Изобретение относится к устройствам для непрерывного формования преимущественно бетонных и железобетонных изделий с использованием вибропрессования формовочной массы.
Цель изобретения - повышение качества переднего торца изделия при формовании.
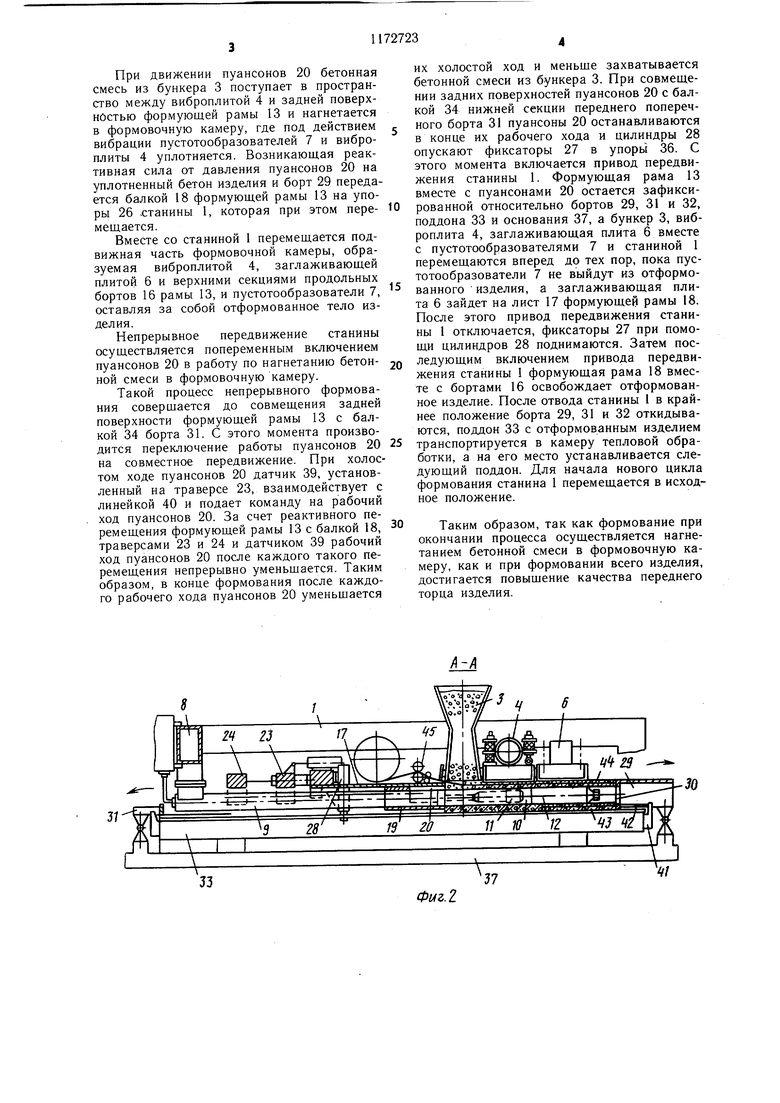
На фиг. 1 схематически изображена предлагаемая установка для формования изделий из бетонных смесей; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 3.
Установка для формования изделий из бетонных смесей состоит из подвижной станины 1 с приводом передвижения (не показан) по направляющим 2. На станине 1 смонтированы бункер 3, виброплита 4 с вибратором 5 и заглаживающая плита 6.
ПустотообразОватели 7 закреплены на поперечной балке 8. Каждый пустотообразователь 7 состоит из корпуса 9, секции 10 с вибратором И и успокаивающего наконечника 12. Формующая П-образная рама 13 имеет катки 14, которые перемещаются в направляющих 15, смонтированных на станине 1, две верхние подвижные секции продольных бортов 16, соединенные в верхней части поперечным листом 17 и балкой 18. Длина подвижных продольных бортов 16 равна расстоянию от передней кромки разгрузочного отверстия бункера 3 до задней стенки заглаживающей плиты 6.
В задней части формующей рамы 13 под листом 17 установлены втулки 19, служащие опорой для пустотообразователей 7. В верхней части втулок 19 имеются вырезы, где между листом 17 и пустотообразователями 7 помещено нагнетательное приспособление в виде пуансонов 20, которые охватывают верхние поверхности пустотообразователей 7 и соприкасаются друг с другом по их оси. Штоки 21 установлены в направляющих 22 и соединяют в щахматном порядке пуансоны 20 с подвижными траверсами 23 и 24, которые связаны с формующей рамой 13 цилиндрами 25. Балка 18 формующей рамы 13 контактирует с упорами 26 на станине 1. Фиксаторы 27, выполненные с приводом от цилиндра 28, смонтированы на балке 18 формующей рамы 13.
