Изобретение относится к обработке металлов давлением магнитного поля и может быть использовано для раздачи, калибровки, обжима и т.п. трубчатых изделий, в различных областях промышленности.
В известных индукторах традиционно слабым местом является изоляция в меж- витковом пространстве. Это обусловлено тем. что усилие отдачи воспринимается непосредственно витками (через изоляцию), опертыми на подложку. Смещение витков во врем рабочего; Цикд а и давление на изоляцию, сравнимЪе с давлением в, рабочей зоне.йндуктора, вместе приводят к нарушение изоляции невыходу индуктора из строя. Индукторы, изготовленные из прочных сй д.звов, обладают достаточно высокой ме- хЫйческой стойкостью, однако эти материалы имеют обычно высокое удельное сопротивление, что приводит к интейёивно- . му эгрейу индуктора в процессе работы, а TaiOK R нарушению изоляции. , Вторым слабым местом индуктора явля- ется уходспирали на токопроводящие шины. Отсутствие симметрии и сильное магнитное поле в месте расположения отвода, часто сравнимое с полем в рабочей зоне, также приводит к разрушению индуктора Кроме того, поле давления в рабочей зоне, из-за дискретного распределений тока в спирали, имеет гофрированный характер, что может приводить к снижению качества обработки изделия.
С целью повышения надежности и улучшения качества обрабатываемых изделий индуктор, содержащий токовую обмотку и концентратор магнитного потока с радиальным разрезом вдоль образующей, снабжен выступом, соединенным с концентратором и выходящим за пределы индуктора. Выступ имеет канал для пропуска провода токовой обмотки. Концентратор магнитного потока выполнен в виде составного по цилиндрической поверхности токопроводящего толстостенного цилиндра с винтовым пазом по поверхности сопряжения для токовой обмотки. Один конец токовой обмотки соедисл
с
XI сл
Јь
ю
00
со
нен с концентратором, а второй образует с выступом коаксиальный токоподвод
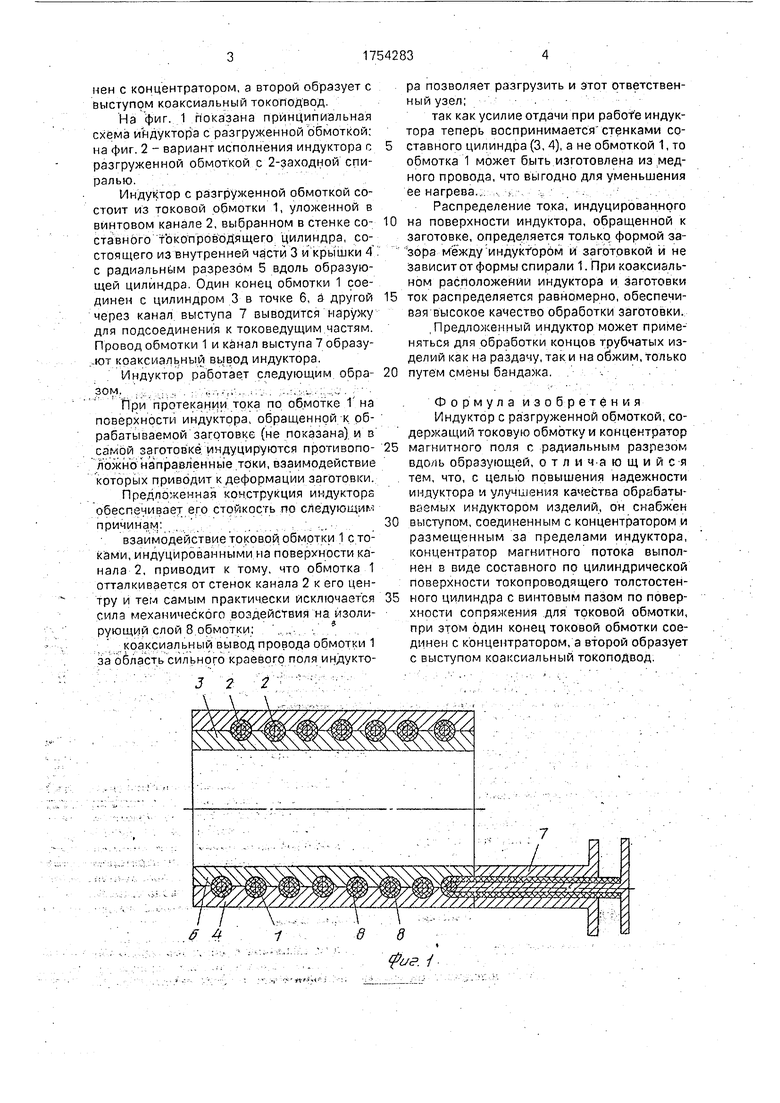
На фиг 1 показана принципиальная схема индуктора с разгруженной обмоткой на фиг 2 - вариант исполнения индуктора с разгруженной обмоткой с 2-заходной спиралью
