В настоящее время при электромагнитном обжиме трубчатых заготовок со значительной разницей поперечных размеров обжимаемой и необжимаемой ее частей возникают затруднения ири установке заготовки и удалении готовой детали из .индуктора. Например, при сборке электромагнитным обжимом деталей с двумя головками, электропроводов с на конечниками или тяг управления самолетом удаление собранной детали из существующих цельных индукторов технически неосуществимо.
Известен индуктор для формовки деталей давлением имлульсного магиигного поля. Он содержит токопроводящую спираль, уложенную в канавку концентратора, и стальной разрезной бандаж, к которому прикреплены выводы.
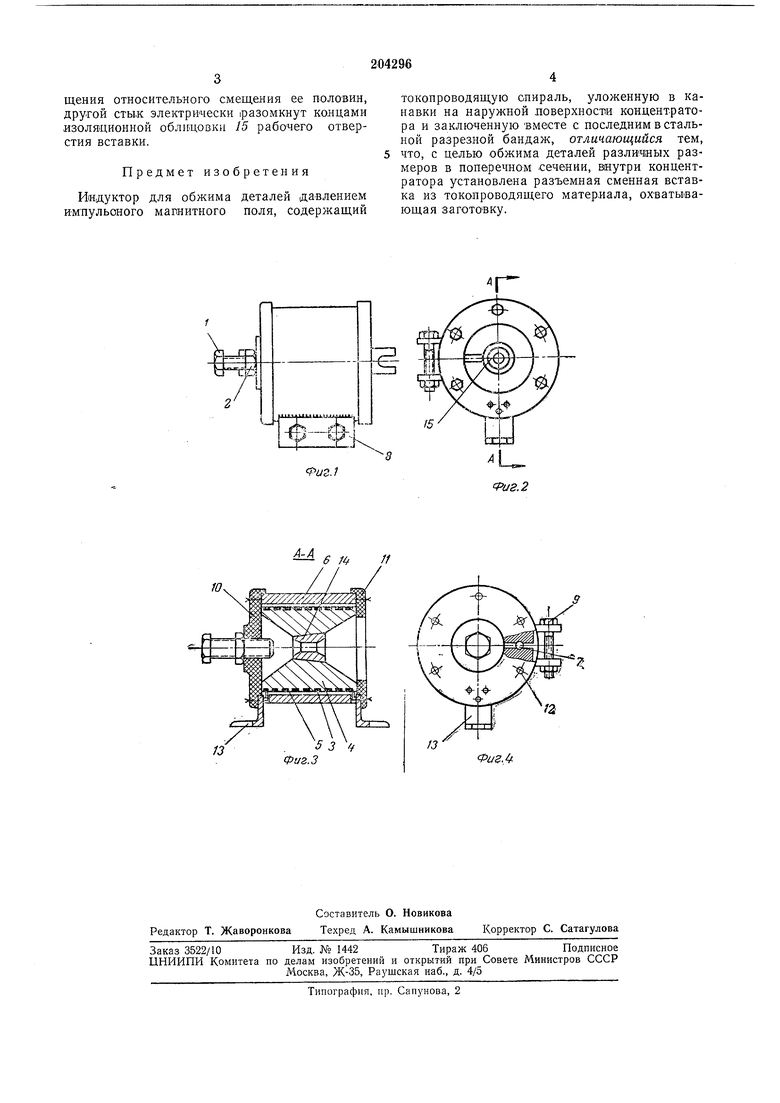
Предлагаемый индуктор отличается от известного тем, что внутри концентратора установлена разъемная сменная вставка из токоп,роводящего материала, охватывающая заготовку. Этот индуктор обжимает детали различных размеров в понереч-ном сечении. На фиг. 1-4 изображена конструкция ОПИсываемого индуктора.
водам установки магнитной штамловки болтами и шайбами.
Токоцроводящая спираль 5 уложена в канавки на наружной поверхности концентратора 4. Спираль и концентратор стенками своих канавок упираются через металлическую разрезную прокладку 5 во внутреннюю поверхность стального разрезного бандажа 6. В разрезе металлической прокладки установлена полосовая прокладка 7 такой же толщины из изоляционного мате риала, закрепляющая витки лротив щели бандажа. Ширина щели бандажа обеспечивает электроизоляцию его половин благодаря воздушному зазору.
Для увеличения прочности бандажа вблизи щел.и приварены кронштейны 8, за которые бандаж стягивается болтами 9, отделенными от кронштейнов изолирующими втулками. С торцов бандажа установлены к,рышки 10 и
11 из изоляционного материала, лрикрепленные к бандажу винтами 12. К 1 рышкам винтами 13 крепятся выводы индуктора. Для размещения выводов в бандаже имеются окна. Изоляция выводов от бандажа обеспечена
воздушными нромежутками.
В отверстие концентратора, выполненного коническим, устанавливают при работе коническую разъемную сменную вставку 14, имеющую рабочее отверстие. Один стык вставки,
щения относительного смещения ее половин, другой стык электрически разомкнут концами изоляционной облицовки 15 рабочего отверстия вставки.
Предмет изобретения
Индуктор для обжима деталей давлением ИМпульоного магнитного поля, содержащий
токопроводящую онираль, уложенную в канавки на наружной поверхности концентратора и заключенную вместе с последним в стальной разрезной бандаж, отличающийся тем, что, с целью обжима деталей разли чных размеров в поперечном сечении, внутри концентратора установлена разъемная сменная вставка из токонроводящего материала, охватывающая заготовку.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДУКТОРА ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2009 |
|
RU2413588C2 |
| РАЗЪЕМНЫЙ ИНДУКТОР ОБЖИМА | 2005 |
|
RU2318626C2 |
| ИНДУКТОР ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2021 |
|
RU2790582C1 |
| Разъемный индуктор обжима | 1990 |
|
SU1766559A1 |
| Устройство для формоизменения трубчатой оболочки магнитно-импульсной штамповкой | 2021 |
|
RU2760970C1 |
| Индуктор с разгруженной обмоткой | 1990 |
|
SU1754283A1 |
| Устройство для сращивания кабельных изделий | 1976 |
|
SU736234A1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1983 |
|
SU1125847A1 |
| УСТРОЙСТВО ДЛЯ УСТРАНЕНИЯ ДЕФЕКТОВ СТРУКТУРЫ МЕТАЛЛА НА ВНУТРЕННИХ СТЕНКАХ ТРУБОПРОВОДА МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКОЙ | 2023 |
|
RU2805733C1 |
| ИНДУКТОР | 1990 |
|
RU2068757C1 |
Sk
«Pi/a/
6 /« //
Фиг.З
15
2
Фаг.