На посту формования стационарно смонтированы задний поперечный борт 29, в котором имеются отверстия 30 для ввода пустотообразователей 7, нижняя секция переднего поперечного борта 31, нижние секции продольных бортов 32 и поддон 33. Задний откидной поперечный борт 29 имеет высоту, равную толщине формуемого изделия. Длина откидных нижних секций продольных бортов 32 равна длине формуемого изделия. Нижняя секция переднего поперечного борта 31 выполнена составной из балки 34 и обечайки 35. Высота балки 34
равна расстоянию от поддона 33 до втулки 19 и пуансонов 20 формующей рамы 13, ее верхняя кромка, а также верхняя поверхность обечайки 35 копируют нижний
профиль формующей рамы 13, образованный втулками 19 и пуансонами 20. Для предотвращения просыпания бетонной смеси вниз мимо поддона 33 длина обечаек 35 должна превышать величину полного хода пуансонов. При совмещении пуансонов 20, находящихся в конце рабочего хода, с балкой 34 нижней секции переднего поперечного борта 31 фиксатор 27 совмещается с упором 36, установленными на основании 37 формовочного поста. Поверхности балки 34 и пуансонов 20 образуют формовочную поверхность 38 конца изделия.
На одной из подвижных траверс 23 смонтировано устройство для изменения режима работы пуансонов в виде датчика 39
и закрепленной на основании 37 в зоне формования переднего торца изделия линейки 40, которая контактирует с датчиком 39 при совмещении пуансонов 20 в конце их рабочего хода с балкой 34 нижней секции переднего поперечного борта 31.
Установка работает следующим образом.
В начале работы на основании 37 при раскрытых бортах 29, 3 и 32 устанавливается поддон 33, в упорах 41 которого закреплена напрягаемая арматура 42. На поддоне уложены нижние ненапрягаемые арматурные сетки 43. Затем борта 29, 31 и 32 закрываются и црижимают поддон к основанию 37. Подвижная станина 1 уста5 на вливается в крайнее положение у борта 29 таким образом, чтобы пустотообразователи 7 вощли в отверстие 30 борта 29, виброплита 4 находилась над верхней поверхностью борта 29, а формующая рама 13 - вблизи рабочей поверхности бор0 та 29.
Верхнюю арматурную сетку 44, свернутую в рулон, укладывают на поперечный лист 17 рамы 13 и ее передний конец заправляют в подающие ролики 45 до борта 29. В бункер 3 загружают бетонную смесь. Процесс формования пустотелой начинается с включения вибраторов 11 пустотообразователей 7, вибратора виброплиты 4 и цилиндров 25. Привод передвижения подвижной станины 1 отклкЗчает0 ся. При переменном включении цилиндров 25 траверсы 23 и 24 совместно с соответствующими щтоками 21 и пуансонами 20 совершают возвратно-поступательное движение навстречу друг другу.
Нижние поверхности виброплиты 4 и
5 заглаживающей плиты 6, поверхности нижних секций бортов 32 и верхних подвижных секций продольных бортов 16, а также поддон 33 образуют формовочную камеру. При движении пуансонов 20 бетонная смесь из бункера 3 поступает в пространство между виброплитой 4 и задней поверхностью формующей рамы 13 и нагнетается в формовочную камеру, где под действием вибрации пустотообразователей 7 и виброплиты 4 уплотняется. Возникающая реактивная сила от давления пуансонов 20 на уплотненный бетон изделия и борт 29 передается балкой 18 формующей рамы 13 на упоры 26 .