Известны устройства для изготовления перфорированных звукопоглощающих плит из гипса пли подобного ему материала, включающие форму, имеющую днище с откидными бортами, и пустотообразователи с приводом для вертикального перемещения.
Предлагаемое устройство отличается от известных тем, что пустотообразователи объединены в блоки, каждый из которых имеет отдельную несущую траверсу. Это обеспечивает раздельное образование отверстий по площади плиты. При этом пустотообразователи смонтированы с возможностью самоустановки.
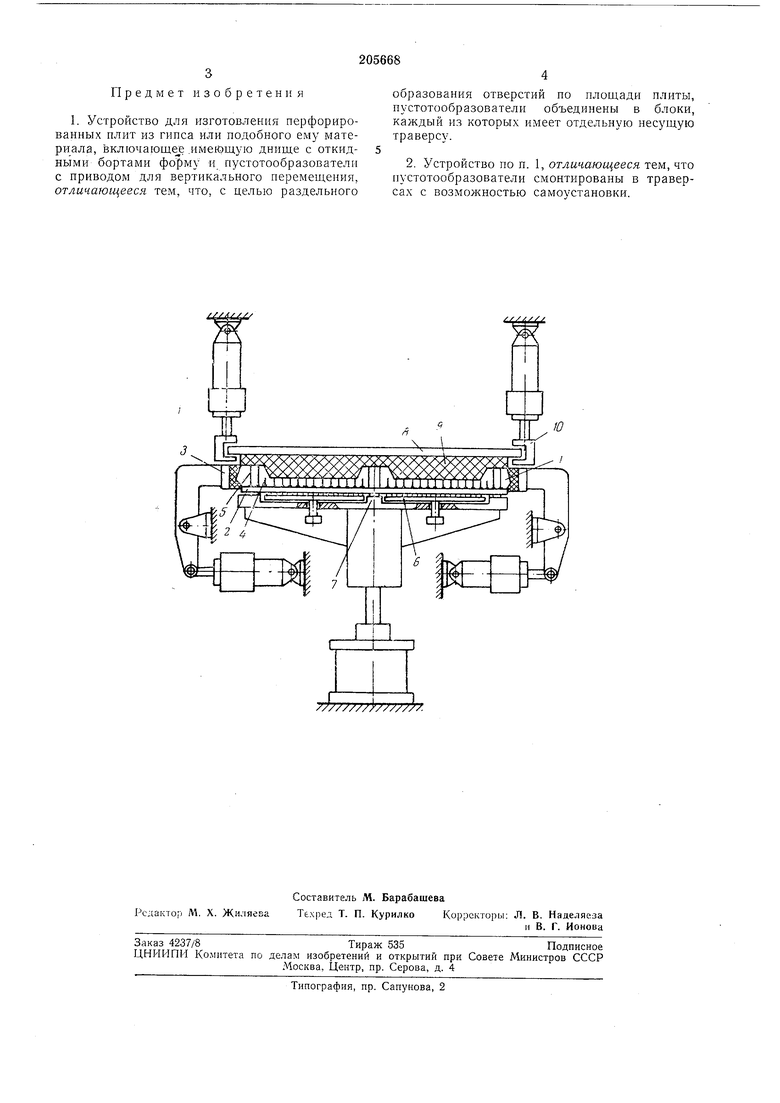
На чертеже показана схема устройства.
Устройство включает форму /, имеющую днище 2 с отверстиями и откидными бортами с, и пустотообразователи разной длины: короткие 4 и длинные 5, соответственно объединенные в блоки. Каждый из блоков имеет отдельную несущую траверсу 6 и 7 с. приводами их вертикального перемещения.
Формующие поверхности откидных бортов резиновые, что обеспечивает их плотное нрилегание к днищу и друг к другу. В разомкнутом положении борта находятся ниже уровня днища и не мешают съему готовых изделий и чистке поверхностей формы.
Работа устройства. Сначала включают привод перемещения вверх траверсы 7 с укрепленными на ней нустотообразователями5 и вводят их в рабочую зону. Когда траверса 7 встретит на своем пути траверсу 6 с пустотообразователями 4, начинается их совместное движение.
Затем производится сборка откидных бортов, которые, закрываясь, упираются формующими поверхностями в днище и плотно прилегают друг к другу в местах стыкования. В образовавшуюся форму заливают раствор.
Для формования ребер жесткости в гипсовой плите по направляющим 10 подводится крышка 8 и опускается на залитую раствором форму, вытесняя излишки гипса. По окончании процесса формования плиты осуществляется распалубка. Для этого поднимают крышку 8, опускают траверсу 7, с пустотообразователями 5. Когда концы пустотообразователей5 дойдут до одного уровня с концами пустотообразователей 4, включают привод перемещения траверсы 6, после чего происходит совместное опускание обеих траверс до тех пор, пока концы пустотообразователей 4 и 5 не дойдут до уровня днища.
Предмет изобретения
1. Устройство для изготовления перфорированных илит из гипса или подобного ем}- материала, включающее .имеющую днище с откидными бортами форму и, пустотообразователи с приводом для вертикального перемеи еиия, отличающееся, тем, что, с целью раздельного
образования отверстий по площади плиты, иустотообразователи объединены в блоки, каждый из которых имеет отдельную несущую траверсу.
2. Устройство по п. 1, отличающееся тем, что иустотообразователи смонтированы в траверсах с возможностью самоустановки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕРМОБЛОК, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2157875C2 |
| Установка для формования многопустотных изделий из жестких бетонных смесей | 1975 |
|
SU522056A1 |
| Установка для формования многопустотных панелей | 1986 |
|
SU1472263A1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ УКРУПНЕННЫХ СТЕНОВЫХ ЭЛЕМЕНТОВ И СТЕНОВОЕ ТЕПЛОСБЕРЕГАЮЩЕЕ ОГРАЖДЕНИЕ ЗДАНИЙ, ПОЛУЧЕННОЕ НА ДАННОЙ ЛИНИИ | 2008 |
|
RU2398677C2 |
| Установка для формования изделий из бетонных смесей | 1984 |
|
SU1172723A2 |
| Виброформующий узел | 1980 |
|
SU903115A1 |
| Прессующая установка для формования железобетонных изделий и ее элементы | 1991 |
|
SU1838100A3 |
| Устройство для формования пустотных бетонных изделий | 1985 |
|
SU1379114A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, МНОГОСЛОЙНАЯ ПАНЕЛЬ, РАСКЛАДНАЯ ОПАЛУБКА ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ИЗГОТОВЛЕНИЮ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНО-КАРКАСНОГО ЗДАНИЯ ИЗ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ С ДЕКОРАТИВНОЙ НАРУЖНОЙ ОТДЕЛКОЙ | 2012 |
|
RU2515491C1 |
| КАССЕТНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПУСТОТНЫХ КОНСТРУКЦИЙ | 1994 |
|
RU2106247C1 |
////////