Индуктор с разгруженной обмоткой состоит из токовой обмотки 1, уложенной в винтовом канале 2, выбранном в стенке составного токопроводящего цилиндра, состоящего из внутренней части 3 и крышки А с радиальным разрезом 5 вдоль образующей цилиндра Один конец обмотки 1 соединен с цилиндром 3 в точке 6, з другой через канал выступа 7 выводится наружу для подсоединения к токоведущим частям Провод обмотки 1 и канал выступа 7 образуют коаксиальный вывод индуктора
Индуктор работает следующим образом
При протекании тока по обмотке 1 на поверхности индуктора обращенной к обрабатываемой заготовке (не показана) и в самой заготовке индуцируются противопо ложно направленные токи, взаимодействие которых приводит к деформации заготовки
Предложенная конструкция иидукторз обеспечивает его стойкость по следуюьдиг причинам
взаимодействие токовой, обмотки 1 стоками, индуцированными на поверхности канала 2, приводит к тому что обмотка 1 отталкивается от стенок канала 2 к его центру и тем самым практически исключается сила механического воздействия на изолирующий слой 8 обмотки,
коаксиальный вывод провода обмотки 1 за область сильного краевого поля индукто-
ра позволяет разгрузить и этот ответственный узел,
так как усилие отдачи при работе индуктора теперь воспринимается стенками со5 ставного цилиндра (3, 4), а не обмоткой 1, то обмотка 1 может быть изготовлена из медного провода, что выгодно для уменьшения ее нагрева
Распределение тока, индуцированного
10 на поверхности индуктора, обращенной к заготовке, определяется только формой зазора Между индуктором и заготовкой и не зависит от формы спирали 1. При коаксиальном расположении индуктора и заготовки
15 ток распределяется равномерно, обеспечивая высокое качество обработки заготовки. Предложенный индуктор может применяться для обработки концов трубчатых изделий как на раздачу, так и на обжим, только
20 путем смены бандажа
Формула изобретения Индуктор с разгруженной обмоткой, содержащий токовую обмотку и концентратор 25 магнитного попя г радиальным разрезом вдоль образующей, отличающийся тем, что, с целью повышения надежности индуктора и улучшения качества обрабатываемых индуктором изделий, он снабжен