станины 1, которая при этом перемещается. Вместе со станиной 1 перемещается подвижная часть формовочной камеры, образуемая виброплитой 4, заглаживающей плитой 6 и верхними секциями продольных бортов 16 рамы 13, и пустотообразователи 7, оставляя за собой отформованное тело изделия. Непрерывное передвижение станины осуществляется попеременным включением пуансонов 20 в работу по нагнетанию бетонной смеси в формовочную камеру. Такой процесс непрерывного формования соверщается до совмещения задней поверхности формующей рамы 13 с балкой 34 борта 31. С этого момента производится переключение работы пуансонов 20 на совместное передвижение. При холостом ходе пуансонов 20 датчик 39, установленный на траверсе 23, взаимодействует с линейкой 40 и подает команду на рабочий ход пуансонов 20. За счет реактивного перемещения формующей рамы 13 с балкой 18, траверсами 23 и 24 и датчиком 39 рабочий ход пуансонов 20 после каждого такого перемещения непрерывно уменьщается. Таким образом, в конце формования после каждого рабочего хода пуансонов 20 уменьщается их холостой ход и меньще захватывается бетонной смеси из бункера 3. При совмещении задних поверхностей пуансонов 20 с балкой 34 нижней секции переднего поперечного борта 31 пуансоны 20 останавливаются в конце их рабочего хода и цилиндры 28 опускают фиксаторы 27 в упорь 36. С этого момента включается привод передвижения станины 1. Формующая рама 13 вместе с пуансонами 20 остается зафиксированной относительно бортов 29, 31 и 32, поддона 33 и основания 37, а бункер 3, виброплита 4, заглаживающая плита 6 вместе с пустотообразователями 7 и станиной 1 перемещаются вперед до тех пор, пока пустотообразователи 7 не выйдут из отформованного изделия, а заглаживающая плита 6 зайдет на лист 17 формующей рамы 18. После этого привод передвижения станины 1 отключается, фиксаторы 27 при помощи цилиндров 28 поднимаются. Затем последующим включением привода передвижения станины 1 формующая рама 18 вместе с бортами 16 освобождает отформованное изделие. После отвода станины 1 в крайнее положение борта 29, 31 и 32 откидываются, поддон 33 с отформованным изделием транспортируется в камеру тепловой обработки, а на его место устанавливается следующий поддон. Для начала нового цикла формования станина 1 перемещается в исходное положение. Таким образом, так как формование при окончании процесса осуществляется нагнетанием бетонной смеси в формовочную камеру, как и при формовании всего изделия, достигается повыщение качества переднего торца изделия.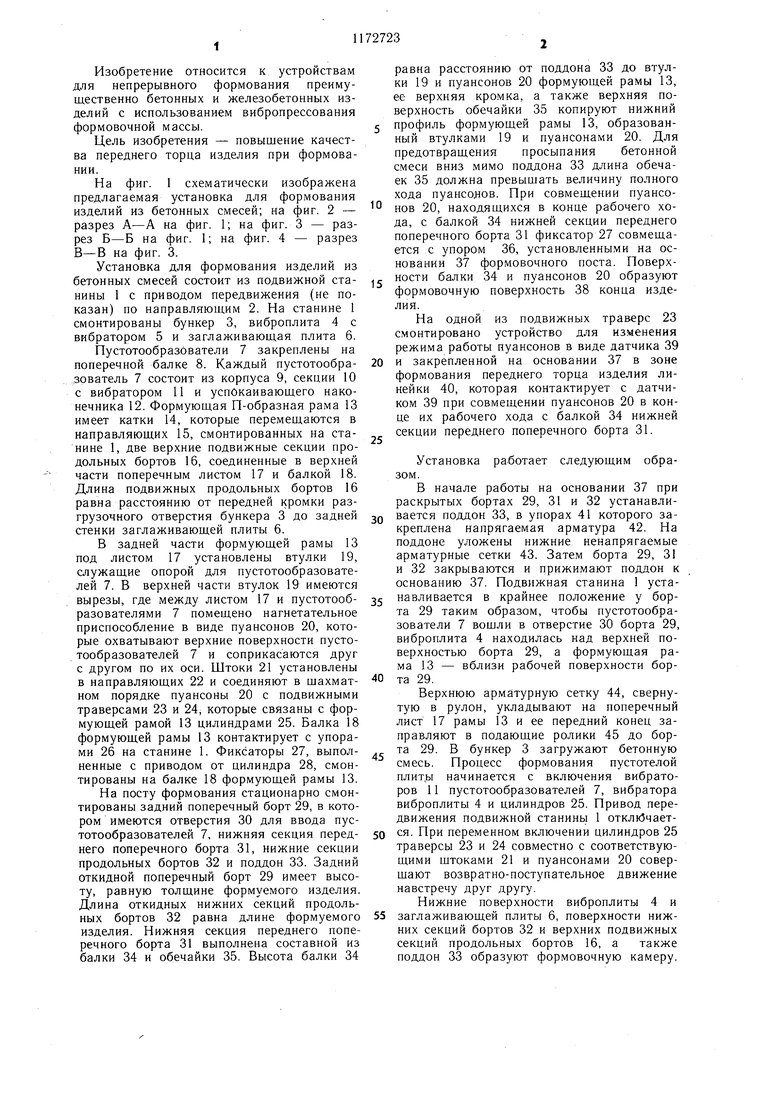
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования изделий из бетонных смесей | 1977 |
|
SU688334A1 |
| Устройство для формования бетонных изделий | 1985 |
|
SU1364478A1 |
| Установка для формования бетонных изделий | 1985 |
|
SU1380968A1 |
| Способ непрерывного формования длинномерных бетонных изделий с пустотами и устройство для его осуществления | 1989 |
|
SU1735021A1 |
| Установка для непрерывного формования многопустотных изделий из бетонных смесей | 1986 |
|
SU1454697A1 |
| Установка для формования изделий из бетонных смесей | 1977 |
|
SU766860A1 |
| Установка для формования многопустотных панелей из бетонных смесей | 1990 |
|
SU1742070A1 |
| Устройство для прессования строительных изделий | 1989 |
|
SU1706869A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Машина для заделки отверстий в торце многопустотной плиты перекрытия | 1979 |
|
SU874355A1 |

УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕ2В СЕЙ по авт. св. № 688334, отличающаяся тем, что, с целью повышения качества переднего торца изделия при формовании, она снабжена устройством для изменения режима работы пуансонов в виде установленного на подвижной траверсе датчика и закрепленной на основании в зоне формования переднего торца изделия линейки, контактируюш,ей с датчиком, причем нижняя секция переднего поперечного борта выполнена составной из обечайки и балки, контактирующей со втулками и пуансонами формующей рамы, а длина обечайки превышает величину полного хода пуансонов. (Л N5 tc СО 18
ФигЛ 7 Фиг.
в-в
| Установка для формования изделий из бетонных смесей | 1977 |
|
SU688334A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
