат снабжен радиально перемещаемой по платформе 43 кареткой 44, установленной в разрыве роликов 24 и несущей направляющие ролики 45 для кассет. Для перемещения каретки служит рычаг 46, поворачиваемый валиком 47 посредство.м рукоятки 48. На этом же валике монтирован кулак 49, взаимодействующий с подпружиненным клапаном 50 пневмоцилиндра 42 для холостого перемещения кассет, и рычаг 51, взаимодействующий посредством поворотной планки 52 с подпружиненным клапаном 53 нневмоцилиндра 54 в механизме для зажимания и отрезания нити.
Шток 55 пневмоцилиндра 54 шарнирно соединен с коромыслом 56, передающим движение подпружиненному зажиму 57, входящему в щель иглодержателя 58, через которую проходит нить. Движение от коромысла 56 к зажиму 57 передается посредством тяги 59, подпружиненного ползуна 60, промежуточного рычага 61, второй тяги 62, второго ползуна 63 с двумя упорами 64 и монтированного на иглодержателе 58 рычага 65 с клином 66, взаимодействующим с зажимом 57. Для освобождения тарелочного подпружиненного тормоза 67 служит рычаг 68, взаимодействующий одним плечом с подпружиненным ползуном 60, а другим - с подпружиненным тормозом 67.
Механизм отрезания нити состоит из неподвижного полса 69 и подвижного ножа 70. Подвижной нож перемещается относительно неподвижного коромыслом 56 посредством тяги 71, рычагов 72 и 73, другой тяги 74 и щарнирно соединенной с ней и подвижным ножом двуплечего рычага 75.
На кольцевом секторе -25 укреплен кулачок 76, взаимодействующий с подпружиненным толкателем 77, вводящим кассету в зацепление с приводной щестерней Ж
Рабочий цикл полуавтомата начинается с того, что рабочий закла.дывает деталь или узел щвейного изделия в исходную кассету 16. Поворотом рукоятки 48 включается в работу пневмоцилиндр 42 посредством кулака 49 и подпружиненного клапана 50. Шток 40 пневмоцилиндра при помощи рейки 39 зубчатого сектора 38 поворачивает рычаг 55, который, упираясь в палец 37 кассеты, продвинет все кассеты по кругу и вправит исходную кассету в каретку 44. При этом подпружиненный то. катель 77, взаимодействующий с к -лачком 76, расположенным на кассете, введет последнюю в зацепле} ие с щестерней 28. Шестерня 28, сцепляющаяся с рейкой 27 кассеты, заставляет последнюю перемещаться вместе с кареткой 44. Каретка в определенный момент находит на рычаг 78, который замыкает контакты 12 в цепи соленоида 11, и тем включает в работу главный вал / щвейной машины. Мащина наносит строчку на деталь, перемещаемую при помощи зажимающей ее кассеты. Кассета, соверщив заданный pa6o4 iii путь, в конце его возвращает каретку 44 в исходное положение. Каретка размыкает контакты 12, выключая соленоид 11, в результате чего под действием 10 происходит перевод ременной передачи 4 с рабочего на холостой щкив и останов мащины.
При повороте рукоятки 48 открывается клапан 55 пневмоцилиндра 54, который приводит в действие ножи 69, 70 для обрезания нити и зажим 57 для нити в иглодержателе 58 и освобождает подпружиненные тормоза 67 для нити. При дальнейшем повороте рукоятки 48 рычаг 51 соскочит с планки 52, а подпружиненный клапан 53 закроет доступ воздуха в пиемоцилиидр 54; рычаг 46 сдвигает каретку 44 с отработавшей кассетой и выводит последнюю из зацепления с щестерней 28. Кулак 49 воздействует на клапан 50 пневмоцилипдра 42, который произведет перемещение всех кассет и введет в обработку новую кассету с деталью.
Предмет изобретения
1. Полуавтомат для прощивки деталей и узлов щвейкых изделий, включающий в себя одноигольную челночную швейную маш1ну, снабженную механизмом останова ее главного вала в верхнем положении иглы и ножницами с подвижным пожом для обрезания нитей, и транспортирующее устройство для перемещения обрабатываемых деталей или узлов относительно шьющего механизма, о т л и ч а ЕО щ и и с я тем, что, с целью повыщения производительности труда автоматического перемещения обрабатываемых деталей или узлов в закрепленном состоянии, он снабжен кассетами с гнездами для точной установки этих деталей и узлов и зажимами со сквозными прорезями по форме наноси.мых швов в гнездах и зажимах, установленными каждая на кольцевом секторе, направляемом роликами, размешенными по незамкнутому кругу.
2. Форма выполнения полуавтомата по п. 1, отличающаяся тем, что, с целью прерывистого перемещения кассет на величину стеж№ 121331
ка, сектор каждой из кассет снабжен внизу направляющим пазом по форме наносимого шва для цапфы прерывисто вращаемой приводной щестерни щвейной мащины и закрепленной по краю этого паза рейкой, сцепляемой с приводной щестерней.
3.Форма выполнения полуавтомата по пп. 1и2, отличающаяс я тем, что, с целью холостого перемещения кассет в промежутке между прощиванием щва, он снабжен рычагом для их перемещения, взаимодействующим с утопающим пальцем на кольцевом секторе кассеты и скрепленным с сектором, сцепленным с рейкой, закрепленной на щтоке порщня пневматического приводного цилиндра.
4.Форма выполнения полуавтомата по пп. 1, 2 и 3, отличающаяся тем, что, с целью предохранения от выпадания из иглы обрезанной нити, иглодержатель снабжен подпружиненным зажимом нити,, приводимым в действие порщнем приводного пневматического цилиндра посредством рычажной передачи.
5.Форма выполнения полуавтомата по п. 4, отличающаяся тем, что рычажная передача к зажиму игольной нити выполнена в виде соединенного со штоком поршня коромысла, передающего движение зажиму через тягу, подпружиненный ползун, промежуточный рычаг, вторую тягу, второй ползун с двумя унорами и установленный на иглодержателе рычаг с клином, взаимодействующим с зажимом нити. Для освобождения тарелочного подпружиненного тормоза игольной нити р1)1чажная передача снабжена двуплечим рычагом, взаимодействующим одним плечом с подпружиненным ползуном, а другим - с подпружиненным тормозом.
6.Форма выполнения полуавтомата по пп. 1, 2, 3, 4 и 5, отличающаяся тем, что, с целью включения его привода на очередной цикл работы и замены кассет с обработанными деталями илн узлом необработанными, он снабжен установленной в разрыве направляющих кассеты роликов радиально перемещаемой кареткой-, несущей ролики для направления смежных кассет, и поворачиваемым посредством рукоятки валиком, снабженным рычагом для перемещения «аретки, и двумя другими рычагами для последовательного включения клапанов в воздухопроводах приводного пневматического цилиндра в приводе для зажимания и отрезания нитей и приводного пневматического цилиндра в приводе для холостого перемещения кассет.
7.Форма выполнения полуавтомата по пп. 1, 2, 3, 4, 5 и 6, отличающаяся тем, что механизм останова главного вала щвейной машины снабжен приводным соленоидом, включаемым контактами, замыкаемыми кулачком кассеты.