В известных устройствах для охлаждения проката применяют ряд секций, в каждую из которых входят форсунки для нагнетания охлаждающей жидкости, камера охлаждения, выполненная в виде трубы, и камера сброса отработанной охлаждающей жидкости. При этом производят охлаждение проката до температуры пластического состояния. Для термического упрочнения необходимо обеспечить надение температуры проката до 300-400°С. Так как барабанные ножницы не могут резать арматуру, находяп1,уюся нри этой температуре в упругом состоянии, то устройство охлаждения должно быть расположено только после . В этом случае необходимо транспортирование порезанной полосы со скоростью, несколько большей скорости прокатки.
В описываемом устройстве для транспортирования охлажденного проката иснользуется кинетическая энергия охлаждающей среды, движущейся в направлении прокатки со значительно нревосходящей скоростью. Новым в устройстве является то, что камера принудительного сброса выполнена в виде защитного кожуха, внутри которого на конце нанравляющей трубы установлено сопло для отсечения охлаждающей жидкости, ось которого расположепа под углом 60-90° к направлению движения нроката. Это обеспечивает примудительный сброс паровой рубащки и отработанной охлаждающей жидкости носле каждой секции, а также гидротранспортирование проката в последующих секциях. Кроме того, устройство для отсечения охлаждающей жидкости быть выполнено в виде винтовой или изогнутой насадки.
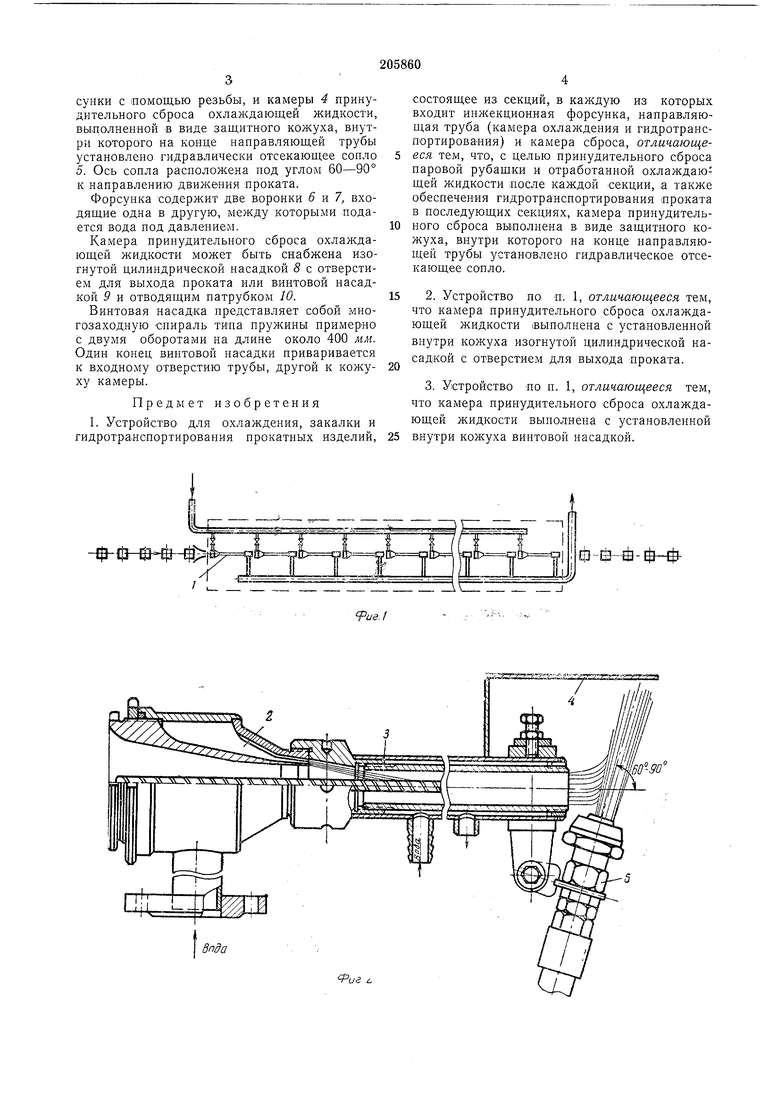
На фиг. 1 изображено описываемое устройство; на фиг. 2 - -отдельная секция; на фиг. 3 - инжекционная форсунка; на фиг. 4 - камера нринудительного сброса охлаждающей жидкости с цилиндрической насадкой на конце направляющей трубы; на фиг. 5 - то же, с винтовой насадкой.