30 выступом, соединенным с концентратором и размещенным за пределами индуктора, концентратор магнитного потока выполнен в виде составного по цилиндрической поверхности токопроводящего толстостен35 ного цилиндра с винтовым пазом по поверхности сопряжения для токовой обмотки, при этом один конец токовой обмотки соединен с концентратором, а второй образует с выступом коаксиальный токоподвод
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УСТРАНЕНИЯ ДЕФЕКТОВ СТРУКТУРЫ МЕТАЛЛА НА ВНУТРЕННИХ СТЕНКАХ ТРУБОПРОВОДА МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКОЙ | 2023 |
|
RU2805733C1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1983 |
|
SU1125847A1 |
| Устройство для магнитно-импульсной обработки металлов | 1989 |
|
SU1761343A1 |
| ИНДУКТОР ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2021 |
|
RU2790582C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДУКТОРА ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2009 |
|
RU2413588C2 |
| Индуктор для магнитно-импульсной раздачи трубчатых деталей | 1980 |
|
SU1072954A1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОГО ФОРМООБРАЗОВАНИЯ ОСЕСИММЕТРИЧНЫХ ОБОЛОЧЕК | 2002 |
|
RU2217258C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДУКТОРА ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ МЕТАЛЛОВ И ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ИНДУКТОРА ГИБКОЙ | 2010 |
|
RU2465088C2 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ ТРУБНЫХ ЗАГОТОВОК | 1983 |
|
SU1103420A1 |
| Разъемный индуктор обжима | 1990 |
|
SU1766559A1 |
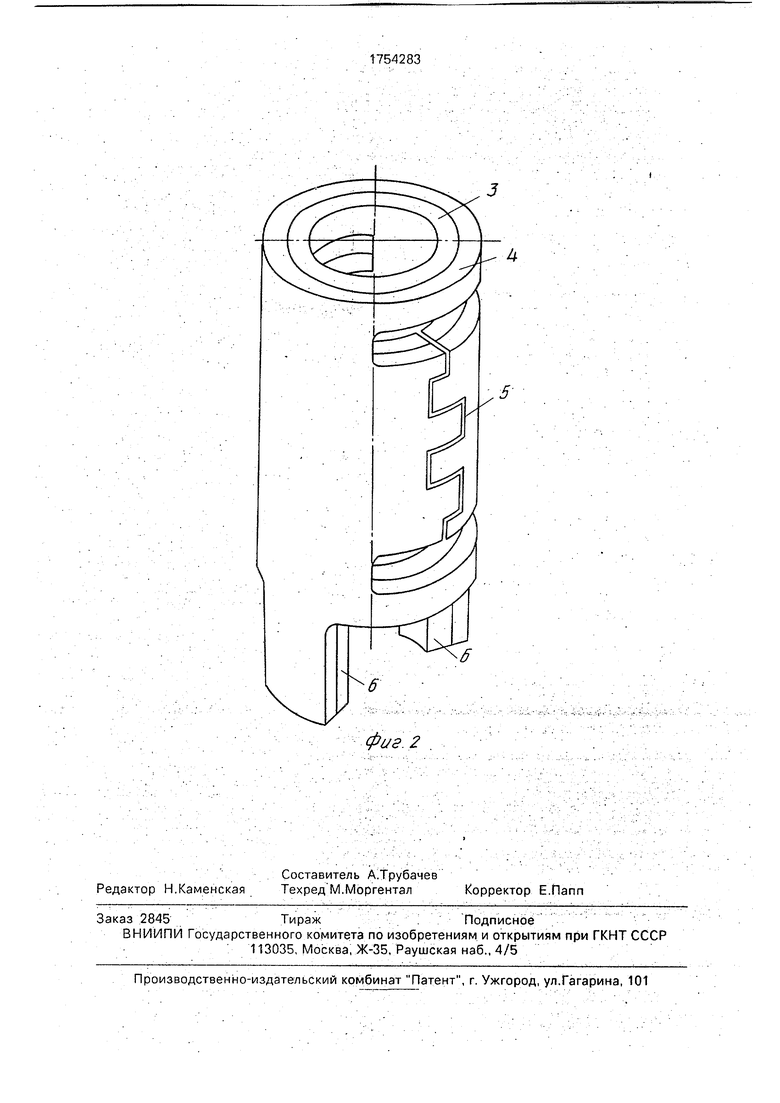
Использование: для раздачи, калибровки, обжима трубчатых изделий. Сущность изобретения: концентратор индуктора выполнен в виде составного толстостенного токопроводящего цилиндра. Внутренняя часть составного цилиндра имеет одноза- ходную (или многозаходную) винтовую канавку, в которой размещена изолированная спираль, а внешняя часть - крышка, при этом один конец спирали закреплен в теле концентратора, а второй через удлиненный канал выступа концентратора выведен из индуктора, образуя коаксиальный вывод. 2 ил.
г &
J
фиг 2
| Степанов В.Г., Шавров И.А | |||
| Высоко- энергетические импульсные методы обработки металлов | |||
| - Л Машиностроение, 1975, с | |||
| Автоматический огнетушитель | 0 |
|
SU92A1 |