Количество секций / в устройстве определяется их длиной, временем охлаждения проката до температуры 300-500°С и скоростью движения арматуры.
Нри расположении установки на оси отводящего рольганга к холодильнику увеличение или уменьщение длительности охлаждения производится путем добавления или снятия сменных секций; при расноложении установки рядом с рольгангом необходимое число секций включается переводными стрелками, расположенными последовательно между рольгангом и установкой.
сунки с помощью резьбы, и камеры 4 принудительного сброса охлаждающей жидкости, выполненной в виде защитного кожуха, внутри которого на конце направляющей трубы установлено гидравлически отсекающее сопло 5. Ось сопла расположена под углом 60-90° к направлению движения проката.
Форсунка содержит две воронки 5 и 7, входящие одна в другую, между которыми подается вода под давлением.
Камера принудительного сброса охлаждающей жидкости может быть снабжена изогнутой цилиндрической насадкой 8 с отверстием для выхода проката или винтовой насадкой 9 и отводящим патрубком 10.
Винтовая насадка представляет собой многозаходную спираль типа пружины пример-но с двумя оборотами на длине около 400 мм. Один конец винтовой насадки приваривается к входному отверстию трубы, другой к кожуху камеры.
Предмет изобретения
1. Устройство для охлаждения, закалки и гидротра.нспортирования прокатных изделий,
состоящее из секций, в каждую из которых входит инжекционная форсунка, направляющая труба (камера охлаждения и гидротранспортирования) и камера сброса, отличающееся тем, что, с целью принудительного сброса паровой рубашки и отработанной охлаждающей жидкости после каждой секции, а также обеспечения гидротранспортирования проката в последующих секциях, камера принудительного сброса выполнена в виде защитного кожуха, внутри которого на конце направляющей трубы установлено гидравлическое отсекающее сопло.
2.Устройство по п. 1, отличающееся тем, что камера принудительного сброса охлаждающей л идкости выполнена с установленной
внутри кожуха изогнутой цилиндрической насадкой с отверстием для выхода проката.
3.Устройство по п. 1, отличающееся тем, что камера принудительного сброса охлаждающей жидкости выполнена с установленной внутри кожуха винтовой насадкой.
- {|з-Ш
-й-й- -ф
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термической обработки проката | 1975 |
|
SU545679A1 |
| Устройство для термической обработки и гидротранспортирования проката | 1980 |
|
SU876737A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТА | 1991 |
|
RU2015177C1 |
| Устройство для ускоренного охлаждения проката | 1977 |
|
SU623875A1 |
| Устройство для охлаждения, закалки и гидротранспортирования прокатных изделий | 1970 |
|
SU303891A1 |
| УСТРОЙСТВО ДЛЯ УСКОРЕННОГО ОХЛАЖДЕНИЯ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2176940C2 |
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ И ГИДРОТРАНСПОРТИРОВАНИЯ | 1969 |
|
SU247976A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОГО УПРОЧНЕНИЯ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТА | 2010 |
|
RU2419657C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОУПРОЧНЕНИЯ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТА | 2006 |
|
RU2313586C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТА | 2001 |
|
RU2180278C1 |


Вода
Jftu- sk
--
Сброс охлаждающе смеси
Риё
Напрд.В/)е
Hue dSu -,.S
.МЯГVue.5
